Das könnte Ihnen auch gefallen
- Din 743Dokument85 SeitenDin 743qxyz123Noch keine Bewertungen
- Stadtplan AachenDokument1 SeiteStadtplan AachenNemanja VlajkovicNoch keine Bewertungen
- Handbuch Tesla Experimente: Blitz und Donner selbst erzeugtVon EverandHandbuch Tesla Experimente: Blitz und Donner selbst erzeugtNoch keine Bewertungen
- 3831724334stuttgart PDFDokument149 Seiten3831724334stuttgart PDFAna PerišićNoch keine Bewertungen
- Losungen Zu Den Tests PDFDokument2 SeitenLosungen Zu Den Tests PDFSteve TombouNoch keine Bewertungen
- Symbaroum Distelfeste-Karte WebDokument1 SeiteSymbaroum Distelfeste-Karte WebMax KlostermannNoch keine Bewertungen
- Studio-21-B1 PDF Editable - Teil 1Dokument22 SeitenStudio-21-B1 PDF Editable - Teil 1Luis Cerna100% (1)
- Din 3016-1Dokument5 SeitenDin 3016-1Miguel Queiros100% (1)
- Modell 118 Burda Style 01 2015Dokument22 SeitenModell 118 Burda Style 01 2015Yuemei Lu100% (1)
- Map City Altdorf - VectorDokument1 SeiteMap City Altdorf - VectorNieuczesany100% (1)
- Toepfer Lactana Kindermilch 2019 RO WZ PDFDokument1 SeiteToepfer Lactana Kindermilch 2019 RO WZ PDFYvonne IoanaNoch keine Bewertungen
- 2023 Lietz Gaumenimplantat Die Lösung Auch Für Lange Wege Teil 2Dokument4 Seiten2023 Lietz Gaumenimplantat Die Lösung Auch Für Lange Wege Teil 2Dr. Thomas LietzNoch keine Bewertungen
- Meditatii GermanăDokument1 SeiteMeditatii GermanăMonica PuscasuNoch keine Bewertungen
- Stadtplan OrtenbergDokument1 SeiteStadtplan OrtenbergDoroNoch keine Bewertungen
- VBN-Übersichtskarte 2017Dokument2 SeitenVBN-Übersichtskarte 2017AkvileKalinaiteNoch keine Bewertungen
- HVV Usar-Plan 240408 115049Dokument1 SeiteHVV Usar-Plan 240408 115049peterpaul999pNoch keine Bewertungen
- Usar Network Plan Diagram en DataDokument1 SeiteUsar Network Plan Diagram en DataNils LodderNoch keine Bewertungen
- Bus Route Map Hanau GermanyDokument1 SeiteBus Route Map Hanau GermanySharjeel BhuttoNoch keine Bewertungen
- Prufungstraining Bankkauffraubankkaufmann PDF j23 DR NotesDokument191 SeitenPrufungstraining Bankkauffraubankkaufmann PDF j23 DR NotesMari DragomirNoch keine Bewertungen
- Mathe LernzettelDokument11 SeitenMathe Lernzettelfriederike.srlNoch keine Bewertungen
- Basilea Todos TransportesDokument1 SeiteBasilea Todos TransportesJoseNoch keine Bewertungen
- Nesper - Handbuch Der Drahtlosen Telegraphie Und Telephonie 1Dokument761 SeitenNesper - Handbuch Der Drahtlosen Telegraphie Und Telephonie 1SamKariNoch keine Bewertungen
- AchernDokument2 SeitenAchernQiu YmNoch keine Bewertungen
- Suedpark OrientierungDokument1 SeiteSuedpark OrientierungfloraNoch keine Bewertungen
- Beethoven Ludwig Van Ich Liebe Dich 69988Dokument2 SeitenBeethoven Ludwig Van Ich Liebe Dich 69988moypadilla3793Noch keine Bewertungen
