Das könnte Ihnen auch gefallen
- Fuegen Schraub Niet KlemmenverbindungenDokument16 SeitenFuegen Schraub Niet KlemmenverbindungenEng_2014100% (1)
- Cutting Threads Technology (Gewinde)Dokument16 SeitenCutting Threads Technology (Gewinde)Ush100% (3)
- Schrauben 3Dokument26 SeitenSchrauben 3maltinavoNoch keine Bewertungen
- Emv Schraubenverbindungen StudDokument106 SeitenEmv Schraubenverbindungen StudTaner DemirelNoch keine Bewertungen
- Catálogo (zp10026 - Degb)Dokument16 SeitenCatálogo (zp10026 - Degb)dimaszanonNoch keine Bewertungen
- SchraubensichereungenDokument1 SeiteSchraubensichereungenHans WurstmannNoch keine Bewertungen
- Schrick Einbauanleitung PDFDokument2 SeitenSchrick Einbauanleitung PDFSasa DosljinNoch keine Bewertungen
- 5 Kreisumfang Und Gestreckte LängenDokument10 Seiten5 Kreisumfang Und Gestreckte LängenlibrostecnicosNoch keine Bewertungen
- SKF AH 313 G SpecificationDokument3 SeitenSKF AH 313 G SpecificationKarl ThomasNoch keine Bewertungen
- KONSTRUKTIONSELEMENTEDokument20 SeitenKONSTRUKTIONSELEMENTEHectorDavidPreciadoValenzuelaNoch keine Bewertungen
- SKF 99078 SpecificationDokument3 SeitenSKF 99078 Specificationfrankypanky123Noch keine Bewertungen
- SKF H 313 SpecificationDokument3 SeitenSKF H 313 SpecificationKarl ThomasNoch keine Bewertungen
- CESlocks Montageanleitung Vario Flex (Deutsch)Dokument6 SeitenCESlocks Montageanleitung Vario Flex (Deutsch)Mac Conin0% (1)
- Din 13-3Dokument6 SeitenDin 13-3kocho79Noch keine Bewertungen
- Distaler Fibulanagel - Vitus - FiDokument16 SeitenDistaler Fibulanagel - Vitus - FiWilly BulliNoch keine Bewertungen
- SägekettenDokument8 SeitenSägekettenOl WebNoch keine Bewertungen
- DrehfixDokument24 SeitenDrehfixFranz MuellerNoch keine Bewertungen
- KONSTRUKTIONSENTWURF3 SchusterDokument23 SeitenKONSTRUKTIONSENTWURF3 SchusterangelmindNoch keine Bewertungen
- Uebungsanleitung Knoten AnseilenDokument4 SeitenUebungsanleitung Knoten AnseilenPhilipp SellinNoch keine Bewertungen
- De LayherInfo KupplungenDokument2 SeitenDe LayherInfo KupplungenArdamitNoch keine Bewertungen
- Din 875 Din 876 Din 877Dokument4 SeitenDin 875 Din 876 Din 877api-26317282Noch keine Bewertungen
- I-Sys: Edelstahl-Seilsystem Stainless Steel Wire Rope SystemDokument120 SeitenI-Sys: Edelstahl-Seilsystem Stainless Steel Wire Rope SystemByron BaeNoch keine Bewertungen
- Sonderschrauben KatalogDokument4 SeitenSonderschrauben KatalogrvbxzdwxfwNoch keine Bewertungen
- Assembly Blueglobe TRICLEANplusDokument4 SeitenAssembly Blueglobe TRICLEANpluslam266Noch keine Bewertungen
- FAI - Anél Guia Raspador HasteDokument6 SeitenFAI - Anél Guia Raspador HasteLuciano SemcoviciNoch keine Bewertungen
- Nockenwelleneinbaudaten: EinbauhinweiseDokument2 SeitenNockenwelleneinbaudaten: EinbauhinweisePieter Van AsselNoch keine Bewertungen
- KnotenfibelDokument65 SeitenKnotenfibelMario Striegler (Jens 140)Noch keine Bewertungen
- DVS SchweissmutterDokument54 SeitenDVS SchweissmutterGabor VatoNoch keine Bewertungen
- KnotenfiebelDokument4 SeitenKnotenfiebelvyach_kim100% (1)
- RDE 90304-41-S - Vedação de Eixo (Retentor)Dokument7 SeitenRDE 90304-41-S - Vedação de Eixo (Retentor)Léo RibeiroNoch keine Bewertungen
- TDMIDokument6 SeitenTDMIPatrick BrilhanteNoch keine Bewertungen
- Fragenkatalog DrehenDokument7 SeitenFragenkatalog DrehenMohammad HamoNoch keine Bewertungen
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri75% (4)
- Panhans Fks 4 2017 Web-1Dokument13 SeitenPanhans Fks 4 2017 Web-1ronmacaron8Noch keine Bewertungen
- Gewindearten - Nicht Alle Im Gewinde Dichtend!Dokument4 SeitenGewindearten - Nicht Alle Im Gewinde Dichtend!NilsNoch keine Bewertungen
- BoleyUd8 1.3Dokument14 SeitenBoleyUd8 1.3jesus100% (1)
- Schenkelfeder FormelzeichenbegriffeDokument2 SeitenSchenkelfeder FormelzeichenbegriffeperchtNoch keine Bewertungen
