Das könnte Ihnen auch gefallen
- Grifftabell Klarinette DeutschDokument2 SeitenGrifftabell Klarinette DeutschJelisavetaNoch keine Bewertungen
- MIG MAG Schweisskurs Unterlagen 2005Dokument64 SeitenMIG MAG Schweisskurs Unterlagen 2005Sladan VujcicNoch keine Bewertungen
- TFK Berechnung Von Tonfrequenzubertragern OCRDokument61 SeitenTFK Berechnung Von Tonfrequenzubertragern OCRdexterconexion1312Noch keine Bewertungen
- XX1400Dokument11 SeitenXX1400marc2407Noch keine Bewertungen
- Berechnung radial und axial schließender Reibungs- und Fliehkraftkupplungen: Reibungswinkel und rotatorische Reibung bei Kupplungen, Eigenfrequenzen von Kupplungen und GetriebenVon EverandBerechnung radial und axial schließender Reibungs- und Fliehkraftkupplungen: Reibungswinkel und rotatorische Reibung bei Kupplungen, Eigenfrequenzen von Kupplungen und GetriebenNoch keine Bewertungen
- Dual CS 627Q ServiceManualDokument16 SeitenDual CS 627Q ServiceManual2xpqqcrffyNoch keine Bewertungen
- HANSA-FLEX Metall-Katalog 2008Dokument95 SeitenHANSA-FLEX Metall-Katalog 2008hydroflex.uaNoch keine Bewertungen
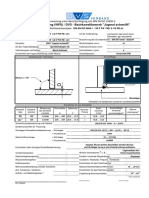
- SchweißanweisungDokument1 SeiteSchweißanweisungABNoch keine Bewertungen
- SchweisszusatzwerkstoffeDokument54 SeitenSchweisszusatzwerkstoffeABNoch keine Bewertungen
- Ringspann Konus Spannelemente Datenblatt RLK 402 TCDokument2 SeitenRingspann Konus Spannelemente Datenblatt RLK 402 TCM MNoch keine Bewertungen
- Wig Tig Curso Completo AlemanDokument64 SeitenWig Tig Curso Completo AlemanLuis RceNoch keine Bewertungen
- EC5 DemoDokument48 SeitenEC5 DemoFrank DetailerNoch keine Bewertungen
- Grundlagen Der ElektrochirurgieDokument124 SeitenGrundlagen Der Elektrochirurgiealiaartb aartbNoch keine Bewertungen
- Schweissverfahren WiderstandspressschweissenDokument52 SeitenSchweissverfahren WiderstandspressschweissenZschetzscheNoch keine Bewertungen
- Schweissverfahren Widerstandspressschweissen PDFDokument52 SeitenSchweissverfahren Widerstandspressschweissen PDFZschetzscheNoch keine Bewertungen
- TQ 1Dokument2 SeitenTQ 1Utku InanNoch keine Bewertungen
- Messung Von Eigenspannungen Durch Röntgenografie An Kugelgestrahlten Federn Vdfi - 8501Dokument4 SeitenMessung Von Eigenspannungen Durch Röntgenografie An Kugelgestrahlten Federn Vdfi - 8501Bahadır UysalNoch keine Bewertungen
- England-Ponick2021 Article EinflussDerRotorgeometrieAufScDokument12 SeitenEngland-Ponick2021 Article EinflussDerRotorgeometrieAufScQuy Tuan NguyenNoch keine Bewertungen
- Busch-Jäger: Busch-Dimmer AnwenderhandbuchDokument24 SeitenBusch-Jäger: Busch-Dimmer Anwenderhandbuchharald445Noch keine Bewertungen
- Datenblatt 2 3 Wege Stromregelventil Weber HydraulikDokument2 SeitenDatenblatt 2 3 Wege Stromregelventil Weber HydraulikElTonno90Noch keine Bewertungen
- Konus-Spannelemente RLK 250 L: Zentriert Die Nabe Zur Welle Schnelle MontageDokument2 SeitenKonus-Spannelemente RLK 250 L: Zentriert Die Nabe Zur Welle Schnelle Montagedavid fuerthauerNoch keine Bewertungen
- RMG 4015 RisstiefenmessungDokument4 SeitenRMG 4015 Risstiefenmessungluis yupaNoch keine Bewertungen
- Schenkelfeder FormelzeichenbegriffeDokument2 SeitenSchenkelfeder FormelzeichenbegriffeperchtNoch keine Bewertungen
- SMV Ger-Eng TDSDokument4 SeitenSMV Ger-Eng TDSmaher mlbaseNoch keine Bewertungen
