Das könnte Ihnen auch gefallen
- Fragenkatalog BG BAU Ladungssicherung VDI 2700Dokument5 SeitenFragenkatalog BG BAU Ladungssicherung VDI 2700Heinzelchen100% (1)
- Der Geist Der Tiere - Philosoph - Dominik PerlerDokument281 SeitenDer Geist Der Tiere - Philosoph - Dominik PerlerLuis de la GárgolaNoch keine Bewertungen
- Der Die DasDokument2 SeitenDer Die DasAshokNoch keine Bewertungen
- Din 40500-3Dokument4 SeitenDin 40500-3ashok100% (1)
- Wanddicken WerkstoffeDokument2 SeitenWanddicken Werkstofferalf_moeller958Noch keine Bewertungen
- Warhammer 40000 Rulebook de PDFDokument10 SeitenWarhammer 40000 Rulebook de PDFKukowNoch keine Bewertungen
- 21446N - WPS ALP - Sachbericht - 2022Dokument8 Seiten21446N - WPS ALP - Sachbericht - 2022peubambergNoch keine Bewertungen
- WSG LötenDokument1 SeiteWSG LötenABNoch keine Bewertungen
- Steel Sheet Piling: Welding of Steel Sheet Piles/soudage de Palplanches/schweißen Von StahlspundwändenDokument28 SeitenSteel Sheet Piling: Welding of Steel Sheet Piles/soudage de Palplanches/schweißen Von StahlspundwändenFerdie TolosaNoch keine Bewertungen
- Goujons Décharge Et Temps CourtDokument19 SeitenGoujons Décharge Et Temps CourtAndré MarçaloNoch keine Bewertungen
- Ab 0801Dokument3 SeitenAb 0801Anaïs TchokamNoch keine Bewertungen
- 232-1 Korrigenda 2013 DDokument3 Seiten232-1 Korrigenda 2013 DmeieanjNoch keine Bewertungen
- ASA Produktblatt 2023 DE Lay01Dokument2 SeitenASA Produktblatt 2023 DE Lay01David AlexandreNoch keine Bewertungen
- Rohrzubehoer Flansche KatalogDokument51 SeitenRohrzubehoer Flansche KatalogfuffinoNoch keine Bewertungen
- KOCO Smeigiu KatalogasDokument22 SeitenKOCO Smeigiu KatalogasMantasNoch keine Bewertungen
- Handbuch Kjellberg 2012 de enDokument260 SeitenHandbuch Kjellberg 2012 de enutku melihNoch keine Bewertungen
- EN 1090-2:2018 (D) DIN EN 1090-2:2018-09: 7.5.1.2 HohlprofileDokument6 SeitenEN 1090-2:2018 (D) DIN EN 1090-2:2018-09: 7.5.1.2 HohlprofilelisaNoch keine Bewertungen
- Böhler Wissenswertes Für Den SchweißerDokument506 SeitenBöhler Wissenswertes Für Den SchweißerAgrossimo SARLNoch keine Bewertungen
- GS 96003-1 Resistance Projection Welding of Steel - DesignDokument9 SeitenGS 96003-1 Resistance Projection Welding of Steel - DesignTaofiq Abiola100% (1)
- G+S - Datenblatt Aluminium - RZDokument1 SeiteG+S - Datenblatt Aluminium - RZHagen_of_TronjeNoch keine Bewertungen
- Handbuch CastolinDokument47 SeitenHandbuch CastolinPeterD100% (1)
- Schweißen Von Aluminium PDFDokument83 SeitenSchweißen Von Aluminium PDFHagen_of_TronjeNoch keine Bewertungen
- Auszug EN287 1Dokument5 SeitenAuszug EN287 1Dan-ko S Valen-tinoNoch keine Bewertungen
- Tevi RectangulareDokument20 SeitenTevi RectangularemsecarNoch keine Bewertungen
- TL 244-06 2017 Zn-NiDokument9 SeitenTL 244-06 2017 Zn-NiRoman KNoch keine Bewertungen
- Exxi-8012-00-00-Vd-Spc-0006-02-C M00DC1K-R1Dokument45 SeitenExxi-8012-00-00-Vd-Spc-0006-02-C M00DC1K-R1Jose ValenciaNoch keine Bewertungen
- Sew 520Dokument10 SeitenSew 520Anonymous iztPUhIi100% (1)
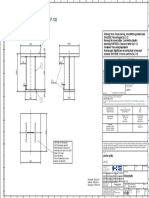
- Ankerplatte AP-100 Anchor Plate AP-100 AP-100Dokument1 SeiteAnkerplatte AP-100 Anchor Plate AP-100 AP-100MassimilianoTerenziNoch keine Bewertungen
- 004 2015 de GL Utp Gusseisen WebDokument16 Seiten004 2015 de GL Utp Gusseisen WebyilmazerolNoch keine Bewertungen
- Boehler Welding Guide 2008 deDokument515 SeitenBoehler Welding Guide 2008 demcondic87Noch keine Bewertungen
