Das könnte Ihnen auch gefallen
- Wive VAUTID 100Dokument1 SeiteWive VAUTID 100andreasNoch keine Bewertungen
- 004 2015 de GL Utp Gusseisen WebDokument16 Seiten004 2015 de GL Utp Gusseisen WebyilmazerolNoch keine Bewertungen
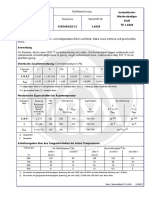
- Thyssen Datenblatt 1.4828Dokument4 SeitenThyssen Datenblatt 1.4828horstiillingNoch keine Bewertungen
- Utp68hh UtpDokument1 SeiteUtp68hh UtpcesarlopezpolysiusNoch keine Bewertungen
- H525DEDokument8 SeitenH525DEMahmoud NasrNoch keine Bewertungen
- L1 353 de A Avesta 2507 P100 HF CuW Se deDokument1 SeiteL1 353 de A Avesta 2507 P100 HF CuW Se deKara WhiteNoch keine Bewertungen
- A Avesta 248 SV de deDokument1 SeiteA Avesta 248 SV de deKara WhiteNoch keine Bewertungen
- Edelstahl Wig SchweißenDokument19 SeitenEdelstahl Wig SchweißengregappNoch keine Bewertungen
- Technischer KatalogDokument65 SeitenTechnischer KatalogAndras LorinczNoch keine Bewertungen
- Meh Svojstva-Podjela CelikaDokument3 SeitenMeh Svojstva-Podjela CelikaAminaNoch keine Bewertungen
- Probe PDFDokument11 SeitenProbe PDFJorge LlimpeNoch keine Bewertungen
- B152 Schweisserprufug en ISO 9606-1-2013 deDokument1 SeiteB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- Fisa Corodur 60Dokument2 SeitenFisa Corodur 60mtonellyNoch keine Bewertungen
- Acero K700Dokument8 SeitenAcero K700Frank PatricioNoch keine Bewertungen
- Binder 680Dokument10 SeitenBinder 680Peter BirdNoch keine Bewertungen
- TM - W79.15 ZinkstaubgrundiertDokument2 SeitenTM - W79.15 ZinkstaubgrundiertdinvalNoch keine Bewertungen
- P265GHDokument2 SeitenP265GHEvriMert RüzgArdaNoch keine Bewertungen
- Welding PositionsDokument1 SeiteWelding PositionssenchiscanNoch keine Bewertungen
- 1 4571Dokument4 Seiten1 4571wilian_coelho3309Noch keine Bewertungen
- DE - EN - Classification Standards For Welding Consumables - 0508Dokument4 SeitenDE - EN - Classification Standards For Welding Consumables - 0508kamals55Noch keine Bewertungen
- Castolin ElektrodeDokument62 SeitenCastolin ElektrodeIvan DulicNoch keine Bewertungen
- 1 4550Dokument4 Seiten1 4550Faruk PojskicNoch keine Bewertungen
- A Avesta FCW 316l SKR-PW Fde deDokument1 SeiteA Avesta FCW 316l SKR-PW Fde deKara WhiteNoch keine Bewertungen
- Industrie Kohle Buerste NDokument20 SeitenIndustrie Kohle Buerste NpiojeziorNoch keine Bewertungen
- Varta VB BlockDokument2 SeitenVarta VB BlockLubosNoch keine Bewertungen
- ZOLLERN-Broschuere Feinguss Legierungen DDokument16 SeitenZOLLERN-Broschuere Feinguss Legierungen DandreasNoch keine Bewertungen
- A120DEDokument12 SeitenA120DEsobheysaidNoch keine Bewertungen
- ConsumívelDokument4 SeitenConsumívelphmarinsrjNoch keine Bewertungen
- Ba W160-200 AcdcDokument36 SeitenBa W160-200 AcdckevinalleinNoch keine Bewertungen
- Rohrzubehoer Flansche KatalogDokument51 SeitenRohrzubehoer Flansche KatalogfuffinoNoch keine Bewertungen
- Goujons Décharge Et Temps CourtDokument19 SeitenGoujons Décharge Et Temps CourtAndré MarçaloNoch keine Bewertungen
- Buntmetall Kupfer 2.0040 Cw008a Cu-OfDokument2 SeitenBuntmetall Kupfer 2.0040 Cw008a Cu-OfJan NoscilNoch keine Bewertungen
- Contactor SIEMENS 3TF50Dokument10 SeitenContactor SIEMENS 3TF50Ernesto Andres Guevara MalaveNoch keine Bewertungen
- Normen Und RegelwerkeDokument9 SeitenNormen Und RegelwerkeHibozo0% (1)
- BW WelderGuide DE 2018 GL 124 PreviewDokument112 SeitenBW WelderGuide DE 2018 GL 124 PreviewAbhijeet KeerNoch keine Bewertungen
