Das könnte Ihnen auch gefallen
- DVS 0916 - Metall Schutzgasschweissen Von FeinkornbaustaehleDokument10 SeitenDVS 0916 - Metall Schutzgasschweissen Von FeinkornbaustaehleGökhan ÇiçekNoch keine Bewertungen
- Wirtschaftlichkeit SchweisstechnikDokument101 SeitenWirtschaftlichkeit SchweisstechnikAB100% (2)
- Din 488-5Dokument14 SeitenDin 488-5Marian Priefer100% (2)
- Din 488-4Dokument10 SeitenDin 488-4Marian PrieferNoch keine Bewertungen
- Ge RinghoffDokument443 SeitenGe RinghoffVlad Ptashnichenko100% (1)
- Isos Pba 20 SP 83501 615Dokument2 SeitenIsos Pba 20 SP 83501 615Vladimir KarpovNoch keine Bewertungen
- TGL - 14907 - 10-1968 DDR Flussmittel HartlötenDokument5 SeitenTGL - 14907 - 10-1968 DDR Flussmittel HartlötenBernd RichterNoch keine Bewertungen
- UT 2016-11-25 Kapitel 5 WerkstückklemmungDokument15 SeitenUT 2016-11-25 Kapitel 5 WerkstückklemmungIonescu VasileNoch keine Bewertungen
- Cryogenic Nozzle DrawingDokument1 SeiteCryogenic Nozzle DrawingErlangga Yudha PratamaNoch keine Bewertungen
- V7-10a Montazno Demontazni Komad 5ffec1593ff85Dokument1 SeiteV7-10a Montazno Demontazni Komad 5ffec1593ff85Drago PrkačinNoch keine Bewertungen
- Katalog-Elektro Fischer PIerreDokument48 SeitenKatalog-Elektro Fischer PIerreArnaud DepierreuxNoch keine Bewertungen
- Poster Installationsbedarf WebDokument1 SeitePoster Installationsbedarf WebF.H. MerschNoch keine Bewertungen
- Vorrichtungsnummer - X / Fixture Number - X 5572 5572Dokument4 SeitenVorrichtungsnummer - X / Fixture Number - X 5572 5572Rodrigo AugustoNoch keine Bewertungen
- CatPage349a 349bDokument2 SeitenCatPage349a 349bLPG Equipment Consulting and ServicesNoch keine Bewertungen
- Esquemas Electricos Access PA20TDokument53 SeitenEsquemas Electricos Access PA20TCHEMA BASANNoch keine Bewertungen
- 1968 Peugeot 404-8 Berline Solex 32 PBICA - Pag 1-2 IIDokument2 Seiten1968 Peugeot 404-8 Berline Solex 32 PBICA - Pag 1-2 IImehdanisamiraNoch keine Bewertungen
- E49668C Unteres LuftleitblechDokument1 SeiteE49668C Unteres LuftleitblechdanijelpartoviNoch keine Bewertungen
- FS Magazin No 06 2009Dokument68 SeitenFS Magazin No 06 2009Daniei LafuenteNoch keine Bewertungen
- Horizontalwäscher Standard Größe 7Dokument1 SeiteHorizontalwäscher Standard Größe 7Flo JausNoch keine Bewertungen
- Manual DIN Rail OutletDokument2 SeitenManual DIN Rail OutletTamas KubolaNoch keine Bewertungen
- Diagrama Electrico LS18Dokument5 SeitenDiagrama Electrico LS18Jonnathan Rehl SolorzaNoch keine Bewertungen
- 13-2 950DK-206 KlemmplanDokument12 Seiten13-2 950DK-206 KlemmplanYo También YoNoch keine Bewertungen
- 01 Production Line 2009 PDFDokument3 Seiten01 Production Line 2009 PDFPopa MihaiNoch keine Bewertungen
- Allgemeine Betriebs - Und Wartungsanleitung - Scheibenbremse2Dokument52 SeitenAllgemeine Betriebs - Und Wartungsanleitung - Scheibenbremse2ZIBA KHADIBINoch keine Bewertungen
- Abnahmeprotokol TC03-999200913315-1de 6Dokument1 SeiteAbnahmeprotokol TC03-999200913315-1de 6Soraire LucasNoch keine Bewertungen
