Das könnte Ihnen auch gefallen
- Donizetti Concertino CL e PFDokument16 SeitenDonizetti Concertino CL e PFHolli Carpenter100% (1)
- Technisches Zeichen Fachzeichnen 1. TeilDokument122 SeitenTechnisches Zeichen Fachzeichnen 1. TeilMelanie Schwarzlmueller0% (1)
- Bewaffnete Kämpfe in Deutschland 1918-1923Dokument207 SeitenBewaffnete Kämpfe in Deutschland 1918-1923nichtmitmir100% (1)
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- DIN 59413 Ladni Profili Od CelikDokument4 SeitenDIN 59413 Ladni Profili Od CelikMarija IvanovskaNoch keine Bewertungen
- DIN-7 Dowel PinsDokument3 SeitenDIN-7 Dowel PinssamatamNoch keine Bewertungen
- 6WG-200 TransmissãoDokument68 Seiten6WG-200 TransmissãoTon Botelho E-MyllaNoch keine Bewertungen
- 2100DCL-06210003 Spare Parts ManualDokument332 Seiten2100DCL-06210003 Spare Parts ManualRoberth AbarcaNoch keine Bewertungen
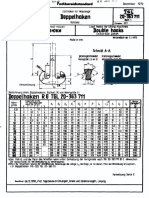
- LN 9073Dokument6 SeitenLN 9073Bogdan RusuNoch keine Bewertungen
- TGL 9922-03Dokument8 SeitenTGL 9922-03Endre HorváthNoch keine Bewertungen
- TGL 20392 11-1978Dokument7 SeitenTGL 20392 11-1978matthias.arnold.magdeburgNoch keine Bewertungen
- Adidas Ad07-75 9100sDokument1 SeiteAdidas Ad07-75 9100sManuel SchneiderNoch keine Bewertungen
- Fehlerkatalog Zink 021210Dokument1 SeiteFehlerkatalog Zink 021210Giacomo ZammattioNoch keine Bewertungen
- Plakat EN ISO 13585 LötenDokument1 SeitePlakat EN ISO 13585 LötenABNoch keine Bewertungen
- Norma Aceros PDFDokument3 SeitenNorma Aceros PDFpibemauNoch keine Bewertungen
- LMN LM - 10-Td-DeDokument62 SeitenLMN LM - 10-Td-Dep.besuchowNoch keine Bewertungen
- V7-10a Montazno Demontazni Komad 5ffec1593ff85Dokument1 SeiteV7-10a Montazno Demontazni Komad 5ffec1593ff85Drago PrkačinNoch keine Bewertungen
- Me 06 Folien Loeten PDFDokument26 SeitenMe 06 Folien Loeten PDFOvi OviNoch keine Bewertungen
- heco-Prospekt-Gewindefittings 0518 DEDokument15 Seitenheco-Prospekt-Gewindefittings 0518 DEVladimir ZugicNoch keine Bewertungen
- Massenausgleich Mehrzylindermotoren Tabelle (Maass-Klier, 1981)Dokument8 SeitenMassenausgleich Mehrzylindermotoren Tabelle (Maass-Klier, 1981)MefNoch keine Bewertungen
- Hojas B-16 y B-17 Crane DiametrosDokument2 SeitenHojas B-16 y B-17 Crane DiametrosMiguel Mora BravoNoch keine Bewertungen
- Xt500 Docyam Sr500 2j4 Service ManualDokument151 SeitenXt500 Docyam Sr500 2j4 Service ManualLoic TrocmeNoch keine Bewertungen
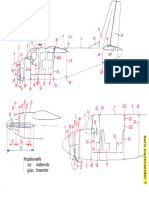
- Flughandbuch Dr400 180 RegentDokument69 SeitenFlughandbuch Dr400 180 RegentJoachim RussNoch keine Bewertungen
- I Vorschwei' Wn-Sche, Aus Stah (A: Flansch DINDokument2 SeitenI Vorschwei' Wn-Sche, Aus Stah (A: Flansch DINdimdaliak_985662241Noch keine Bewertungen
- TGL - 20 363711 01Dokument2 SeitenTGL - 20 363711 01Денис ЧерныйNoch keine Bewertungen
- Videomed III CDokument26 SeitenVideomed III CMiguel IralaNoch keine Bewertungen
- 316L-1 Chemical CompositionDokument1 Seite316L-1 Chemical CompositionsfateugenNoch keine Bewertungen
- HSS-Viertelrund-Profi Lfräser HSS Corner-Rounding End MillsDokument2 SeitenHSS-Viertelrund-Profi Lfräser HSS Corner-Rounding End Millsnovkovic1984Noch keine Bewertungen
- Brida Cuello Din 2633 pn16Dokument2 SeitenBrida Cuello Din 2633 pn16Santiago SandovalNoch keine Bewertungen
- 3439328Dokument9 Seiten3439328Beyond Groove ProductionsNoch keine Bewertungen
- MSC InfermieriDokument2 SeitenMSC InfermieriFlo FlaNoch keine Bewertungen
- BlindklinkmoerenDokument1 SeiteBlindklinkmoerenIlian AvramovNoch keine Bewertungen
