SCHWEIßER- TECME/PUCP
LEISTUNGSQUALIFIKATIONSR BLATT: 1 von 1
EKORD (WPQR) AUSGABE: 22/04/13
(Siehe QW-301, Abschnitt IX, ASME Boiler
and Pressure Vessel Code) REVISION: 1
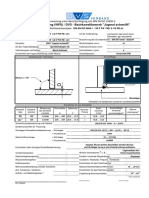
SCHWEIßER-LEISTUNGSQUALIFIKATIONSREKORD (WPQR)
Name des Schweißers: Stempel-Nr.: AUSWEIS: WPQR-Nr.:
WPS gefolgt vom Schweißer: Bewertet in: Reagenzglas ( ) Produktionsschweißen ( )
Spezifikation des unedlen Metalls: Ersatzlötkolben: --- AUSWEIS: ---
In der Bewertung
Schweißvariablen (QW-350) Qualifizierter Rang
verwendeter Wert
Schweißverfahren:
Verwendeter Typ (manuell, halbautomatisch) :
Backup (Metall, Schweißen, Gas, Lichtbogen) :
( )Eisen ( )Rohr (Durchmesser eingeben, falls Rohr):
Dicke:
Basismetall Nr. P oder S bis Nr. P oder S:
Spezifikation des Zusatzwerkstoffs oder der Elektrode
(SFA) :
Klassifizierung des Zusatzwerkstoffs oder der
Elektrode:
Zusatzwerkstoff Nr. F:
Verbrauchsmaterialeinsatz (GTAW oder PAW) :
Zusatzmetalltyp
(Feststoff/Metall oder röhrenförmiges Flussmittel/Pulver) :
Durch jeden Prozess aufgetragene Dicke:
Prozess 1 --- mindestens 3 Schichten Ja ( ) Nein ( )
Prozess 2 --- mindestens 3 Schichten Ja ( ) Nein ( )
Bleche und Rohr ≤ 610
Rohre >610 mm und
mm >73 mm Filet
Qualifizierte Position: Außendurch Außendurc
messer hmesser
Vertikaler Verlauf (aufsteigend/absteigend) :
Art des Brenngases (OFW) :
Ersatzgas (GMAW, GTAW, PAW) :
GMAW-Übertragungsmodus
(Spray, kugelförmig, Kurzschluss, gepulst) :
Stromtyp/Polarität (AC, DCEN, DCEP) :
ERGEBNISSE
Visuelle Inspektion der abgeschlossenen
NACH
Schweißarbeiten:
Ergebnisse des geführten Biegetests: KONFORM
( ) Fläche und Querwurzel ( ) Fläche und Längswurzel ( ) Seite
( ) Rohre, korrosionsbeständige Beschichtungen ( ) Eisen, korrosionsbeständige Beschichtungen
( ) Rohr, chemischer Angriffstest ( ) Eisen, chemischer Angriffstest
Kerl Ergebnis Kerl Ergebnis Kerl Ergebnis
Alternatives Ergebnis der Röntgenuntersuchung: ---
Kehlnaht: --- Bruchtest: --- Länge und Prozentsatz der Mängel: ---
Makroangriff: --- Filetgröße: --- Konkavität/Konvexität: ---
Andere Tests: ---
Film oder Proben bewertet von: Unternehmen:
Mechanische Tests durchgeführt von: Labortest-Nr.:
Schweißüberwachung durch:
Wir bestätigen, dass die aufgezeichneten Daten korrekt sind und dass die Proben gemäß den Anforderungen von Abschnitt IX des
ASME Code – Boiler and Pressure Vessel – 2011a vorbereitet, geschweißt und getestet wurden.
