Das könnte Ihnen auch gefallen
- Merkblatt. Schweißtechnische Bauweisenprüfung Durch Die DB AG Nach Der DB - Richtlinie AusgabeDokument11 SeitenMerkblatt. Schweißtechnische Bauweisenprüfung Durch Die DB AG Nach Der DB - Richtlinie AusgabeAngNoch keine Bewertungen
- Rii 950-0020Dokument64 SeitenRii 950-0020Vijay Official100% (1)
- MBN Konstruktionsrichtlinie.145Dokument4 SeitenMBN Konstruktionsrichtlinie.145Santhan SalaiNoch keine Bewertungen
- Mbn-Konstruktionsrichtlinie 145Dokument4 SeitenMbn-Konstruktionsrichtlinie 145kappo14Noch keine Bewertungen
- 55661c2a ABE 91620 KlemmboeckeDokument17 Seiten55661c2a ABE 91620 KlemmboeckebqpomeNoch keine Bewertungen
- Carbofol 610 FF 15-11-2016Dokument2 SeitenCarbofol 610 FF 15-11-2016George KeithNoch keine Bewertungen
- Abe WDokument74 SeitenAbe WHerbert MeinlNoch keine Bewertungen
- WRSMA1 BoQ Sample 2013 06 27Dokument60 SeitenWRSMA1 BoQ Sample 2013 06 27Ana AndonovicNoch keine Bewertungen
- Besprechungsprotokoll EVU-Service 24 GMBH 10.05.2021 SigniertDokument6 SeitenBesprechungsprotokoll EVU-Service 24 GMBH 10.05.2021 SigniertAlex BurgerNoch keine Bewertungen
- (DVS 1612-2009-08) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen Mit Stählen Im SchienenfahrzeugbauDokument36 Seiten(DVS 1612-2009-08) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen Mit Stählen Im Schienenfahrzeugbaualireza1941100% (1)
- (DVS 1612-2009-08) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen Mit Stählen Im Schienenfahrzeugbau PDFDokument36 Seiten(DVS 1612-2009-08) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen Mit Stählen Im Schienenfahrzeugbau PDFalireza1941Noch keine Bewertungen
- Abe GymDokument27 SeitenAbe GymHerbert MeinlNoch keine Bewertungen
- ZTV-ING-Teil 4Dokument125 SeitenZTV-ING-Teil 4Josip Lasan100% (1)
- Ztv-Ing: Bundesanstalt Für StraßenwesenDokument10 SeitenZtv-Ing: Bundesanstalt Für Straßenwesenzeljko luksicNoch keine Bewertungen
- 7 - 35 - 01 - 070 - Corsa C ScheinwerferblendeDokument10 Seiten7 - 35 - 01 - 070 - Corsa C ScheinwerferblendeLaserna 4x4Noch keine Bewertungen
- ABE c23Dokument36 SeitenABE c23mistersteem88Noch keine Bewertungen
- Abe 91299 06Dokument20 SeitenAbe 91299 06Lukas Steinmann100% (1)
- Bim D Ap22 Awf V2.0Dokument31 SeitenBim D Ap22 Awf V2.0PamelaNoch keine Bewertungen
- Osram LED Standlicht 5w5Dokument8 SeitenOsram LED Standlicht 5w5Gabriel SteinNoch keine Bewertungen
- Draft ETA BBV Litzenspannverfahren Extern Type E European ApprovalDokument46 SeitenDraft ETA BBV Litzenspannverfahren Extern Type E European ApprovalAdmir PašićNoch keine Bewertungen
- Merkblatt67 DIN276UebersetzungsschluesselDokument22 SeitenMerkblatt67 DIN276UebersetzungsschluesselΔημητρηςΣαρακυρουNoch keine Bewertungen
- Abe XXFDokument25 SeitenAbe XXFHerbert MeinlNoch keine Bewertungen
- ABE LenkerDokument16 SeitenABE LenkerHorst KasupkeNoch keine Bewertungen
- Rohrleitungen Nach EN 13480Dokument34 SeitenRohrleitungen Nach EN 13480Hello JohnNoch keine Bewertungen
- Dok WP Genabe Kba-91895-Lenkungsdaempfer #Sall #Awsg #v1Dokument13 SeitenDok WP Genabe Kba-91895-Lenkungsdaempfer #Sall #Awsg #v1nepalitreksNoch keine Bewertungen
- 070 Liefervorschrift DBL 9666 (01-2010) PDFDokument317 Seiten070 Liefervorschrift DBL 9666 (01-2010) PDFAleksandar MarkovicNoch keine Bewertungen
- Honorarangebot: Dechant Hoch-Und Ingenieurbau GMBH Abt-Knauer-Str.3 96260 WeismainDokument7 SeitenHonorarangebot: Dechant Hoch-Und Ingenieurbau GMBH Abt-Knauer-Str.3 96260 WeismainElid A. ShaqiriNoch keine Bewertungen
- MVVTB 2019Dokument324 SeitenMVVTB 2019jepidi12Noch keine Bewertungen
- (DVS 1612-2007-04) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen An Stählen Im SchienenfahrzeugbauDokument33 Seiten(DVS 1612-2007-04) - Gestaltung Und Dauerfestigkeitsbewertung Von Schweißverbindungen An Stählen Im Schienenfahrzeugbaualireza1941Noch keine Bewertungen
- En 1090-2 Erlaeuterungen Und Kommentare Mit Beispielen 1. Ausgabe 2014Dokument212 SeitenEn 1090-2 Erlaeuterungen Und Kommentare Mit Beispielen 1. Ausgabe 2014Federico.Iori100% (1)