- Iglidur® Gleitlager ExperteDokument3 SeitenIglidur® Gleitlager ExperteUlf KuehlNoch keine Bewertungen
- Schmierstoffe Lager LebensdauerberechnungDokument34 SeitenSchmierstoffe Lager LebensdauerberechnungPatrick FoNoch keine Bewertungen
- DVS SchweissmutterDokument54 SeitenDVS SchweissmutterGabor VatoNoch keine Bewertungen
- Kleinrelais D1 V23040: Für Gleichspannung, Gepolt, Monostabil Oder BistabilDokument8 SeitenKleinrelais D1 V23040: Für Gleichspannung, Gepolt, Monostabil Oder BistabilPieter HoebenNoch keine Bewertungen
- ADL-9000 - Audio Dummy LoadDokument20 SeitenADL-9000 - Audio Dummy LoadStefanoViganóNoch keine Bewertungen
- 3RF29160JA161KK0 Datasheet deDokument5 Seiten3RF29160JA161KK0 Datasheet deEhlersNoch keine Bewertungen
- 292 518 Visaton fr13 4 Spec SheetDokument3 Seiten292 518 Visaton fr13 4 Spec SheetEdwin OliverNoch keine Bewertungen
- 25 - Handout Zahnräder - T5 MEL 307.451 2013 WSDokument17 Seiten25 - Handout Zahnräder - T5 MEL 307.451 2013 WSLuka VartušekNoch keine Bewertungen
- Din 5466-1 2000-10Dokument1 SeiteDin 5466-1 2000-10Krishna PrasadNoch keine Bewertungen
- SBKC 10.3 PDFDokument4 SeitenSBKC 10.3 PDFThanh DuyNoch keine Bewertungen
- Einzelleiter DEL: Stromzuführung Für Ortsveränderliche StromverbraucherDokument2 SeitenEinzelleiter DEL: Stromzuführung Für Ortsveränderliche StromverbraucherMAGSTNoch keine Bewertungen
- 2272 - SBKC-0 SL - EnDe - 2020-04Dokument4 Seiten2272 - SBKC-0 SL - EnDe - 2020-04TetianaNoch keine Bewertungen
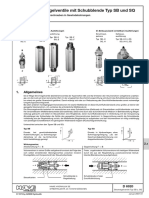
- 2-Wege-Stromregelventile Mit Schubblende Typ SB Und SQ: 1. AllgemeinesDokument10 Seiten2-Wege-Stromregelventile Mit Schubblende Typ SB Und SQ: 1. AllgemeinesMetotoy GalvanNoch keine Bewertungen
- Din 5466-1 2000-10Dokument1 SeiteDin 5466-1 2000-10Krishna PrasadNoch keine Bewertungen
- Datenblatt DruckwaageDokument2 SeitenDatenblatt DruckwaageElTonno90Noch keine Bewertungen
- Edelstahl Wig SchweißenDokument19 SeitenEdelstahl Wig SchweißengregappNoch keine Bewertungen
- Endgespeiste KW AntenneDokument2 SeitenEndgespeiste KW AntenneTihomir MitrovicNoch keine Bewertungen
- 1 - PDFsam - 1 Haken, Winkel, Schlaufen Schrägstäbe Oder Andere Gebogene StäbeDokument1 Seite1 - PDFsam - 1 Haken, Winkel, Schlaufen Schrägstäbe Oder Andere Gebogene StäbeCovjece Ne Ljuti SeNoch keine Bewertungen
- MWE60 Spring-Encoder-Arm deDokument4 SeitenMWE60 Spring-Encoder-Arm desevkiNoch keine Bewertungen
- Präsentation MteDokument10 SeitenPräsentation Mteclaudia.armbrusterNoch keine Bewertungen
- Grundlagen Der ElektrochirurgieDokument124 SeitenGrundlagen Der Elektrochirurgiemihaesdenis8575Noch keine Bewertungen
- Risstiefenmessung Nach Dem PotentialsondenverfahrenDokument2 SeitenRisstiefenmessung Nach Dem PotentialsondenverfahrenRolf ZellerNoch keine Bewertungen
- S7014 RFNDokument12 SeitenS7014 RFNzahoorNoch keine Bewertungen
- Hostaphan Folie RN 15: LagerbedingungenDokument1 SeiteHostaphan Folie RN 15: Lagerbedingungena.anticlickNoch keine Bewertungen
- 2/2 Wege Magnetventil Patrone NG 5: in Sitzausführung Vorgesteuert Typenreihe WR22L... /WR22K..Dokument4 Seiten2/2 Wege Magnetventil Patrone NG 5: in Sitzausführung Vorgesteuert Typenreihe WR22L... /WR22K..Eng-Mohammed SalemNoch keine Bewertungen