- Aus Dem Viljaet KosovoDokument1 SeiteAus Dem Viljaet KosovopoposkidimitarNoch keine Bewertungen
- TitrationsdiagrammDokument1 SeiteTitrationsdiagrammIbrahim MuzhaqiNoch keine Bewertungen
- Spiel Mit Fünf FingernDokument2 SeitenSpiel Mit Fünf FingernThomas KrizsanNoch keine Bewertungen
- Innenstadtplan EssenDokument1 SeiteInnenstadtplan EssenkissannaNoch keine Bewertungen
- U-Bahn Liniennetz Nürnberg-FürthDokument1 SeiteU-Bahn Liniennetz Nürnberg-FürthCristinaNoch keine Bewertungen
- Basilea Todos Transportes 21Dokument1 SeiteBasilea Todos Transportes 21JoseNoch keine Bewertungen
- RMV SchienennetzplanDokument1 SeiteRMV SchienennetzplanMohammad SamirNoch keine Bewertungen
- RMV SchienennetzplanDokument1 SeiteRMV Schienennetzplanhagen bergmannNoch keine Bewertungen
- Krar 012Dokument2 SeitenKrar 012Emilien VurlodNoch keine Bewertungen
- Munich CentralDokument1 SeiteMunich Centralcarlos.antabiNoch keine Bewertungen
- Verkooptekeningen Blok 11 Bwnrs 65 70Dokument2 SeitenVerkooptekeningen Blok 11 Bwnrs 65 70Nazahra Risky MaghfiraNoch keine Bewertungen
- Infoflyer Linie 50Dokument2 SeitenInfoflyer Linie 50423egeNoch keine Bewertungen
- RMV SchienennetzplanDokument1 SeiteRMV SchienennetzplanEnesGrNoch keine Bewertungen
- VVO Semesterticket Studenten Jahresticket SPNV SachsenDokument1 SeiteVVO Semesterticket Studenten Jahresticket SPNV Sachsenbim bamNoch keine Bewertungen
- Nuevo Eje RotopalaDokument3 SeitenNuevo Eje Rotopalaalbo_de_corazonNoch keine Bewertungen
- Plano Electrico IKADokument90 SeitenPlano Electrico IKAisnaldorg1202Noch keine Bewertungen
- Munich Altstadt DCDokument1 SeiteMunich Altstadt DCcarlos.antabiNoch keine Bewertungen
- Lageplan - Uke 3Dokument1 SeiteLageplan - Uke 3F FNoch keine Bewertungen
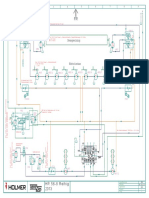
- Holmer - HRM8-56 2013Dokument4 SeitenHolmer - HRM8-56 2013Rıfat BingülNoch keine Bewertungen
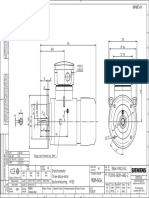
- MLD09-0424-L: DNGW-090LD-04C 1PS5098-0BD91-4BB2-Z Im B5 Drehstrommotor Three-Phase-Motor Bauform/mountingDokument1 SeiteMLD09-0424-L: DNGW-090LD-04C 1PS5098-0BD91-4BB2-Z Im B5 Drehstrommotor Three-Phase-Motor Bauform/mountingborodichNoch keine Bewertungen
- Scheibenräder: Mit SteilschulterDokument2 SeitenScheibenräder: Mit SteilschulterFrancisco UrizarNoch keine Bewertungen
- Lageplan Uke 2Dokument1 SeiteLageplan Uke 2cgqrgs4gd7Noch keine Bewertungen
- Lageplan - Uke 4Dokument1 SeiteLageplan - Uke 4Michaela GrahnNoch keine Bewertungen
- Cato MetruDokument1 SeiteCato MetruMarianJoitaNoch keine Bewertungen
- Data ScienceDokument56 SeitenData Sciencegerardoelguera25Noch keine Bewertungen
- Flash 2011 03 15Dokument16 SeitenFlash 2011 03 15FLASH-COLOGNENoch keine Bewertungen
- Sonnenwege 2008Dokument2 SeitenSonnenwege 2008Austrian National Tourism BoardNoch keine Bewertungen