- DBS 918 127 Spannklemmen, Spannnägel Und Spannbügel - 2000Dokument17 SeitenDBS 918 127 Spannklemmen, Spannnägel Und Spannbügel - 2000Goran DjordjevićNoch keine Bewertungen
- Certificat For Build-Up WeldingDokument2 SeitenCertificat For Build-Up WeldingSTUDIUM ZAGREBNoch keine Bewertungen
- ABE 91670 Typ2 Nachtrag06 UmlenkhebelDokument24 SeitenABE 91670 Typ2 Nachtrag06 UmlenkhebelHerbert MeinlNoch keine Bewertungen
- Norma Z-26.4-56 2018 PDFDokument13 SeitenNorma Z-26.4-56 2018 PDFRoberval PimentaNoch keine Bewertungen
- ZTV W lb216-1 Ausgabe2015Dokument13 SeitenZTV W lb216-1 Ausgabe2015svenNoch keine Bewertungen
- ABE 91671 Typ3 Nachtrag06 FedertellerDokument17 SeitenABE 91671 Typ3 Nachtrag06 FedertellerHerbert MeinlNoch keine Bewertungen
- Abe EchDokument15 SeitenAbe EchHerbert MeinlNoch keine Bewertungen
- TM 2007 02Dokument8 SeitenTM 2007 02susanwebNoch keine Bewertungen
- Funktionalausschreibung Bautechnik De-RuDokument175 SeitenFunktionalausschreibung Bautechnik De-RuNicoleta StNoch keine Bewertungen
- GL Rules Part 5Dokument20 SeitenGL Rules Part 5Morgan FlexerNoch keine Bewertungen
- P 695gerDokument21 SeitenP 695gerPhung TuanNoch keine Bewertungen
- Yss Abe Fork SpringDokument51 SeitenYss Abe Fork SpringEverettNoch keine Bewertungen
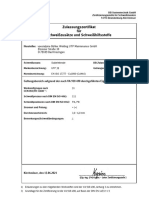
- Zulassungszertifikat Für Schweißzusätze Und SchweißhilfsstoffeDokument1 SeiteZulassungszertifikat Für Schweißzusätze Und SchweißhilfsstoffeDaniele DuarteNoch keine Bewertungen
- Abnahmeprotokoll - Lexikon - BauprofessorDokument1 SeiteAbnahmeprotokoll - Lexikon - BauprofessorMaxim GerdtNoch keine Bewertungen
- Din en 15085-2Dokument24 SeitenDin en 15085-2Jerzy RistujczinNoch keine Bewertungen
- Informationsseiten 15085 DeutschDokument6 SeitenInformationsseiten 15085 DeutschAna MijatovicNoch keine Bewertungen
- ABE Lenker 90928 Nachtrag 8 - HeftDokument48 SeitenABE Lenker 90928 Nachtrag 8 - HeftChris KNoch keine Bewertungen
- DBN 918006 Federringe Aus Stahl - 2000Dokument4 SeitenDBN 918006 Federringe Aus Stahl - 2000Goran DjordjevićNoch keine Bewertungen
- LV-Trockenbau Foyer B2.1Dokument49 SeitenLV-Trockenbau Foyer B2.1kamil.fronczakNoch keine Bewertungen
- Bekanntmachungen vz2 Bau@muenchen deDokument7 SeitenBekanntmachungen vz2 Bau@muenchen denaczelny_naczelnikNoch keine Bewertungen
- DVS 0603Dokument9 SeitenDVS 0603Amant DiscretNoch keine Bewertungen
- DIN 4099-2 2003 Welding of Reinforcing Steel - Quality Assuarance - de PDFDokument14 SeitenDIN 4099-2 2003 Welding of Reinforcing Steel - Quality Assuarance - de PDFNathan Daniels100% (1)
- MVVTB 2021-1Dokument348 SeitenMVVTB 2021-1pratema ricoNoch keine Bewertungen
- LV 120Dokument46 SeitenLV 120Tudor HerteNoch keine Bewertungen
- Gabrys - Ausführung Von StahlbautenDokument7 SeitenGabrys - Ausführung Von StahlbautenLuxport01Noch keine Bewertungen
- Halfen Konsolanker: Z - LSA-DW-250 - 08/15Dokument12 SeitenHalfen Konsolanker: Z - LSA-DW-250 - 08/15AnrStukNoch keine Bewertungen
- Lastenheft BMW Anhang B 040209Dokument9 SeitenLastenheft BMW Anhang B 040209Juanjo HornoNoch keine Bewertungen
- VOB/B 2019 - Textausgabe/Text Edition: Vergabe- und Vertragsordnung für Bauleistungen, Teil B / German Construction Contract Procedures, Part BVon EverandVOB/B 2019 - Textausgabe/Text Edition: Vergabe- und Vertragsordnung für Bauleistungen, Teil B / German Construction Contract Procedures, Part BSpringer Fachmedien Wiesbaden GmbHNoch keine Bewertungen
- VOB/A 2019 - Textausgabe/Text Edition: Vergabe- und Vertragsordnung für Bauleistungen, Teil A / German Construction Contract Procedures, Part AVon EverandVOB/A 2019 - Textausgabe/Text Edition: Vergabe- und Vertragsordnung für Bauleistungen, Teil A / German Construction Contract Procedures, Part ASpringer Fachmedien Wiesbaden GmbHNoch keine Bewertungen
- VOB/B nach Ansprüchen: Entscheidungshilfen für Auftraggeber, Planer und BauunternehmenVon EverandVOB/B nach Ansprüchen: Entscheidungshilfen für Auftraggeber, Planer und BauunternehmenNoch keine Bewertungen