Das könnte Ihnen auch gefallen
- Wolframelektroden KnowhowDokument8 SeitenWolframelektroden KnowhowbiggeriusNoch keine Bewertungen
- Akkus und Ladetechniken: Das Praxisbuch für alle Akku-Typen, Ladegeräte und LadeverfahrenVon EverandAkkus und Ladetechniken: Das Praxisbuch für alle Akku-Typen, Ladegeräte und LadeverfahrenNoch keine Bewertungen
- Edelstahl Wig SchweißenDokument19 SeitenEdelstahl Wig SchweißengregappNoch keine Bewertungen
- Abc der Kondensatoren: Grundlagen, Kenngrößen und KondensatortypenVon EverandAbc der Kondensatoren: Grundlagen, Kenngrößen und KondensatortypenWürth ElektronikBewertung: 4 von 5 Sternen4/5 (1)
- Wig Tig Curso Completo AlemanDokument64 SeitenWig Tig Curso Completo AlemanLuis RceNoch keine Bewertungen
- Steuerplatine StuecklisteDokument3 SeitenSteuerplatine StuecklisteParadox UtopiaNoch keine Bewertungen
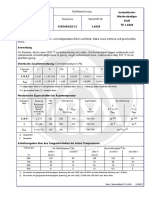
- 1 4580Dokument4 Seiten1 4580horstiillingNoch keine Bewertungen
- CorexDokument34 SeitenCorexbdikicNoch keine Bewertungen
- Kombifilter 3RFS520-xxx.230CTDokument3 SeitenKombifilter 3RFS520-xxx.230CThecky23Noch keine Bewertungen
- Industrie Kohle Buerste NDokument20 SeitenIndustrie Kohle Buerste NpiojeziorNoch keine Bewertungen
- Aluminium WIG-Schweißen PDFDokument20 SeitenAluminium WIG-Schweißen PDFHagen_of_Tronje100% (1)
- Wive VAUTID 100Dokument1 SeiteWive VAUTID 100andreasNoch keine Bewertungen
- Alu Wig SchweissenDokument50 SeitenAlu Wig SchweissenfagslungNoch keine Bewertungen
- Utp68hh UtpDokument1 SeiteUtp68hh UtpcesarlopezpolysiusNoch keine Bewertungen
- ZOLLERN GießereitechnikDokument12 SeitenZOLLERN GießereitechnikHagen_of_TronjeNoch keine Bewertungen
- DIN 2.0402 CuZn40Pb2 en AlemanDokument4 SeitenDIN 2.0402 CuZn40Pb2 en AlemanAlexander SanchezNoch keine Bewertungen
- 1.1191 C45E - Baustahl - Datenblatt - TK - 1191 - 1201Dokument3 Seiten1.1191 C45E - Baustahl - Datenblatt - TK - 1191 - 1201genuesslichwohlriechendersteinbockNoch keine Bewertungen
- Thyssen Datenblatt 1.4828Dokument4 SeitenThyssen Datenblatt 1.4828horstiillingNoch keine Bewertungen
- FT-Praktikum 3 Widerstand WS 17-18Dokument15 SeitenFT-Praktikum 3 Widerstand WS 17-18Fredy Andres MesaNoch keine Bewertungen
- PlasmaschweissenDokument4 SeitenPlasmaschweissenJemakl ManueNoch keine Bewertungen
- 235 Metallische WerkstoffeDokument12 Seiten235 Metallische WerkstoffeAntonio MerkourisNoch keine Bewertungen
- A Avesta FCW 316l SKR-PW Fde deDokument1 SeiteA Avesta FCW 316l SKR-PW Fde deKara WhiteNoch keine Bewertungen
- Wive VAUTID 147 PDFDokument1 SeiteWive VAUTID 147 PDFandreasNoch keine Bewertungen
- Improbond CatalogueDokument16 SeitenImprobond CataloguefendynovapamelaNoch keine Bewertungen
- Handbuch Kjellberg 2012 de enDokument260 SeitenHandbuch Kjellberg 2012 de enutku melihNoch keine Bewertungen
- 004 2015 de GL Utp Gusseisen WebDokument16 Seiten004 2015 de GL Utp Gusseisen WebyilmazerolNoch keine Bewertungen
- H525DEDokument8 SeitenH525DEMahmoud NasrNoch keine Bewertungen
- Cu OFDokument3 SeitenCu OFABNoch keine Bewertungen
- ZOLLERN-Broschuere Feinguss Legierungen DDokument16 SeitenZOLLERN-Broschuere Feinguss Legierungen DandreasNoch keine Bewertungen
