Das könnte Ihnen auch gefallen
- Rohrleitungen Nach EN 13480Dokument34 SeitenRohrleitungen Nach EN 13480Hello JohnNoch keine Bewertungen
- G-K1-15 4. Reparaturtechnik 1 - Praktische Stationen Grundlagen ElektrotechnikDokument26 SeitenG-K1-15 4. Reparaturtechnik 1 - Praktische Stationen Grundlagen Elektrotechnikjulian06maricNoch keine Bewertungen
- Db-Hobart SWX 150Dokument1 SeiteDb-Hobart SWX 150gizaloNoch keine Bewertungen
- 1977 1978 Telefunken Leistungstransistoren Power Transistors RTHJC Lessequal 15 C W - GERMAN-And-EnGLISHDokument232 Seiten1977 1978 Telefunken Leistungstransistoren Power Transistors RTHJC Lessequal 15 C W - GERMAN-And-EnGLISHPeter MossNoch keine Bewertungen
- OK Tubrodur 15.65 DBDokument1 SeiteOK Tubrodur 15.65 DBShahryarNoch keine Bewertungen
- OK Tubrodur 15.41 DBDokument1 SeiteOK Tubrodur 15.41 DBShahryarNoch keine Bewertungen
- TL 9 161 301.6 TL Verstärkungsmaterial Für Leder - ScanDokument45 SeitenTL 9 161 301.6 TL Verstärkungsmaterial Für Leder - ScanOliver SteinrötterNoch keine Bewertungen
- Docu - 8456 6 1700kWDokument45 SeitenDocu - 8456 6 1700kWFajri HakimNoch keine Bewertungen
- EPROM FreigabeDokument2 SeitenEPROM FreigabeBolinha's Wash ClubNoch keine Bewertungen
- 6RA22Dokument90 Seiten6RA22Pedro Arrambidez HernandezNoch keine Bewertungen
- Lastenheftgrundlage Tablettenpresse 3 SRHDokument17 SeitenLastenheftgrundlage Tablettenpresse 3 SRHElma TabakNoch keine Bewertungen
- Installation Manual Rev 200303 A CDokument49 SeitenInstallation Manual Rev 200303 A CInsan AzizNoch keine Bewertungen
- GeKa SG2 TIG - DBDokument1 SeiteGeKa SG2 TIG - DBkareem rahalNoch keine Bewertungen
- 03 Schweissen Und Schneiden WebDokument2 Seiten03 Schweissen Und Schneiden Weblth770310Noch keine Bewertungen
- TR Ece Ti DGB 0313 00Dokument11 SeitenTR Ece Ti DGB 0313 00dasdNoch keine Bewertungen
- RW - 483 0202 DataDokument59 SeitenRW - 483 0202 DataRolandNoch keine Bewertungen
- Lieferrahmenvertrag DataDokument11 SeitenLieferrahmenvertrag DataAngNoch keine Bewertungen
- D N 11 05 METALLBALG RATGEBERDokument86 SeitenD N 11 05 METALLBALG RATGEBERvagelisNoch keine Bewertungen
- AXPO-002 Patentschrift + UrkundeDokument19 SeitenAXPO-002 Patentschrift + UrkundeProf.Dr. J. MeppelinkNoch keine Bewertungen
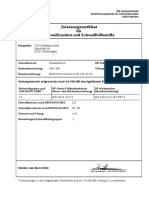
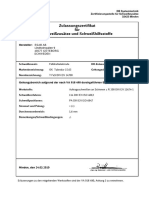
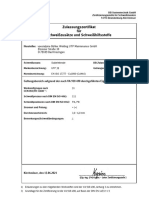
- Zulassungszertifikat Für Schweißzusätze Und SchweißhilfsstoffeDokument1 SeiteZulassungszertifikat Für Schweißzusätze Und SchweißhilfsstoffeDaniele DuarteNoch keine Bewertungen
- HIL Test Bericht Golf Plus 03L906018AN 0281016409 6779Dokument1 SeiteHIL Test Bericht Golf Plus 03L906018AN 0281016409 6779Dylan PerezNoch keine Bewertungen
- Bal 001 deDokument55 SeitenBal 001 deАлександрNoch keine Bewertungen
- Selection Guide Sinamics DCM SimoregDokument43 SeitenSelection Guide Sinamics DCM SimoregKrittaphak HacheyramNoch keine Bewertungen
- Vri - Eg 71 2 219Dokument8 SeitenVri - Eg 71 2 219CeliaNoch keine Bewertungen
- 1039S41729 MasterEprom-Freigabe 0281016409 03L906018AN 6779Dokument2 Seiten1039S41729 MasterEprom-Freigabe 0281016409 03L906018AN 6779Dylan PerezNoch keine Bewertungen
- spr2-230 105 02 07 01Dokument8 Seitenspr2-230 105 02 07 01Vlady Lopez CastroNoch keine Bewertungen
- 840.0.2274 Mechatronics DiagramDokument235 Seiten840.0.2274 Mechatronics DiagramНиколай МозговNoch keine Bewertungen
- Equipment TP MAW ANA Gland Steam CondenserDokument445 SeitenEquipment TP MAW ANA Gland Steam CondenserMuhammad Hasbi AsidiqiNoch keine Bewertungen
- SPATZ+ Spezielle Roboter-Routinen 2012-10-15Dokument7 SeitenSPATZ+ Spezielle Roboter-Routinen 2012-10-15rcloesenNoch keine Bewertungen
- 74 01Dokument75 Seiten74 01lucian070% (1)