- Einbaulage 180° Fitting Position 180°: Sauer BibusDokument1 SeiteEinbaulage 180° Fitting Position 180°: Sauer BibusLuis Sanchez VeraNoch keine Bewertungen
- Ortsplan Jochberg - City Map JochbergDokument1 SeiteOrtsplan Jochberg - City Map JochbergKitzbühelNoch keine Bewertungen
- DPS 214CPDokument3 SeitenDPS 214CPdivubi2004Noch keine Bewertungen
- DPS 214CPDokument3 SeitenDPS 214CPARMENOSHNoch keine Bewertungen
- DPS 214CPDokument3 SeitenDPS 214CPMaxNoch keine Bewertungen
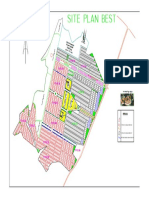
- 0bidang1 Recover-ModelbestDokument1 Seite0bidang1 Recover-ModelbestRiski PermanaNoch keine Bewertungen
- LHH Ferienhits 2022 Web KleinDokument2 SeitenLHH Ferienhits 2022 Web KleinSploopiNoch keine Bewertungen
- HVV Tarifplan GesamtDokument1 SeiteHVV Tarifplan GesamtSinisa MirozovNoch keine Bewertungen
- der selfpublisher 20, 4-2020, Heft 20, Dezember 2020: Deutschlands 1. Selfpublishing-MagazinVon Everandder selfpublisher 20, 4-2020, Heft 20, Dezember 2020: Deutschlands 1. Selfpublishing-MagazinNoch keine Bewertungen
- Geschlechter in Un-Ordnung: Zur Irritation von Zweigeschlechtlichkeit im WissenschaftsdiskursVon EverandGeschlechter in Un-Ordnung: Zur Irritation von Zweigeschlechtlichkeit im WissenschaftsdiskursNina HackmannNoch keine Bewertungen
- der selfpublisher 19, 3-2020, Heft 19, September 2020: Deutschlands 1. Selfpublishing-MagazinVon Everandder selfpublisher 19, 3-2020, Heft 19, September 2020: Deutschlands 1. Selfpublishing-MagazinNoch keine Bewertungen
- Werkzeugkatalog - AbkantenDokument121 SeitenWerkzeugkatalog - AbkantenslavamalikovNoch keine Bewertungen
- 06 - Engineering Mit Based On S7Dokument45 Seiten06 - Engineering Mit Based On S7Marco Antonio Goncalves RNoch keine Bewertungen
- Mini-Segler: Piccco-BL Und Piccco-QRDokument13 SeitenMini-Segler: Piccco-BL Und Piccco-QR劉書良Noch keine Bewertungen
- Manual Super 100 de PDFDokument144 SeitenManual Super 100 de PDFfamusNoch keine Bewertungen
- Audi TT RS Price List (Germany, 2013)Dokument28 SeitenAudi TT RS Price List (Germany, 2013)Fourtitude.comNoch keine Bewertungen
- Untersuchungsbericht Unfall Bad Endorf (Oberbay)Dokument19 SeitenUntersuchungsbericht Unfall Bad Endorf (Oberbay)hansguck37Noch keine Bewertungen
- Et200s 4di Dc24v HF Manual De-DeDokument16 SeitenEt200s 4di Dc24v HF Manual De-DeVinko JuranovićNoch keine Bewertungen
- Field Guide Compact WebDokument7 SeitenField Guide Compact WebdavegolinNoch keine Bewertungen
- Final GleitlagerDokument43 SeitenFinal GleitlagerBranislav DjordjevicNoch keine Bewertungen
- ArchiPHYSIK 9Dokument123 SeitenArchiPHYSIK 9wolfman_hhiNoch keine Bewertungen
- Miller XMT BetriebsanleitungDokument32 SeitenMiller XMT BetriebsanleitungGabor VatoNoch keine Bewertungen