- Kohler Ratgeber GewindeartenDokument40 SeitenKohler Ratgeber GewindeartenIcer_CRO100% (1)
- CONTITECH SILENTSYNC Timing BeltsDokument8 SeitenCONTITECH SILENTSYNC Timing Beltsplastena plastenaNoch keine Bewertungen
- Gewindeschleifen PraesentationDokument38 SeitenGewindeschleifen PraesentationMatija RepincNoch keine Bewertungen
- NT 1011-L00 06 04 Kupplungen GDokument2 SeitenNT 1011-L00 06 04 Kupplungen Gankit7588Noch keine Bewertungen
- Triebel - Reloading 2017Dokument20 SeitenTriebel - Reloading 2017Peter DavidsonNoch keine Bewertungen
- Verschleisstechnik Katalog Kapitel6Dokument22 SeitenVerschleisstechnik Katalog Kapitel6BaggerkingNoch keine Bewertungen
- Fachthemen - Tragverhalten Von Scher-Lochleibungs Verbindungen in Der Nähe Der ScherfugeDokument8 SeitenFachthemen - Tragverhalten Von Scher-Lochleibungs Verbindungen in Der Nähe Der ScherfugeXNoch keine Bewertungen
- SKF 22213 EK SpecificationDokument4 SeitenSKF 22213 EK SpecificationKarl ThomasNoch keine Bewertungen
- BOHRSCHRAUBENDokument76 SeitenBOHRSCHRAUBENAnonymous 6aGAvbNNoch keine Bewertungen
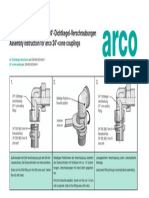
- 24 Grad-Dichtkegel-VerschraubungenDokument1 Seite24 Grad-Dichtkegel-VerschraubungensithulibraNoch keine Bewertungen
- 01 1swissgewiDokument4 Seiten01 1swissgewiTrucNoch keine Bewertungen
- MaG-Factsheet-Lärmminderung Schrauben Vs Schweissen-DE-2021.06Dokument4 SeitenMaG-Factsheet-Lärmminderung Schrauben Vs Schweissen-DE-2021.06ts-magNoch keine Bewertungen
- SAFE RING SpritzschutzringDokument11 SeitenSAFE RING SpritzschutzringMichal KowalczykNoch keine Bewertungen
- Handwerkzeuge GewindeschneidwerkzeugeDokument4 SeitenHandwerkzeuge GewindeschneidwerkzeugeUlrich PletscherNoch keine Bewertungen
- KarlGeorg rb200Dokument19 SeitenKarlGeorg rb200Roberto ReitmayrNoch keine Bewertungen
- SKF C 3224 K SpecificationDokument4 SeitenSKF C 3224 K SpecificationAli ReshadNoch keine Bewertungen
- Instructions DE EN ES FRDokument2 SeitenInstructions DE EN ES FRGioj MejNoch keine Bewertungen
- KOX Austausch AxtstielDokument4 SeitenKOX Austausch AxtstielDaniel PrellNoch keine Bewertungen
- 2A 05 01D KeilscheibenDokument16 Seiten2A 05 01D Keilscheibenangrypotato10Noch keine Bewertungen
- Bölhoff Aktuell 27-Sichern Von SchraubenverbindungenDokument16 SeitenBölhoff Aktuell 27-Sichern Von Schraubenverbindungenpeter34567Noch keine Bewertungen
- DSH TH Karlsruhe-Leseverstehen Aufgaben Und WS März 2005Dokument5 SeitenDSH TH Karlsruhe-Leseverstehen Aufgaben Und WS März 2005Walid ZayedNoch keine Bewertungen
- Escape Room - Familie - Alle Unterlagen 13Dokument21 SeitenEscape Room - Familie - Alle Unterlagen 13api-441574180Noch keine Bewertungen
- Music For Video GamesDokument27 SeitenMusic For Video GamesdavelarocqueNoch keine Bewertungen
- Wissensbilanz Made in Germany Leitfaden Deutsch 2.0Dokument68 SeitenWissensbilanz Made in Germany Leitfaden Deutsch 2.0schwalbenweg19Noch keine Bewertungen
- 4mcad14 Ge PDFDokument188 Seiten4mcad14 Ge PDFolgfNoch keine Bewertungen
- B1 Textproduktion (Vor - & Nachteile)Dokument26 SeitenB1 Textproduktion (Vor - & Nachteile)hisham_fahed9100% (1)
- Manual Service Blaupunkt c32 Cd32 c52 Cd52Dokument22 SeitenManual Service Blaupunkt c32 Cd32 c52 Cd52gyagya26Noch keine Bewertungen
- Diesel MotorDokument16 SeitenDiesel MotoryogolainNoch keine Bewertungen
- DC-Motor 40x83 1.13.049.4XXDokument2 SeitenDC-Motor 40x83 1.13.049.4XXMohamed LahnineNoch keine Bewertungen
- TrikeDokument14 SeitenTrikeTex DiagoNoch keine Bewertungen
- Ein Einfacher ElektromotorDokument2 SeitenEin Einfacher Elektromotorjojo4711Noch keine Bewertungen
- ReckliDokument8 SeitenReckligeorge_ercusNoch keine Bewertungen
- Callya Allnet Flat SDokument1 SeiteCallya Allnet Flat SДарья ЗавгородняяNoch keine Bewertungen