- Lemp Katalog WebDokument221 SeitenLemp Katalog WebLaboriosaNoch keine Bewertungen
- LMN LM - 10-Td-DeDokument62 SeitenLMN LM - 10-Td-Dep.besuchowNoch keine Bewertungen
- Katalog2008 ErlikonDokument48 SeitenKatalog2008 ErlikonIvan DulicNoch keine Bewertungen
- Datenblatt BOEHLER AWS ER316L WIGDokument1 SeiteDatenblatt BOEHLER AWS ER316L WIGtemal98Noch keine Bewertungen
- Remote Sensors Data Sheet DEDokument6 SeitenRemote Sensors Data Sheet DEkanarendranNoch keine Bewertungen
- Aluminium WIG Schweißen PDFDokument20 SeitenAluminium WIG Schweißen PDFMilan RadosavljevicNoch keine Bewertungen
- Contactor SIEMENS 3TF50Dokument10 SeitenContactor SIEMENS 3TF50Ernesto Andres Guevara MalaveNoch keine Bewertungen
- 1 4550Dokument4 Seiten1 4550Faruk PojskicNoch keine Bewertungen
- PanGas Titanschweisstechnik DDokument8 SeitenPanGas Titanschweisstechnik DTibor KeményNoch keine Bewertungen
- BRO FIN Elektroinstallationsrohre 2018 WebDokument28 SeitenBRO FIN Elektroinstallationsrohre 2018 WebSoimaresti DraganestiNoch keine Bewertungen
- Probe PDFDokument11 SeitenProbe PDFJorge LlimpeNoch keine Bewertungen
- Gewindetabelle Für RohrverschraubungenDokument1 SeiteGewindetabelle Für RohrverschraubungenJoeNoch keine Bewertungen
- Präsentation MteDokument10 SeitenPräsentation Mteclaudia.armbrusterNoch keine Bewertungen
- Schuetze Contactors K3 10ND - K3 22NDDokument4 SeitenSchuetze Contactors K3 10ND - K3 22NDFuadNoch keine Bewertungen
- 2018 Linder Update PDFDokument28 Seiten2018 Linder Update PDFOdieslavNoch keine Bewertungen
- Oerlikon ElektrodenDokument8 SeitenOerlikon Elektrodennaczelny_naczelnikNoch keine Bewertungen
- 1.4539 de PDFDokument2 Seiten1.4539 de PDFNils KönigNoch keine Bewertungen
- Sandy Super 17UDokument8 SeitenSandy Super 17Ucarlos sanabria ninamangoNoch keine Bewertungen
- Starloy NdfuDokument105 SeitenStarloy NdfuMark Saul Pérez TorresNoch keine Bewertungen
- CAT - ASWO Aparate - Unelte - 04 - 05 PDFDokument0 SeitenCAT - ASWO Aparate - Unelte - 04 - 05 PDFchaparalNoch keine Bewertungen
- Katalog Amidon - deDokument156 SeitenKatalog Amidon - deNicola RizziNoch keine Bewertungen
- DE - EN - Classification Standards For Welding Consumables - 0508Dokument4 SeitenDE - EN - Classification Standards For Welding Consumables - 0508kamals55Noch keine Bewertungen
- 1 4571Dokument4 Seiten1 4571wilian_coelho3309Noch keine Bewertungen
- 6 CapDokument1 Seite6 CapKaan OrtakNoch keine Bewertungen
- CermetDokument36 SeitenCermetJohn RamboNoch keine Bewertungen
- Ee D 028&docDokument2 SeitenEe D 028&dockolhoNoch keine Bewertungen
- Intercontec - KUPPLUNGSSTECKER AKUA 384 MS06 59 035K 200 101Dokument1 SeiteIntercontec - KUPPLUNGSSTECKER AKUA 384 MS06 59 035K 200 101Manuel WassongNoch keine Bewertungen
- SCH WeissenDokument1 SeiteSCH WeissenRebekka SchneiterNoch keine Bewertungen
- Contator 3TF32Dokument9 SeitenContator 3TF32luc_ayresNoch keine Bewertungen
- ROTH - Axial Expansion JointDokument56 SeitenROTH - Axial Expansion Jointandmar2011Noch keine Bewertungen
- Psychedelische Chemie: Aspekte psychoaktiver MoleküleVon EverandPsychedelische Chemie: Aspekte psychoaktiver MoleküleBewertung: 5 von 5 Sternen5/5 (1)