- MerkblattWolfram ElektrodenDokument4 SeitenMerkblattWolfram ElektrodenSasa ZivkovicNoch keine Bewertungen
- weldingcontentdownload359358090fileMuR Buch de 2017 v1 WEB PDFDokument532 Seitenweldingcontentdownload359358090fileMuR Buch de 2017 v1 WEB PDFandreasNoch keine Bewertungen
- A970DEDokument8 SeitenA970DEMick JarrNoch keine Bewertungen
- Böhler HL 51 L-MCDokument1 SeiteBöhler HL 51 L-MCKara WhiteNoch keine Bewertungen
- Stahllegierung DDokument24 SeitenStahllegierung Dchhakula07Noch keine Bewertungen
- TD BrazeTec S94 DEDokument1 SeiteTD BrazeTec S94 DEkmNoch keine Bewertungen
- Stahl Hardox-500Dokument2 SeitenStahl Hardox-500holger.zischeNoch keine Bewertungen
- Liycy - 2Dokument5 SeitenLiycy - 2Abner Samuel Calva PazNoch keine Bewertungen
- 20130116015740AVI Technische ProduktinformationDokument48 Seiten20130116015740AVI Technische ProduktinformationPiulitza88100% (1)
- Lumberg SV ConnectorDokument2 SeitenLumberg SV ConnectorNamer HajiNoch keine Bewertungen
- 070716-10 21 DTDokument6 Seiten070716-10 21 DTBata ZivanovicNoch keine Bewertungen
- Improbond CatalogueDokument16 SeitenImprobond CataloguefendynovapamelaNoch keine Bewertungen
- ABRA Deutschland DuretalDokument1 SeiteABRA Deutschland Duretalrusf123Noch keine Bewertungen
- Werkstoffdatenblatt 1 - 4541Dokument1 SeiteWerkstoffdatenblatt 1 - 4541weshazwanNoch keine Bewertungen
- Unlegierte Baustaehle S355J2 N PDFDokument1 SeiteUnlegierte Baustaehle S355J2 N PDFrusf123Noch keine Bewertungen
- C 18Dokument10 SeitenC 18euqehtbNoch keine Bewertungen
- Caro Bronze de en 0520Dokument2 SeitenCaro Bronze de en 0520Zac NastNoch keine Bewertungen
- Hy-Lok Klemmringverschraubungen: Größen Von 1/16" Bis 2" (2mm Bis 42mm)Dokument104 SeitenHy-Lok Klemmringverschraubungen: Größen Von 1/16" Bis 2" (2mm Bis 42mm)sevkiNoch keine Bewertungen
- CorexDokument34 SeitenCorexbdikicNoch keine Bewertungen
- Acero Bohler E200Dokument12 SeitenAcero Bohler E200gabyleozNoch keine Bewertungen
- Stahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenVon EverandStahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenNoch keine Bewertungen
- Einführung in die bruchmechanische SchadensbeurteilungVon EverandEinführung in die bruchmechanische SchadensbeurteilungNoch keine Bewertungen
- Technologie der Messwandler: Strom- und Spannungsmessung und IsolationssystemeVon EverandTechnologie der Messwandler: Strom- und Spannungsmessung und IsolationssystemeNoch keine Bewertungen
- Werkstoffe Und Service Fuer Die Keramikindustrie Rev 2 0-De3263003Dokument48 SeitenWerkstoffe Und Service Fuer Die Keramikindustrie Rev 2 0-De3263003andreasNoch keine Bewertungen
- KV Aktuell PDFDokument23 SeitenKV Aktuell PDFandreasNoch keine Bewertungen
- Weltweit: AnwendungsorientiertDokument20 SeitenWeltweit: AnwendungsorientiertandreasNoch keine Bewertungen
- Spaans Babcock Und Acat Wien Zwei Erfolgreiche Familienunternehmen Jetzt in Gemeinsamer MissionDokument2 SeitenSpaans Babcock Und Acat Wien Zwei Erfolgreiche Familienunternehmen Jetzt in Gemeinsamer MissionandreasNoch keine Bewertungen
- MSM FreibDokument16 SeitenMSM FreibmehlzumehlNoch keine Bewertungen
- Maschinenbegleitblatt ElevatorDokument2 SeitenMaschinenbegleitblatt ElevatorandreasNoch keine Bewertungen
- Förder SchneckenDokument4 SeitenFörder SchneckenandreasNoch keine Bewertungen
- Hirslanden Mittelpunkt 2013 3 Pulssynchroner TinnitusDokument2 SeitenHirslanden Mittelpunkt 2013 3 Pulssynchroner TinnitusandreasNoch keine Bewertungen