- 026 Aero Commander 500 SchemaDokument2 Seiten026 Aero Commander 500 SchemaZidane AhmadNoch keine Bewertungen
- Safety 4mm Plug Banana Female Technical Data SheetDokument1 SeiteSafety 4mm Plug Banana Female Technical Data SheetAma YamanNoch keine Bewertungen
- Stationen B2 - Hörverstehen 3 Teil 1Dokument1 SeiteStationen B2 - Hörverstehen 3 Teil 1Ayda ÇeliikNoch keine Bewertungen
- BabaDokument2 SeitenBabaAhmad FaheemNoch keine Bewertungen
- Neumo Edelstahl DIN 11866 RohreDokument20 SeitenNeumo Edelstahl DIN 11866 RohreRuben PauwelsNoch keine Bewertungen
- Din 915Dokument4 SeitenDin 915Fake FakeNoch keine Bewertungen
- Schulungsunterlagen Deutz 1011Dokument97 SeitenSchulungsunterlagen Deutz 1011hubbi71Noch keine Bewertungen
- 8 Beizen Und Entrosten: StoffDokument2 Seiten8 Beizen Und Entrosten: StoffJehoNoch keine Bewertungen
- Dek 63545 Xxi EcDokument52 SeitenDek 63545 Xxi EcAlexandarNoch keine Bewertungen
- Brother LE2-B861Dokument12 SeitenBrother LE2-B861paulbarris100% (3)
- MR 4K4 ManualDokument40 SeitenMR 4K4 ManualFco Javier Gómez Molina100% (1)
- ZCC Endmilling PDFDokument267 SeitenZCC Endmilling PDFstctool100% (1)
- HARDOX Zusatzwerkstoffe deDokument7 SeitenHARDOX Zusatzwerkstoffe deandreasNoch keine Bewertungen
- Din 913 1980-12Dokument4 SeitenDin 913 1980-12bee140676Noch keine Bewertungen
- Kugelfischer Injection For Peugeot Parts Book For 504-404Dokument31 SeitenKugelfischer Injection For Peugeot Parts Book For 504-404Jérôme JNoch keine Bewertungen
- Ingersoll Watches Catalog 02-2010Dokument35 SeitenIngersoll Watches Catalog 02-2010Ingersoll WatchesNoch keine Bewertungen
- r2 DV20 100 FHBDokument140 Seitenr2 DV20 100 FHBMark Juhrig100% (1)
- BridasDokument4 SeitenBridasManuelNoch keine Bewertungen
- Belimo Umschaltventil R3..BLDokument5 SeitenBelimo Umschaltventil R3..BLWolfgangNoch keine Bewertungen
- Axialkompensatoren PN10 R-RDokument2 SeitenAxialkompensatoren PN10 R-RAndrewrzeNoch keine Bewertungen
- MB109 Stahlsorten Fuer Oberflaechenveredeltes FeinblechDokument16 SeitenMB109 Stahlsorten Fuer Oberflaechenveredeltes FeinblechBernard TivadarNoch keine Bewertungen
- B1 2-102Dokument1 SeiteB1 2-102alifuat duyguNoch keine Bewertungen
- Handbuch Kjellberg 2012 de enDokument260 SeitenHandbuch Kjellberg 2012 de enutku melihNoch keine Bewertungen
- GS 96002-3 Resistance Spot Welding of Steels - TestingDokument5 SeitenGS 96002-3 Resistance Spot Welding of Steels - TestingTaofiq AbiolaNoch keine Bewertungen
- Da 210 260 Ac de 01Dokument4 SeitenDa 210 260 Ac de 01El nabahin FerasNoch keine Bewertungen
- DIN EN 10223-7 - 2013-02 Drähte Für ZäuneDokument14 SeitenDIN EN 10223-7 - 2013-02 Drähte Für Zäunebaja2011Noch keine Bewertungen
- Text Int 1806 Rolltor DD Decotherm SDokument15 SeitenText Int 1806 Rolltor DD Decotherm SDavid BaltazaryNoch keine Bewertungen
- DIN EN ISO 003269 Nov2000Dokument22 SeitenDIN EN ISO 003269 Nov2000zoranmmirkovicNoch keine Bewertungen
- DIN 50960 Ff. GalvanotechnikDokument2 SeitenDIN 50960 Ff. Galvanotechnikseb.mur94gmail.comNoch keine Bewertungen
- SpeedCEM+Plus - Placement of Crowns and Bridges - enDokument2 SeitenSpeedCEM+Plus - Placement of Crowns and Bridges - engmacaneataNoch keine Bewertungen
- Boschgst 85 PDokument79 SeitenBoschgst 85 PdadsonskiNoch keine Bewertungen
- Wive VAUTID 147 PDFDokument1 SeiteWive VAUTID 147 PDFandreasNoch keine Bewertungen
- UmbauanleitungDokument31 SeitenUmbauanleitungYuval BCDNoch keine Bewertungen