Organisation:
DATUM: Von:
Das könnte Ihnen auch gefallen
- WPQ Form English & GermanDokument1 SeiteWPQ Form English & GermanVictor ChicaízaNoch keine Bewertungen
- Asme Details PDFDokument110 SeitenAsme Details PDFsitam_nitj4202Noch keine Bewertungen
- B152 Schweisserprufug en ISO 9606-1-2013 deDokument1 SeiteB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- Auszug EN287 1Dokument5 SeitenAuszug EN287 1Dan-ko S Valen-tinoNoch keine Bewertungen
- 1.so 8-150 RF - 9B5770Dokument1 Seite1.so 8-150 RF - 9B5770Yosses Sang NahkodaNoch keine Bewertungen
- Pipes - Erndtebrücker Eisenwerk GMBHDokument1 SeitePipes - Erndtebrücker Eisenwerk GMBHMETAL EngNoch keine Bewertungen
- Especificación Técnica: Se Revisionan Pag. 2-3-13-27-40-50-60-70-75, Se Agregan Pag. 79 A 87Dokument170 SeitenEspecificación Técnica: Se Revisionan Pag. 2-3-13-27-40-50-60-70-75, Se Agregan Pag. 79 A 87DestructorDeDiosesNoch keine Bewertungen
- Tevi RectangulareDokument20 SeitenTevi RectangularemsecarNoch keine Bewertungen
- Αντιστοιχίσεις υλικών ASTM-DINDokument9 SeitenΑντιστοιχίσεις υλικών ASTM-DINElias KapaNoch keine Bewertungen
- WPS Form (Welding)Dokument2 SeitenWPS Form (Welding)zalfien1118Noch keine Bewertungen
- Infoblatt Din en IsoDokument4 SeitenInfoblatt Din en Isolth770310Noch keine Bewertungen
- WPQ German English PDFDokument1 SeiteWPQ German English PDFJimmy RodriguesNoch keine Bewertungen
- SchweißanweisungDokument1 SeiteSchweißanweisungABNoch keine Bewertungen
- WF 1550010 PDFDokument1 SeiteWF 1550010 PDFrusf123Noch keine Bewertungen
- Welding PositionsDokument1 SeiteWelding PositionssenchiscanNoch keine Bewertungen
- De Datenblätter KlammerschraubenDokument22 SeitenDe Datenblätter Klammerschraubenscribdroda13Noch keine Bewertungen
- Internetvergleich ASTM en 12 2006 151206Dokument7 SeitenInternetvergleich ASTM en 12 2006 151206iliaigiNoch keine Bewertungen
- GEA AWP Produktbroschüre DeutschDokument12 SeitenGEA AWP Produktbroschüre DeutschNenadNoch keine Bewertungen
- Indicadores de NivelDokument4 SeitenIndicadores de NivelManchoNoch keine Bewertungen
- HST3 RDokument7 SeitenHST3 Rceca_89Noch keine Bewertungen
- Din en Iso 9606 1 - 2013 12 1Dokument2 SeitenDin en Iso 9606 1 - 2013 12 1BenignoNoch keine Bewertungen
- SBKC 10.3 PDFDokument4 SeitenSBKC 10.3 PDFThanh DuyNoch keine Bewertungen
- Vds 2100-08 Web PDFDokument0 SeitenVds 2100-08 Web PDFAntonio FanelloNoch keine Bewertungen
- Rohrfedermanometer, Kupferlegierung Einbauausführung Typen 111.16 Und 111.26Dokument5 SeitenRohrfedermanometer, Kupferlegierung Einbauausführung Typen 111.16 Und 111.26behnamdaftary2Noch keine Bewertungen
- Caro Bronze de en 0520Dokument2 SeitenCaro Bronze de en 0520Zac NastNoch keine Bewertungen
- Aufzugssteuerleitungen Meterware-2Dokument30 SeitenAufzugssteuerleitungen Meterware-2freddyjoertyNoch keine Bewertungen
- BMVIT-327120 - 0024 - 12 - ANP - SHS Fels - Und BodennagelDokument20 SeitenBMVIT-327120 - 0024 - 12 - ANP - SHS Fels - Und BodennagelakajsiNoch keine Bewertungen
- 02 Standsicherheitsnachweis Bei StutzenlastenDokument24 Seiten02 Standsicherheitsnachweis Bei Stutzenlastenmlu82995Noch keine Bewertungen
- ASA Produktblatt 2023 DE Lay01Dokument2 SeitenASA Produktblatt 2023 DE Lay01David AlexandreNoch keine Bewertungen
- 2272 - SBKC-0 SL - EnDe - 2020-04Dokument4 Seiten2272 - SBKC-0 SL - EnDe - 2020-04TetianaNoch keine Bewertungen
- PS SPGH CD 001Dokument2 SeitenPS SPGH CD 001senthil muruganNoch keine Bewertungen
- Gabrys - Ausführung Von StahlbautenDokument7 SeitenGabrys - Ausführung Von StahlbautenLuxport01Noch keine Bewertungen
- Rohrleitungen Nach EN 13480Dokument34 SeitenRohrleitungen Nach EN 13480Hello JohnNoch keine Bewertungen
- Iec Class 3 Up To 170 KVDokument4 SeitenIec Class 3 Up To 170 KV-Vir Actan-Noch keine Bewertungen