- Teil3 Schweissaggregate 2012 DTDokument92 SeitenTeil3 Schweissaggregate 2012 DTbatka2Noch keine Bewertungen
- Cev58m 00051Dokument8 SeitenCev58m 00051Emerson BatistaNoch keine Bewertungen
- Rohr2 de 40f 2020Dokument44 SeitenRohr2 de 40f 2020bbgNoch keine Bewertungen
- RF Stahl Ec3 Mai2011Dokument76 SeitenRF Stahl Ec3 Mai2011Acharl lkkkkkkNoch keine Bewertungen
- 640.5.339 Electric Diagram 3Dokument5 Seiten640.5.339 Electric Diagram 3Youcef BkmNoch keine Bewertungen
- Sun2000-100ktl M1 Vde-Ar-N-4105Dokument1 SeiteSun2000-100ktl M1 Vde-Ar-N-4105Innozon EnergyNoch keine Bewertungen
- HBT DDokument24 SeitenHBT DnidzovobraNoch keine Bewertungen
- Hpes 12 - 1Dokument7 SeitenHpes 12 - 1ElMacheteDelHuesoNoch keine Bewertungen
- PDK 025786 Diagnose deDokument345 SeitenPDK 025786 Diagnose deMoumene Djafer BeyNoch keine Bewertungen
- MTR1A, B - 334344-0100-47EG-0002 01 - Appendix B - 003AM1 003BM1Dokument4 SeitenMTR1A, B - 334344-0100-47EG-0002 01 - Appendix B - 003AM1 003BM1DAVID JONATHAN ALVAREZ CASTILLONoch keine Bewertungen
- Anexa Dvs 1704 - DDokument9 SeitenAnexa Dvs 1704 - DAndrugrasu GrasuNoch keine Bewertungen
- Draft ETA BBV Litzenspannverfahren Extern Type E European ApprovalDokument46 SeitenDraft ETA BBV Litzenspannverfahren Extern Type E European ApprovalAdmir PašićNoch keine Bewertungen
- Ot Enec 40038085 010322Dokument7 SeitenOt Enec 40038085 010322julia.krolNoch keine Bewertungen
- DB ApprovalDokument4 SeitenDB Approvalojha.amit29Noch keine Bewertungen
- Workpack 305550465 2009-08-27 DemontageDokument43 SeitenWorkpack 305550465 2009-08-27 DemontageAlexe VictorNoch keine Bewertungen
- Din en 15085-3 2008-01Dokument54 SeitenDin en 15085-3 2008-01Ahmed AlzubaidiNoch keine Bewertungen
- Export ASMEDokument278 SeitenExport ASMElizet11Noch keine Bewertungen
- Manual TD 490701335 EsDokument1.541 SeitenManual TD 490701335 EsJonnattan GuerreroNoch keine Bewertungen
- Metalltechnik Werkzeugbautechnik H6!20!08-2020Dokument172 SeitenMetalltechnik Werkzeugbautechnik H6!20!08-2020LuluNoch keine Bewertungen
- Haufe RK576Dokument1 SeiteHaufe RK576Wenancjusz WolterNoch keine Bewertungen
- ht7k Epl ADokument207 Seitenht7k Epl AJuan Antonio TorresNoch keine Bewertungen
- Klausur WiSe10 11Dokument28 SeitenKlausur WiSe10 11NikolasFlemotomosNoch keine Bewertungen
- Bal 001 en LefeerDokument49 SeitenBal 001 en LefeerАлександр100% (1)
- 818.0.1108 Electric Diagram 2Dokument5 Seiten818.0.1108 Electric Diagram 2taller maquinsaNoch keine Bewertungen
- Type Test Protocol FU 7SS52Dokument16 SeitenType Test Protocol FU 7SS52maheshNoch keine Bewertungen
- Spezifikationen Werkzeuge deDokument82 SeitenSpezifikationen Werkzeuge deMarcosNoch keine Bewertungen
- T88 ProjektdatenblattV1 01-T88Dokument2 SeitenT88 ProjektdatenblattV1 01-T88TheSufferoneNoch keine Bewertungen
- Cev65m 01460Dokument6 SeitenCev65m 01460Ming LiuNoch keine Bewertungen
- Messtechnik und Prüfstände für Verbrennungsmotoren: Messungen am Motor, Abgasanalytik, Prüfstände und MedienversorgungVon EverandMesstechnik und Prüfstände für Verbrennungsmotoren: Messungen am Motor, Abgasanalytik, Prüfstände und MedienversorgungNoch keine Bewertungen
- EMSR-Stellenplan: Symbolik und Übergang von DIN 40719-2 zu DIN EN 81346-2Von EverandEMSR-Stellenplan: Symbolik und Übergang von DIN 40719-2 zu DIN EN 81346-2Noch keine Bewertungen
- Hausaufgabe Kapitel 6Dokument23 SeitenHausaufgabe Kapitel 6ScribdTranslationsNoch keine Bewertungen
- PDFDokument400 SeitenPDF37thorNoch keine Bewertungen
- Steve Reich-AfrikaDokument1 SeiteSteve Reich-Afrikamfffernandez4446Noch keine Bewertungen
- 1 PBDokument12 Seiten1 PBAdindaAizawaNoch keine Bewertungen
- TMR 1Dokument52 SeitenTMR 1GerardNoch keine Bewertungen