- Antidota: Handbuch der Klinischen MetalltoxikologieVon EverandAntidota: Handbuch der Klinischen MetalltoxikologieNoch keine Bewertungen
- Einführung in die numerische StrömungsmechanikVon EverandEinführung in die numerische StrömungsmechanikBewertung: 1 von 5 Sternen1/5 (1)
- Von der Waffensachkunde zum erfolgreichen Sportschützen: Grundlagen und Tipps von Experten der PAA Shooting AcademyVon EverandVon der Waffensachkunde zum erfolgreichen Sportschützen: Grundlagen und Tipps von Experten der PAA Shooting AcademyNoch keine Bewertungen
- Warum wir nicht durch Wände gehen*: *Unsere Teilchen aber schonVon EverandWarum wir nicht durch Wände gehen*: *Unsere Teilchen aber schonNoch keine Bewertungen
- Industrielle Organische Pigmente: Herstellung, Eigenschaften, AnwendungVon EverandIndustrielle Organische Pigmente: Herstellung, Eigenschaften, AnwendungNoch keine Bewertungen
- Öko-Dschihad: Der grüne Islam - Beginn einer globalen UmweltbewegungVon EverandÖko-Dschihad: Der grüne Islam - Beginn einer globalen UmweltbewegungNoch keine Bewertungen
- Merksätze und Formeln Chemie: Kleines Lern- und Nachschlagebuch zum Lernen für die Schule und im HomeschoolingVon EverandMerksätze und Formeln Chemie: Kleines Lern- und Nachschlagebuch zum Lernen für die Schule und im HomeschoolingNoch keine Bewertungen
- Fliegenfüße, Sonnencreme, Pfefferminz und Kerzenschein | Mit Bio und Chemie durchs JahrVon EverandFliegenfüße, Sonnencreme, Pfefferminz und Kerzenschein | Mit Bio und Chemie durchs JahrNoch keine Bewertungen
- Die Chemie stimmt!: Eine Reise durch die Welt der MoleküleVon EverandDie Chemie stimmt!: Eine Reise durch die Welt der MoleküleNoch keine Bewertungen
- Kater Toni im Fieber der Atommodelle Teil 1: Eine historische Zeitreise vom Altertum bis zur heutigen ZeitVon EverandKater Toni im Fieber der Atommodelle Teil 1: Eine historische Zeitreise vom Altertum bis zur heutigen ZeitNoch keine Bewertungen
- Die Entdeckung des Periodensystems der chemischen Elemente: Eine kurze Reise von den Anfängen bis heuteVon EverandDie Entdeckung des Periodensystems der chemischen Elemente: Eine kurze Reise von den Anfängen bis heuteNoch keine Bewertungen
- Kristallstrukturanalyse durch Röntgenbeugung: Spektroskopiekurs kompaktVon EverandKristallstrukturanalyse durch Röntgenbeugung: Spektroskopiekurs kompaktNoch keine Bewertungen
- Das Schwimmbad A B C: Der Eigenbau eines SchwimmbadesVon EverandDas Schwimmbad A B C: Der Eigenbau eines SchwimmbadesNoch keine Bewertungen
- Die Katastrophen von Tschernobyl, Fukushima Daiichi und der Deepwater Horizon aus natur- und geisteswissenschaftlicher SichtVon EverandDie Katastrophen von Tschernobyl, Fukushima Daiichi und der Deepwater Horizon aus natur- und geisteswissenschaftlicher SichtNoch keine Bewertungen
- Generation Gen-Schere: Wie begegnen wir der gentechnologischen Revolution?Von EverandGeneration Gen-Schere: Wie begegnen wir der gentechnologischen Revolution?Noch keine Bewertungen
- Kostenschätzung im chemischen Anlagenbau: Cost Estimation BasicsVon EverandKostenschätzung im chemischen Anlagenbau: Cost Estimation BasicsNoch keine Bewertungen