- SchweisserprüfungDokument7 SeitenSchweisserprüfungUros JaksicNoch keine Bewertungen
- Metal Oxide Surge Arrester MetalloxidableiterDokument4 SeitenMetal Oxide Surge Arrester MetalloxidableiterJosue Espinoza YachachinNoch keine Bewertungen
- TS0613 A1 Standard Pistonrod External Appendix 1Dokument3 SeitenTS0613 A1 Standard Pistonrod External Appendix 1Emir AkçayNoch keine Bewertungen
- Lassen DuitsDokument44 SeitenLassen Duitshvu9743Noch keine Bewertungen
- Kabelschuhe FachberichtDokument52 SeitenKabelschuhe FachberichtpeterNoch keine Bewertungen
- Schweissverfahren Widerstandspressschweissen PDFDokument52 SeitenSchweissverfahren Widerstandspressschweissen PDFZschetzscheNoch keine Bewertungen
- Schweissverfahren WiderstandspressschweissenDokument52 SeitenSchweissverfahren WiderstandspressschweissenZschetzscheNoch keine Bewertungen
- ANMERKUNG Spezifische Anforderungen An Spezielle Krantypen Sind in Der Jeweiligen Europäischen Norm Für Den Speziellen Krantyp EnthaltenDokument4 SeitenANMERKUNG Spezifische Anforderungen An Spezielle Krantypen Sind in Der Jeweiligen Europäischen Norm Für Den Speziellen Krantyp Enthaltent1o2n3i4Noch keine Bewertungen
- Amg-Pesch Lieferuebersicht deDokument16 SeitenAmg-Pesch Lieferuebersicht dekaniappan sakthivelNoch keine Bewertungen
- 03 Schweissen Und Schneiden WebDokument2 Seiten03 Schweissen Und Schneiden Weblth770310Noch keine Bewertungen
- KTB Uebung 05 2023-04-18 Passfeder-Keilwelle-Auslegung ApDokument2 SeitenKTB Uebung 05 2023-04-18 Passfeder-Keilwelle-Auslegung ApSaad ChforNoch keine Bewertungen
- 1384 SBK (MS) LK1 2020-04Dokument4 Seiten1384 SBK (MS) LK1 2020-04ivaneg825Noch keine Bewertungen
- Thyssen Krupp RailDokument18 SeitenThyssen Krupp RailIrwan Joe100% (2)
- 1392 2014-08 Ende PDFDokument4 Seiten1392 2014-08 Ende PDFreza515heiNoch keine Bewertungen
- KSB Gusswerkstoffe DataDokument20 SeitenKSB Gusswerkstoffe DataingrbarrosNoch keine Bewertungen
- PA208 Prüfanweisung UTDokument4 SeitenPA208 Prüfanweisung UTStefan KlinkeNoch keine Bewertungen
- NADERMCCBNDM3A-250MTUVCEtestingreport 20210316123306.769 XDokument8 SeitenNADERMCCBNDM3A-250MTUVCEtestingreport 20210316123306.769 XJaikaran DanNoch keine Bewertungen
- Betriebsanleitung K-Hydraulik: Inhaltsverzeichnis Teil IIIDokument10 SeitenBetriebsanleitung K-Hydraulik: Inhaltsverzeichnis Teil IIIJeroenNoch keine Bewertungen
- SB 24-10-3-0-1187 - Catalogo (1213)Dokument4 SeitenSB 24-10-3-0-1187 - Catalogo (1213)Neil AcquatellaNoch keine Bewertungen
- Einführung in die bruchmechanische SchadensbeurteilungVon EverandEinführung in die bruchmechanische SchadensbeurteilungNoch keine Bewertungen
- Amphenol Test Standards Pruefverfahren - Flexibler - AkkreditierungsbereichDokument10 SeitenAmphenol Test Standards Pruefverfahren - Flexibler - Akkreditierungsbereichpratul acharyaNoch keine Bewertungen
- G16CA01 2020-11 RohrklasseDokument5 SeitenG16CA01 2020-11 RohrklassedpdcpNoch keine Bewertungen
- En 10168 PDFDokument1 SeiteEn 10168 PDFananda_27Noch keine Bewertungen
- Triebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsVon EverandTriebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsNoch keine Bewertungen
- Fahrwiderstände des Kraftfahrzeugs: Luft- und Rollwiderstandsermittlung im FahrversuchVon EverandFahrwiderstände des Kraftfahrzeugs: Luft- und Rollwiderstandsermittlung im FahrversuchNoch keine Bewertungen
- Aa-Bericht Über Vorbeugende Wartung - ItpDokument32 SeitenAa-Bericht Über Vorbeugende Wartung - ItpScribdTranslationsNoch keine Bewertungen
- DD124-Prüfung 2Dokument8 SeitenDD124-Prüfung 2ScribdTranslationsNoch keine Bewertungen
- Aktivität 2 - ZellzyklusDokument3 SeitenAktivität 2 - ZellzyklusScribdTranslationsNoch keine Bewertungen
- Spirituelle StagnationDokument4 SeitenSpirituelle StagnationScribdTranslationsNoch keine Bewertungen