- BBQ Station Videro Pure G2, G3 BBQ Station Videro G2, G3, G4 BBQ Station Videro G2-S, G3-S, G4-S, G6-S BBQ Station Videro G3-S NERO, G4-S NERODokument204 SeitenBBQ Station Videro Pure G2, G3 BBQ Station Videro G2, G3, G4 BBQ Station Videro G2-S, G3-S, G4-S, G6-S BBQ Station Videro G3-S NERO, G4-S NEROandreasNoch keine Bewertungen
- Unsere Geräte in Der Übersicht: Videro G2 G3 G4 G2-S Vario+ G3-S Vario+ G4-S Vario+ G6-S Vario+Dokument8 SeitenUnsere Geräte in Der Übersicht: Videro G2 G3 G4 G2-S Vario+ G3-S Vario+ G4-S Vario+ G6-S Vario+andreasNoch keine Bewertungen
- Seminar-VerschleissschutzDokument10 SeitenSeminar-VerschleissschutzandreasNoch keine Bewertungen
- BW Verschleiss 2017 ProbeDokument10 SeitenBW Verschleiss 2017 ProbeandreasNoch keine Bewertungen
- 2019 10 50 de PR SF - LowDokument8 Seiten2019 10 50 de PR SF - LowandreasNoch keine Bewertungen
- Haertevergleichstabelle DEDokument2 SeitenHaertevergleichstabelle DEandreasNoch keine Bewertungen
- UTP Schweissen Im Werkzeugbau 2018Dokument28 SeitenUTP Schweissen Im Werkzeugbau 2018Gilberto GarciaNoch keine Bewertungen
- SP 052022 E-PaperDokument76 SeitenSP 052022 E-PaperandreasNoch keine Bewertungen
- FB Zellenradschleuse DT NeuDokument1 SeiteFB Zellenradschleuse DT NeuandreasNoch keine Bewertungen
- ZOLLERN-Broschuere Feinguss Legierungen DDokument16 SeitenZOLLERN-Broschuere Feinguss Legierungen DandreasNoch keine Bewertungen
- RUD Ketten Fragebogen-Foerderanlagen-deDokument2 SeitenRUD Ketten Fragebogen-Foerderanlagen-deandreasNoch keine Bewertungen
- SafariDokument10 SeitenSafariandreasNoch keine Bewertungen
- FB Foerderschnecke Neu NeuDokument1 SeiteFB Foerderschnecke Neu NeuandreasNoch keine Bewertungen
- HARDOX Zusatzwerkstoffe deDokument7 SeitenHARDOX Zusatzwerkstoffe deandreasNoch keine Bewertungen
- PW TD Mma deDokument67 SeitenPW TD Mma deandreasNoch keine Bewertungen
- Uddeholm-Sleipner 0419Dokument12 SeitenUddeholm-Sleipner 0419andreasNoch keine Bewertungen
- Thermisch Spritzen D ScreenDokument20 SeitenThermisch Spritzen D ScreenandreasNoch keine Bewertungen
- Bildschirmfoto 2021-04-05 Um 11.47.48Dokument1 SeiteBildschirmfoto 2021-04-05 Um 11.47.48andreasNoch keine Bewertungen
- Stahlotec - Stahlbau MetallbauDokument1 SeiteStahlotec - Stahlbau MetallbauandreasNoch keine Bewertungen
- Bildschirmfoto 2021-10-26 Um 19.34.59Dokument1 SeiteBildschirmfoto 2021-10-26 Um 19.34.59andreasNoch keine Bewertungen
- TraXon 01Dokument114 SeitenTraXon 01Anonymous PaN8o983100% (4)
- Werkstoffkunde Praktikum09Dokument7 SeitenWerkstoffkunde Praktikum09MitoNoch keine Bewertungen
- Wege Der Alchimie Errata 2.1 8ebaDokument8 SeitenWege Der Alchimie Errata 2.1 8ebadodgeNoch keine Bewertungen
- Din Iso 48-3 2021-02Dokument17 SeitenDin Iso 48-3 2021-02Mehdi MokhtariNoch keine Bewertungen
- NOEdeckDokument29 SeitenNOEdeckРостислав ВасилевNoch keine Bewertungen
- Catalog Struc TokosDokument40 SeitenCatalog Struc TokosSculegeroNoch keine Bewertungen
- Zahnstangen - Gear RackDokument5 SeitenZahnstangen - Gear RackWENZEL UGARTENoch keine Bewertungen
- Fertigungs-Und Konstruktionsvorschriften Zum Bau Von Fördergeräten (FFG)Dokument40 SeitenFertigungs-Und Konstruktionsvorschriften Zum Bau Von Fördergeräten (FFG)briggantiiNoch keine Bewertungen
- (DVS 1612-2009-08) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen Mit Stählen Im Schienenfahrzeugbau PDFDokument36 Seiten(DVS 1612-2009-08) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen Mit Stählen Im Schienenfahrzeugbau PDFalireza1941Noch keine Bewertungen