- Gravieren: - Zeichnungsnummer: 1:3 Seitenführung RechtsDokument1 SeiteGravieren: - Zeichnungsnummer: 1:3 Seitenführung Rechtsamir_dedić_3Noch keine Bewertungen
- Elvbe BovotslagerungenDokument6 SeitenElvbe BovotslagerungenTayfun SezişNoch keine Bewertungen
- Libre de Silicona Silicone-Free Silikon-Frei: Drive Sprocket Z20 Machined 1 A2 Antriebskettenrad Z20 BearbeitetDokument1 SeiteLibre de Silicona Silicone-Free Silikon-Frei: Drive Sprocket Z20 Machined 1 A2 Antriebskettenrad Z20 BearbeitetDaniel Andrés ReigNoch keine Bewertungen
- Beiblatt13 Isobare Zustandsaenderung Realer StoffeDokument2 SeitenBeiblatt13 Isobare Zustandsaenderung Realer Stoffes.spam2Noch keine Bewertungen
- Ka1 HK8HK8 SBDokument1 SeiteKa1 HK8HK8 SBZulfequar KhanNoch keine Bewertungen
- VERTEILERBOX NEU Als Ersatzteil System Ass 1: Systems SystemsDokument1 SeiteVERTEILERBOX NEU Als Ersatzteil System Ass 1: Systems SystemsHonza KedroňNoch keine Bewertungen
- Gravieren: - Zeichnungsnummer: 1:3 Seitenführung RechtsDokument1 SeiteGravieren: - Zeichnungsnummer: 1:3 Seitenführung Rechtsamir_dedić_3Noch keine Bewertungen
- Nghiên C U GAD NM021BY-SK01-80Dokument1 SeiteNghiên C U GAD NM021BY-SK01-80vietpower.sale1Noch keine Bewertungen
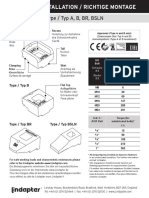
- Lindapter Type BR Installation GuideDokument2 SeitenLindapter Type BR Installation GuideJorge VieiraNoch keine Bewertungen
- DE303-000-QC-FRM-000011 - Log For CompactionDokument1 SeiteDE303-000-QC-FRM-000011 - Log For CompactionBarbaros GülşahNoch keine Bewertungen
- HN2337Dokument2 SeitenHN2337Jose L. GuerreroNoch keine Bewertungen
- MEX11 AA302 - Valvula de Alivio Tanque A Presion de AireDokument16 SeitenMEX11 AA302 - Valvula de Alivio Tanque A Presion de AireDaniel MtzNoch keine Bewertungen
- Form LagetoleranzenDokument1 SeiteForm LagetoleranzensaeidNoch keine Bewertungen
- L4 OverviewDokument1 SeiteL4 OverviewpietrofracassiNoch keine Bewertungen
- Escuadras PolarDokument3 SeitenEscuadras Polarfranciscojavier-85Noch keine Bewertungen
- Hojas B-16 y B-17 Crane DiametrosDokument2 SeitenHojas B-16 y B-17 Crane DiametrosMiguel Mora BravoNoch keine Bewertungen
- 6972 - Gate Valve FireKing OSF DN50-300Dokument2 Seiten6972 - Gate Valve FireKing OSF DN50-300Roger AklNoch keine Bewertungen
- Rivarossi BR 270 HR2310Dokument1 SeiteRivarossi BR 270 HR2310Justin GilmoreNoch keine Bewertungen
- Lista Lucrari PDFDokument10 SeitenLista Lucrari PDFStephy Stuff100% (1)
- Original - Spare Parts: Creating Power SolutionsDokument60 SeitenOriginal - Spare Parts: Creating Power SolutionsalabalaNoch keine Bewertungen
- Ilovepdf MergedDokument7 SeitenIlovepdf Mergeddzenan97Noch keine Bewertungen
- ABE TieferlegungDokument2 SeitenABE TieferlegungHans-Josef AlbrechNoch keine Bewertungen
- CPPDokument21 SeitenCPPFaizal KhanNoch keine Bewertungen
- EN ISO 13585 LötenDokument3 SeitenEN ISO 13585 LötenABNoch keine Bewertungen
- 497 A09-01 - Parts ListDokument30 Seiten497 A09-01 - Parts ListFawllyn GuevaraNoch keine Bewertungen
