Das könnte Ihnen auch gefallen
- Triebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsVon EverandTriebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsNoch keine Bewertungen
- WB - Poroton - Statik - Kompakt 2021Dokument10 SeitenWB - Poroton - Statik - Kompakt 2021Arnaud FerberNoch keine Bewertungen
- Cryopyrin-assoziierte periodische Syndrome (CAPS)Von EverandCryopyrin-assoziierte periodische Syndrome (CAPS)Noch keine Bewertungen
- 3 Bindungskrfte in FestkrpernDokument51 Seiten3 Bindungskrfte in FestkrperngiakoumdNoch keine Bewertungen
- CO2: Abtrennung, Speicherung, Nutzung: Ganzheitliche Bewertung im Bereich von Energiewirtschaft und IndustrieVon EverandCO2: Abtrennung, Speicherung, Nutzung: Ganzheitliche Bewertung im Bereich von Energiewirtschaft und IndustrieManfred FischedickNoch keine Bewertungen
- D9506Dokument2 SeitenD9506dimdaliak_985662241Noch keine Bewertungen
- AKG - C4000B - Service ManualDokument5 SeitenAKG - C4000B - Service ManualWalter ReneNoch keine Bewertungen
- 02 SVW 10Dokument2 Seiten02 SVW 10Sándor PetrovicsNoch keine Bewertungen
- EKL Medium DEDokument2 SeitenEKL Medium DEMichael BaumgartnerNoch keine Bewertungen
- 02 Löten V306Dokument16 Seiten02 Löten V306DajanNoch keine Bewertungen
- Kombifilter 3RFS520-xxx.230CTDokument3 SeitenKombifilter 3RFS520-xxx.230CThecky23Noch keine Bewertungen
- ZIEHL-ABEGG Ventilador Industrial FB063-SDK.41.6SDokument6 SeitenZIEHL-ABEGG Ventilador Industrial FB063-SDK.41.6SEduardo Carlos Mullin SacareloNoch keine Bewertungen
- 04 GutmannDokument35 Seiten04 Gutmannmekki1Noch keine Bewertungen
- Werkstoff TabellenDokument52 SeitenWerkstoff TabellenKristoffer MosshedenNoch keine Bewertungen
- Mantel-Thermoelemente Nach DIN 43710 Und DIN EN 60584: Technische DatenDokument11 SeitenMantel-Thermoelemente Nach DIN 43710 Und DIN EN 60584: Technische Datenbehnamdaftary2Noch keine Bewertungen
- UmrechnungDokument7 SeitenUmrechnungMadeline CurryNoch keine Bewertungen
- LKPD Sifat SPUDokument2 SeitenLKPD Sifat SPUatifarahmi59Noch keine Bewertungen
- A Avesta 316L-Si SKR-Si de de 5Dokument1 SeiteA Avesta 316L-Si SKR-Si de de 5Kara WhiteNoch keine Bewertungen
- LT2020 - 04 CO2-LaserDokument59 SeitenLT2020 - 04 CO2-LaserRichterNoch keine Bewertungen
- 004 2015 de GL Utp Gusseisen WebDokument16 Seiten004 2015 de GL Utp Gusseisen WebyilmazerolNoch keine Bewertungen
- 319.H05VV.F DS de enDokument2 Seiten319.H05VV.F DS de envmilano1Noch keine Bewertungen
- A Avesta 308H de de 5Dokument1 SeiteA Avesta 308H de de 5Kara WhiteNoch keine Bewertungen
- Materijali PDFDokument17 SeitenMaterijali PDFEdinNoch keine Bewertungen
- HB101 01Dokument1 SeiteHB101 01divyareddyNoch keine Bewertungen
- Fep6y-Awg16 HV Leitung He 16-1927-35Dokument0 SeitenFep6y-Awg16 HV Leitung He 16-1927-35SURJIT SINGHNoch keine Bewertungen
- 1 4580Dokument4 Seiten1 4580horstiillingNoch keine Bewertungen
- CAT - ASWO Aparate - Unelte - 04 - 05 PDFDokument0 SeitenCAT - ASWO Aparate - Unelte - 04 - 05 PDFchaparalNoch keine Bewertungen
- Neosid 7 SDokument1 SeiteNeosid 7 Sisc44242Noch keine Bewertungen
- w124 Ke PruefenDokument134 Seitenw124 Ke PruefenPaul BizugaNoch keine Bewertungen
- Ram Bottom ValveDokument45 SeitenRam Bottom ValveIhsan AhmedNoch keine Bewertungen
- Ol - st32 60 std50 60 - E4Dokument20 SeitenOl - st32 60 std50 60 - E4Dante WilliamsNoch keine Bewertungen
- P6550 VDE-RecordDokument2 SeitenP6550 VDE-RecordBragutaAlexandruNoch keine Bewertungen
- Çelik Ve Alaşımları YoğunluklarDokument7 SeitenÇelik Ve Alaşımları YoğunluklarMuzaffer AktaşNoch keine Bewertungen
- DatasheetDokument2 SeitenDatasheetJuan Marín MuñozNoch keine Bewertungen
- PanGas Titanschweisstechnik DDokument8 SeitenPanGas Titanschweisstechnik DTibor KeményNoch keine Bewertungen
- Dimensiones XFP 105J-CB2Dokument1 SeiteDimensiones XFP 105J-CB2mauro.vergaraNoch keine Bewertungen