- Conectori Nelson PDFDokument33 SeitenConectori Nelson PDFpokemonu20Noch keine Bewertungen
- DASt 德国钢结构委员会 行业报告 2016年Dokument5 SeitenDASt 德国钢结构委员会 行业报告 2016年lvcuichanghuaNoch keine Bewertungen
- Din 82607 PDFDokument5 SeitenDin 82607 PDFEdson.SerejoNoch keine Bewertungen
- 03 Schweissen Und Schneiden WebDokument2 Seiten03 Schweissen Und Schneiden Weblth770310Noch keine Bewertungen
- TL 260 deDokument11 SeitenTL 260 deMaryana cNoch keine Bewertungen
- BW020DE - Datos Tecnicos Microinclusiones Segregaciones Techn - DetailsDokument15 SeitenBW020DE - Datos Tecnicos Microinclusiones Segregaciones Techn - DetailsOscar AlbaNoch keine Bewertungen
- Norma Aceros PDFDokument3 SeitenNorma Aceros PDFpibemauNoch keine Bewertungen
- Alform 355-550 Grobblech TLB DE 1308Dokument11 SeitenAlform 355-550 Grobblech TLB DE 1308MellierNoch keine Bewertungen
- Ram Bottom ValveDokument45 SeitenRam Bottom ValveIhsan AhmedNoch keine Bewertungen
- Welding PositionsDokument1 SeiteWelding PositionssenchiscanNoch keine Bewertungen
- Din 267-27Dokument18 SeitenDin 267-27Ashley Wiley0% (1)
- Anleitung Tifoo Eloxal deDokument30 SeitenAnleitung Tifoo Eloxal deChristian WallnerNoch keine Bewertungen
- Cutii Terminale 15SM2-MTCATR01-DDokument7 SeitenCutii Terminale 15SM2-MTCATR01-DmaggamNoch keine Bewertungen
- Goujons Temps LongDokument35 SeitenGoujons Temps LongjoseherreramogollonNoch keine Bewertungen
- Pipes - Erndtebrücker Eisenwerk GMBHDokument1 SeitePipes - Erndtebrücker Eisenwerk GMBHMETAL EngNoch keine Bewertungen
- Vda239 100Dokument23 SeitenVda239 100jleikNoch keine Bewertungen
- B - Boehler EMK 6 - Ss - de - 5 PDFDokument1 SeiteB - Boehler EMK 6 - Ss - de - 5 PDFKara WhiteNoch keine Bewertungen
- 31-Sdms-02a R2.1.2023Dokument63 Seiten31-Sdms-02a R2.1.2023ezz snakeNoch keine Bewertungen
- Po 14 0353Dokument1 SeitePo 14 0353THIAGO RIBEIRONoch keine Bewertungen
- 00 Stück-Und Versandliste / Bill of Material and Shipping ListDokument3 Seiten00 Stück-Und Versandliste / Bill of Material and Shipping ListJibin Reji KoshyNoch keine Bewertungen
- DVS 0221 2005-10Dokument6 SeitenDVS 0221 2005-10merinofalNoch keine Bewertungen
- Asme Details PDFDokument110 SeitenAsme Details PDFsitam_nitj4202Noch keine Bewertungen
- Kompaflex - 20071012 FreigabedokumenteDokument15 SeitenKompaflex - 20071012 FreigabedokumenteAnonymous Iev5ggSRNoch keine Bewertungen
- SchweisserprüfungDokument7 SeitenSchweisserprüfungUros JaksicNoch keine Bewertungen
- Austenitisches Gusseisen 01Dokument32 SeitenAustenitisches Gusseisen 01Anonymous aigwY0jgzp100% (1)
- Einführung in die bruchmechanische SchadensbeurteilungVon EverandEinführung in die bruchmechanische SchadensbeurteilungNoch keine Bewertungen
- Klaus-Peter Rothkugel - Das Geheimnis Der Flugscheiben Aus DeutschlandDokument248 SeitenKlaus-Peter Rothkugel - Das Geheimnis Der Flugscheiben Aus Deutschlandfairymouse0% (1)
- Finde Die Fehler A1 A2Dokument2 SeitenFinde Die Fehler A1 A2Olena VoroninaNoch keine Bewertungen
- SymboleDokument3 SeitenSymboleEsranur GöcmenNoch keine Bewertungen
- Auftrittsverzeichnis Emilia GalottiDokument4 SeitenAuftrittsverzeichnis Emilia Galottisamirnawabi47Noch keine Bewertungen
- CD FarbeDokument33 SeitenCD FarbeAlina SommerNoch keine Bewertungen
- Transnationality Index Mesurament JournalDokument33 SeitenTransnationality Index Mesurament JournalKihdory FlorinNoch keine Bewertungen