- 2877 - 110071682 - Serie RS - Sensotec PDFDokument56 Seiten2877 - 110071682 - Serie RS - Sensotec PDFConstantin ZbarneaNoch keine Bewertungen
- Deluge Valve Set AVS-1E GGDokument3 SeitenDeluge Valve Set AVS-1E GGDragan CvetkovićNoch keine Bewertungen
- Werkstoffdatenblatt Für Sechskantmutter Werkstoffe / Material Data Sheet For Hexagon Nut MaterialsDokument4 SeitenWerkstoffdatenblatt Für Sechskantmutter Werkstoffe / Material Data Sheet For Hexagon Nut MaterialsbkatsamsonNoch keine Bewertungen
- Uponor Home Comf PlusDokument4 SeitenUponor Home Comf PlusUPOTERMNoch keine Bewertungen
- Flygt 3067Dokument42 SeitenFlygt 3067Justin CoyNoch keine Bewertungen
- DIN30910 - 4de - 0411 - Werkstoff - Leistungsblätter WLB - Sintermetalle Für FormteileDokument6 SeitenDIN30910 - 4de - 0411 - Werkstoff - Leistungsblätter WLB - Sintermetalle Für Formteilekarthisekar100% (1)
- MSB Application-List2015 Web Epaper Lowrespdf DownloadDokument324 SeitenMSB Application-List2015 Web Epaper Lowrespdf DownloadJorcyCarvalhoNoch keine Bewertungen
- MLD09-0424-L: DNGW-090LX-06MDokument1 SeiteMLD09-0424-L: DNGW-090LX-06MborodichNoch keine Bewertungen
- 28 - R42.55X075-P556201 (Item 29)Dokument1 Seite28 - R42.55X075-P556201 (Item 29)shahar swissaNoch keine Bewertungen
- 02 3223515 MA1 231-0 SC-Schalplan PKP WL ADokument1 Seite02 3223515 MA1 231-0 SC-Schalplan PKP WL Aadnank79Noch keine Bewertungen
- der selfpublisher 18, 2-2020, Heft 18, Juni 2020: Deutschlands 1. Selfpublishing-MagazinVon Everandder selfpublisher 18, 2-2020, Heft 18, Juni 2020: Deutschlands 1. Selfpublishing-MagazinNoch keine Bewertungen
- Cu Ofe c10100 Pna 203 - deDokument2 SeitenCu Ofe c10100 Pna 203 - deABNoch keine Bewertungen
- Unterrichtsmappe Schweissen Macht SchuleDokument76 SeitenUnterrichtsmappe Schweissen Macht SchuleABNoch keine Bewertungen
- Aluminium+AlMgSi+0 5,+richtwerteDokument1 SeiteAluminium+AlMgSi+0 5,+richtwerteABNoch keine Bewertungen
- Werkstoffgruppen Metallischer WerkstoffeDokument6 SeitenWerkstoffgruppen Metallischer WerkstoffeABNoch keine Bewertungen
- Werkstoff Datenblatt Cu-OFDokument2 SeitenWerkstoff Datenblatt Cu-OFABNoch keine Bewertungen
- VWTS BroschuereDokument24 SeitenVWTS BroschuereABNoch keine Bewertungen
- Aluminium SchweißenDokument11 SeitenAluminium SchweißenABNoch keine Bewertungen
- 90 B12 SPO MAB Dual Erga Nzungsssatzung 2022-06-15Dokument8 Seiten90 B12 SPO MAB Dual Erga Nzungsssatzung 2022-06-15ABNoch keine Bewertungen
- Skript Basics Fuer Level III Version 2-0-01Dokument282 SeitenSkript Basics Fuer Level III Version 2-0-01ABNoch keine Bewertungen
- Name: Datum: Flaschenzüge - Aufgaben: L L Z ZDokument1 SeiteName: Datum: Flaschenzüge - Aufgaben: L L Z ZABNoch keine Bewertungen
- Orientierung En-Iso13585Dokument7 SeitenOrientierung En-Iso13585ABNoch keine Bewertungen
- Cu OFDokument3 SeitenCu OFABNoch keine Bewertungen
- Alu DIN 9606 2Dokument2 SeitenAlu DIN 9606 2ABNoch keine Bewertungen
- Ehand 111Dokument5 SeitenEhand 111ABNoch keine Bewertungen
- Alu DIN 9606 2Dokument2 SeitenAlu DIN 9606 2ABNoch keine Bewertungen