- Gegenüberstellung ÜberspannungsschutzDokument5 SeitenGegenüberstellung Überspannungsschutzd_tauscherNoch keine Bewertungen
- 05 Chapter P-SMPDokument10 Seiten05 Chapter P-SMPBFJ TreasNoch keine Bewertungen
- SCH Weiss NaehteDokument61 SeitenSCH Weiss NaehteSladan VujcicNoch keine Bewertungen
- Schrauben Im Vergleich Pirnbacher 2007Dokument22 SeitenSchrauben Im Vergleich Pirnbacher 2007schnullerbackeNoch keine Bewertungen
- Auslegung Von Flanschverbindungen Bei WEADokument19 SeitenAuslegung Von Flanschverbindungen Bei WEAharrytieschNoch keine Bewertungen
- SB 24-10-3-0-1187 - Catalogo (1213)Dokument4 SeitenSB 24-10-3-0-1187 - Catalogo (1213)Neil AcquatellaNoch keine Bewertungen
- DVS 0221 2005-10Dokument6 SeitenDVS 0221 2005-10merinofalNoch keine Bewertungen
- Berechnung Von Vorgespannten Schraubenverbindungen Mit Der FEADokument13 SeitenBerechnung Von Vorgespannten Schraubenverbindungen Mit Der FEAhassan mohameddeqNoch keine Bewertungen
- Speicherfournisseur: Gleich Bleibende Fadenspannung, Weniger StrickfehlerDokument2 SeitenSpeicherfournisseur: Gleich Bleibende Fadenspannung, Weniger StrickfehlercobaNoch keine Bewertungen
- 5 Messung Hoher Spannungen - Fachgebiet HochspannungstechnikDokument33 Seiten5 Messung Hoher Spannungen - Fachgebiet HochspannungstechnikMohammed E. NasrNoch keine Bewertungen
- de ProduktdatenblattDokument3 Seitende Produktdatenblattdocolit663Noch keine Bewertungen
- DsafDokument63 SeitenDsafniyazi gaziNoch keine Bewertungen
- Buckel Schweissmutter - BerichtDokument70 SeitenBuckel Schweissmutter - BerichtGabor VatoNoch keine Bewertungen
- Hollow Sections-Technical Infomation 3 GermanDokument72 SeitenHollow Sections-Technical Infomation 3 GermanGabor VatoNoch keine Bewertungen
- Pfaff Varimatic 6091 Sewing MachineDokument74 SeitenPfaff Varimatic 6091 Sewing MachineGabor VatoNoch keine Bewertungen
- Chauvin PAC Current MeterDokument4 SeitenChauvin PAC Current MeterGabor VatoNoch keine Bewertungen
- Keysight DSO - 1052 ManualDokument74 SeitenKeysight DSO - 1052 ManualGabor VatoNoch keine Bewertungen
- SCHMETZ Needle ABCDokument36 SeitenSCHMETZ Needle ABCGabor VatoNoch keine Bewertungen
- Elditest - GE8115 Differential AmplifierDokument16 SeitenElditest - GE8115 Differential AmplifierGabor VatoNoch keine Bewertungen
- EGT Zündtrafo WIG251 SchemaDokument1 SeiteEGT Zündtrafo WIG251 SchemaGabor VatoNoch keine Bewertungen
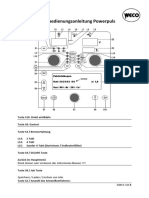
- WECO Pulse Doppel MIGDokument8 SeitenWECO Pulse Doppel MIGGabor VatoNoch keine Bewertungen
- Sig 2.3, 2.6 - deDokument1 SeiteSig 2.3, 2.6 - deGabor VatoNoch keine Bewertungen
- Tipps Fuer Praktiker Gase Zum SchweissenDokument8 SeitenTipps Fuer Praktiker Gase Zum SchweissenGabor VatoNoch keine Bewertungen
- WECO Pulse Doppel MIGDokument8 SeitenWECO Pulse Doppel MIGGabor VatoNoch keine Bewertungen
- Schweißschutzgase ÜbersichtDokument28 SeitenSchweißschutzgase ÜbersichtGabor VatoNoch keine Bewertungen
- Edelstahl Wig SchweißenDokument19 SeitenEdelstahl Wig SchweißengregappNoch keine Bewertungen
- Wolframelektroden KnowhowDokument8 SeitenWolframelektroden KnowhowbiggeriusNoch keine Bewertungen
- DVS AluminiumschweissenDokument19 SeitenDVS AluminiumschweissenGabor VatoNoch keine Bewertungen
- Wolframelektroden KnowhowDokument8 SeitenWolframelektroden KnowhowbiggeriusNoch keine Bewertungen