- IG2 SHAHID REHAN20191202-3236-11ekn05Dokument26 SeitenIG2 SHAHID REHAN20191202-3236-11ekn05ScribdTranslationsNoch keine Bewertungen
- Fall 4 ASICS-FragenDokument1 SeiteFall 4 ASICS-FragenScribdTranslationsNoch keine Bewertungen
- Bedeutung Der Führung in Der RegulierungswissenschaftDokument21 SeitenBedeutung Der Führung in Der RegulierungswissenschaftScribdTranslationsNoch keine Bewertungen
- Lehrplan Für Die Rpas-Prüfung Gelöst - WortDokument9 SeitenLehrplan Für Die Rpas-Prüfung Gelöst - WortScribdTranslationsNoch keine Bewertungen
- Fallstudie - Lösung - Alternative FinanzierungDokument6 SeitenFallstudie - Lösung - Alternative FinanzierungScribdTranslationsNoch keine Bewertungen
- Gehäuse Der Schwarzen PerleDokument5 SeitenGehäuse Der Schwarzen PerleScribdTranslationsNoch keine Bewertungen
- Stressfragebogen Für LehrerDokument2 SeitenStressfragebogen Für LehrerScribdTranslationsNoch keine Bewertungen
- Erklärung Der NetzwerkschichtenDokument4 SeitenErklärung Der NetzwerkschichtenScribdTranslationsNoch keine Bewertungen
- The Air Liquide Airgas Merger Case AnalysisDokument16 SeitenThe Air Liquide Airgas Merger Case AnalysisScribdTranslationsNoch keine Bewertungen
- Abschlussprüfung - Finanzverwaltung - Gruppe Nr. 11 - KopieDokument12 SeitenAbschlussprüfung - Finanzverwaltung - Gruppe Nr. 11 - KopieScribdTranslationsNoch keine Bewertungen
- Sitzung Mein Name Ist Besonders Und EinzigartigDokument3 SeitenSitzung Mein Name Ist Besonders Und EinzigartigScribdTranslationsNoch keine Bewertungen
- Workshop 13 Situations Requirements HSEQDokument15 SeitenWorkshop 13 Situations Requirements HSEQScribdTranslationsNoch keine Bewertungen
- Schullöser - Grundlegendes EnglischDokument3 SeitenSchullöser - Grundlegendes EnglischScribdTranslationsNoch keine Bewertungen
- M2 - TI - Skills Für Mündliche Und Schriftliche Kommunikation PDFDokument5 SeitenM2 - TI - Skills Für Mündliche Und Schriftliche Kommunikation PDFScribdTranslationsNoch keine Bewertungen
- PC3-Simulationstools Zur EntscheidungsfindungDokument9 SeitenPC3-Simulationstools Zur EntscheidungsfindungScribdTranslationsNoch keine Bewertungen
- Fragen Zur Überprüfung Der AltenpflegeDokument33 SeitenFragen Zur Überprüfung Der AltenpflegeScribdTranslationsNoch keine Bewertungen
- Colun MarktforschungDokument9 SeitenColun MarktforschungScribdTranslationsNoch keine Bewertungen
- Excel PraxisDokument10 SeitenExcel PraxisScribdTranslationsNoch keine Bewertungen
- GerüstrechnerDokument14 SeitenGerüstrechnerScribdTranslationsNoch keine Bewertungen
- Coca Cola LeistungsbewertungDokument2 SeitenCoca Cola LeistungsbewertungScribdTranslationsNoch keine Bewertungen
- Bankfragen PC Virtuelle Einheit 2Dokument14 SeitenBankfragen PC Virtuelle Einheit 2ScribdTranslationsNoch keine Bewertungen
- Menschliches Design - 384 ZeilenDokument7 SeitenMenschliches Design - 384 ZeilenScribdTranslationsNoch keine Bewertungen
- Geschäftsplan Für WettenDokument15 SeitenGeschäftsplan Für WettenScribdTranslationsNoch keine Bewertungen
- WorldcomDokument6 SeitenWorldcomScribdTranslationsNoch keine Bewertungen
- Risikomatrix: Auf Afrikanische Fotosafari GehenDokument15 SeitenRisikomatrix: Auf Afrikanische Fotosafari GehenScribdTranslationsNoch keine Bewertungen
- Rosenkranz, Um Das Kind-Gott Zu HebenDokument17 SeitenRosenkranz, Um Das Kind-Gott Zu HebenScribdTranslationsNoch keine Bewertungen
- LaTeX Und ChemieDokument16 SeitenLaTeX Und ChemieClemens NiederbergerNoch keine Bewertungen
- Yára Detert - Mathematik Für AhnungsloseDokument234 SeitenYára Detert - Mathematik Für AhnungsloseMadel Eine100% (1)
- b2 - Modellsatz - Jugendliche - PracticeDokument6 Seitenb2 - Modellsatz - Jugendliche - PracticeANoch keine Bewertungen
- Modul 3Dokument20 SeitenModul 3dvsvNoch keine Bewertungen