- SZ Kraftwerk DDokument20 SeitenSZ Kraftwerk DBorn ToSinNoch keine Bewertungen
- A Avesta 248 SV de deDokument1 SeiteA Avesta 248 SV de deKara WhiteNoch keine Bewertungen
- Din Iso228 1Dokument4 SeitenDin Iso228 1feki2607Noch keine Bewertungen
- OK 84.52 (13%Cr-RB, E Fe8, E6-UM55-R) PDFDokument1 SeiteOK 84.52 (13%Cr-RB, E Fe8, E6-UM55-R) PDFborovniskiNoch keine Bewertungen
- AKG C480B Service DocumentationDokument4 SeitenAKG C480B Service DocumentationMichael BarkleyNoch keine Bewertungen
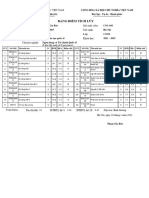
- Bang Diem Tich LuyDokument1 SeiteBang Diem Tich LuyĐức Anh NguyễnNoch keine Bewertungen
- Jungeblodt Material 2010-08Dokument2 SeitenJungeblodt Material 2010-08enriqueNoch keine Bewertungen
- Heco Produktblatt 1301 Edelstahl Vorschweissflansche PN 10 Groesser DN 150Dokument6 SeitenHeco Produktblatt 1301 Edelstahl Vorschweissflansche PN 10 Groesser DN 150Martin MoserNoch keine Bewertungen
- Absorption ProtokollDokument42 SeitenAbsorption ProtokollFederico Muñoz CorreaNoch keine Bewertungen
- Din 1480 2005-09Dokument6 SeitenDin 1480 2005-09ivanov5559Noch keine Bewertungen
- TKD Cable ApantalladoDokument2 SeitenTKD Cable ApantalladoDario HuasaccaNoch keine Bewertungen
- 1.1191 C45E - Baustahl - Datenblatt - TK - 1191 - 1201Dokument3 Seiten1.1191 C45E - Baustahl - Datenblatt - TK - 1191 - 1201genuesslichwohlriechendersteinbockNoch keine Bewertungen
- Statik Kompakt 2016Dokument10 SeitenStatik Kompakt 2016hans steppenwolfNoch keine Bewertungen
- DIN-1480 ТалрепDokument6 SeitenDIN-1480 ТалрепiiscienceiiNoch keine Bewertungen
- Hochhausentwurf Prof. Dr.-Ing. Uwe E. DorkaDokument29 SeitenHochhausentwurf Prof. Dr.-Ing. Uwe E. DorkaMechanic BerdasiNoch keine Bewertungen
- A Avesta FCW 316l SKR-PW Fde deDokument1 SeiteA Avesta FCW 316l SKR-PW Fde deKara WhiteNoch keine Bewertungen
- #205 191216Dokument2 Seiten#205 191216Fim EventManagementNoch keine Bewertungen
- Einbauhandbuch Eco Safe 1.33Dokument22 SeitenEinbauhandbuch Eco Safe 1.33Миљан ТрифковићNoch keine Bewertungen
- Din8181 2000-04dDokument4 SeitenDin8181 2000-04dAnatoliiNoch keine Bewertungen
- Catálgo de Fusible para Motores - SIBADokument2 SeitenCatálgo de Fusible para Motores - SIBAJhon agapitoNoch keine Bewertungen
- DE 10 2016 216 479 A1 2018.03.01 Offenlegungsschrift: H02K 9/10 (2006.01) H02K 9/19 (2006.01)Dokument13 SeitenDE 10 2016 216 479 A1 2018.03.01 Offenlegungsschrift: H02K 9/10 (2006.01) H02K 9/19 (2006.01)Sanjay SharmaNoch keine Bewertungen
- Eupen LV Cable - N2XH-B2caDokument3 SeitenEupen LV Cable - N2XH-B2caTadala MaluwaNoch keine Bewertungen
- He Na2xyDokument2 SeitenHe Na2xyllruNoch keine Bewertungen
- L1 34347 de B Boehler AWS ER316LSi de de 2Dokument1 SeiteL1 34347 de B Boehler AWS ER316LSi de de 2Kara WhiteNoch keine Bewertungen
- 3.5.2. Transformator-Differentialschutz (Diff-Transf) : A. AnwendungDokument27 Seiten3.5.2. Transformator-Differentialschutz (Diff-Transf) : A. Anwendungchichid2008Noch keine Bewertungen
- Tabelle Der Äquivalenzen Zwischen MaßeinheitenDokument2 SeitenTabelle Der Äquivalenzen Zwischen MaßeinheitenScribdTranslationsNoch keine Bewertungen
- MAINTENANCE MANUAL 1st Edition (Revised 1) Serial No. 10001 andDokument22 SeitenMAINTENANCE MANUAL 1st Edition (Revised 1) Serial No. 10001 andcarlton2517Noch keine Bewertungen
- Frischwasserstation Easyflow Fresh 4, Ohne ZirkulationDokument7 SeitenFrischwasserstation Easyflow Fresh 4, Ohne Zirkulationm.oleppNoch keine Bewertungen
- Frisch Luft KomfortDokument12 SeitenFrisch Luft KomfortLunosVentilationNoch keine Bewertungen
- Diss2010 FinalDokument178 SeitenDiss2010 FinalZilale UyNoch keine Bewertungen
- 5 Waermelehre LoesungenDokument14 Seiten5 Waermelehre Loesungenth3f1rs7Noch keine Bewertungen
- Na2xs F 2y-12 20 Dsdeen$app MV DS De-EnDokument4 SeitenNa2xs F 2y-12 20 Dsdeen$app MV DS De-Encarlos G7Noch keine Bewertungen
- DIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Von EverandDIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Noch keine Bewertungen
- Enzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikVon EverandEnzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikBewertung: 5 von 5 Sternen5/5 (1)
- Formulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKVon EverandFormulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKNoch keine Bewertungen
- Einführung in die Aurachirurgie: Medizin im 21. JahrhundertVon EverandEinführung in die Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Sprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenVon EverandSprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenBewertung: 3.5 von 5 Sternen3.5/5 (6)
- Der Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenVon EverandDer Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenBewertung: 5 von 5 Sternen5/5 (2)
- Lehrbuch der Aurachirurgie: Medizin im 21. JahrhundertVon EverandLehrbuch der Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Schnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenVon EverandSchnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenBewertung: 5 von 5 Sternen5/5 (2)
- Sofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverVon EverandSofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverBewertung: 5 von 5 Sternen5/5 (1)
- Die Geheimnisse der Visualisierung nutzen lernenVon EverandDie Geheimnisse der Visualisierung nutzen lernenBewertung: 5 von 5 Sternen5/5 (1)
- Sofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidVon EverandSofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidNoch keine Bewertungen
- Elektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerVon EverandElektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerNoch keine Bewertungen
- Pflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenVon EverandPflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenBewertung: 5 von 5 Sternen5/5 (1)
- SkyTest® Piloten-Assessment 2024: Handbuch zu den Einstellungstests für Ab-Initio- und Ready-Entry-PilotenVon EverandSkyTest® Piloten-Assessment 2024: Handbuch zu den Einstellungstests für Ab-Initio- und Ready-Entry-PilotenNoch keine Bewertungen
- Die Kunst des Musizierens: Von den physiologischen und psychologischen Grundlagen zur PraxisVon EverandDie Kunst des Musizierens: Von den physiologischen und psychologischen Grundlagen zur PraxisBewertung: 4 von 5 Sternen4/5 (1)
- Heilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungVon EverandHeilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungNoch keine Bewertungen
- Handlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtVon EverandHandlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtBewertung: 5 von 5 Sternen5/5 (1)
- Lexikon der Symbole und Archetypen für die TraumdeutungVon EverandLexikon der Symbole und Archetypen für die TraumdeutungBewertung: 5 von 5 Sternen5/5 (1)
- Formulierungshilfen für die Strukturierte Informationssammlung SIS und Maßnahmenplanung: Themenfeld krankheitsbezogene Anforderungen und BelastungenVon EverandFormulierungshilfen für die Strukturierte Informationssammlung SIS und Maßnahmenplanung: Themenfeld krankheitsbezogene Anforderungen und BelastungenNoch keine Bewertungen
- Spirituelle Krise oder Psychose?: Dunkle Pfade zur ErleuchtungVon EverandSpirituelle Krise oder Psychose?: Dunkle Pfade zur ErleuchtungNoch keine Bewertungen
- Compendium Wortschatz Deutsch-Deutsch, erweiterte Neuausgabe: 2. erweiterte NeuausgabeVon EverandCompendium Wortschatz Deutsch-Deutsch, erweiterte Neuausgabe: 2. erweiterte NeuausgabeBewertung: 3 von 5 Sternen3/5 (7)
- Das Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenVon EverandDas Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenNoch keine Bewertungen