Das könnte Ihnen auch gefallen
- Unbenannt 1Dokument1 SeiteUnbenannt 1Jens TrautNoch keine Bewertungen
- Video - EinführungDokument1 SeiteVideo - Einführungkarim.rim.tiktokNoch keine Bewertungen
- X35 R SWN 3 PDFDokument1 SeiteX35 R SWN 3 PDFHasn JansenNoch keine Bewertungen
- Designfunktion Sonderverkauf Flash MagazinDokument17 SeitenDesignfunktion Sonderverkauf Flash MagazindesignfunktionNoch keine Bewertungen
- Grenzwerte Von Funktionen - AbleitungDokument1 SeiteGrenzwerte Von Funktionen - Ableitungamoalleramos069Noch keine Bewertungen
- WZT 1 - Einfu ÊhrungDokument4 SeitenWZT 1 - Einfu ÊhrungNurullah KocaNoch keine Bewertungen
- tm4 Mitschrieb ss2017Dokument49 Seitentm4 Mitschrieb ss2017Kalin MladenovNoch keine Bewertungen
- V1 Ba Dali Link De-En-Fr 110121Dokument20 SeitenV1 Ba Dali Link De-En-Fr 110121Alexandre Fiewel MarcNoch keine Bewertungen
- Friedrich Gottlieb KlopstockDokument1 SeiteFriedrich Gottlieb KlopstockHuiyun KimNoch keine Bewertungen
- Ergebnisbilder im Politikunterricht: Die Funktionsweise des parlamentarischen RegierungssystemsVon EverandErgebnisbilder im Politikunterricht: Die Funktionsweise des parlamentarischen RegierungssystemsNoch keine Bewertungen
- Din - 7604 0604 00 101 A 00Dokument1 SeiteDin - 7604 0604 00 101 A 00Mani RaghuveerNoch keine Bewertungen
- DBV-Absta BSDokument1 SeiteDBV-Absta BSVasile IsipNoch keine Bewertungen
- 2006 5 Series ManualDokument5 Seiten2006 5 Series ManualAntonio Sanchez SanchezNoch keine Bewertungen
- LangzeitaufgabeDokument1 SeiteLangzeitaufgabekeno.br3Noch keine Bewertungen
- DeutschDokument2 SeitenDeutschPaula MarieNoch keine Bewertungen
- Prospekt EinsPlus NEUDokument24 SeitenProspekt EinsPlus NEUTuyếnĐặngNoch keine Bewertungen
- Drucksensoren Von Ifm 2016Dokument20 SeitenDrucksensoren Von Ifm 2016ifm electronicNoch keine Bewertungen
- ChemieDokument1 SeiteChemieljl20726Noch keine Bewertungen
- Aula WittgensteinDokument1 SeiteAula WittgensteinalexhreisNoch keine Bewertungen
- Übung 14.12.2022Dokument3 SeitenÜbung 14.12.2022iva dominkovicNoch keine Bewertungen
- 17902b - SkizzeFlashVessel (Entspannungsgefäß)Dokument1 Seite17902b - SkizzeFlashVessel (Entspannungsgefäß)Lucian BaraganNoch keine Bewertungen
- 2023 Lietz Gaumenimplantat Die Lösung Auch Für Lange Wege Teil 2Dokument4 Seiten2023 Lietz Gaumenimplantat Die Lösung Auch Für Lange Wege Teil 2Dr. Thomas LietzNoch keine Bewertungen
- Der Lindenbaum - Schubert - Analyse - Ohne Bezug Zu Text Und InhaltDokument4 SeitenDer Lindenbaum - Schubert - Analyse - Ohne Bezug Zu Text Und Inhaltoeu36618Noch keine Bewertungen
- NRS KW 45-10Dokument18 SeitenNRS KW 45-10s_karaschNoch keine Bewertungen
- 70 BASS Katalog Nr.12Dokument176 Seiten70 BASS Katalog Nr.12Professor Marcus Lopes100% (1)
- EVENT EINMALEINS: 150 wichtige Fakten für Eventmanager & VeranstaltungskaufleuteVon EverandEVENT EINMALEINS: 150 wichtige Fakten für Eventmanager & VeranstaltungskaufleuteBewertung: 5 von 5 Sternen5/5 (1)
- NRS KW 44-10Dokument16 SeitenNRS KW 44-10s_karaschNoch keine Bewertungen
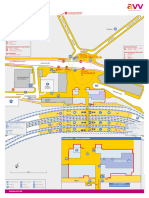
- Map Aachen HBF DEDokument1 SeiteMap Aachen HBF DEchristophe.briereNoch keine Bewertungen
- Traxler D 4c Aufsatz Rad Zu SatzanfaengenDokument1 SeiteTraxler D 4c Aufsatz Rad Zu SatzanfaengenLouise FeydeauNoch keine Bewertungen
- BPMN2 0 Poster DEDokument1 SeiteBPMN2 0 Poster DEEric CartmannNoch keine Bewertungen
- HVV Usar-Plan 240408 115049Dokument1 SeiteHVV Usar-Plan 240408 115049peterpaul999pNoch keine Bewertungen
- Usar Network Plan Diagram en DataDokument1 SeiteUsar Network Plan Diagram en DataNils LodderNoch keine Bewertungen
- 1-WS Bolzen 001Dokument26 Seiten1-WS Bolzen 001chrmerzNoch keine Bewertungen
- Plano Electrico IKADokument90 SeitenPlano Electrico IKAisnaldorg1202Noch keine Bewertungen
- Aufsatz Rad Aufsatzformen AufsatzartenDokument1 SeiteAufsatz Rad Aufsatzformen AufsatzartenAdriana Sanchez ColinNoch keine Bewertungen
- Französisch 2Dokument2 SeitenFranzösisch 2Rama KeshkehNoch keine Bewertungen
- Aufsatzrad 5Dokument1 SeiteAufsatzrad 5jasinNoch keine Bewertungen
- RegeldetailuriDokument1 SeiteRegeldetailuriVasile IsipNoch keine Bewertungen
- S Chal Tung S TechnikDokument5 SeitenS Chal Tung S TechnikJinxi YeNoch keine Bewertungen
- Physik Leistungskurs Abitur LernzettelDokument24 SeitenPhysik Leistungskurs Abitur Lernzettelalex.westermann253Noch keine Bewertungen
- Wie Du Mit Dem Atlas Arbeitest: TerramethodeDokument1 SeiteWie Du Mit Dem Atlas Arbeitest: TerramethodeMarian OstermannNoch keine Bewertungen
- Leipziger-Volkszeitung-07 11 2020Dokument54 SeitenLeipziger-Volkszeitung-07 11 2020Linh DoNoch keine Bewertungen
- CrafterDokument8 SeitenCrafterCHRISTIAN LOZANONoch keine Bewertungen
- Katalog-Elektro Fischer PIerreDokument48 SeitenKatalog-Elektro Fischer PIerreArnaud DepierreuxNoch keine Bewertungen
- Betriebsfestigkeit - Eine EinfuehrungDokument21 SeitenBetriebsfestigkeit - Eine Einfuehrungsodjo782007403Noch keine Bewertungen
- Netzwerk Deutsch Als Fremdsprache A1 2 PDFDokument9 SeitenNetzwerk Deutsch Als Fremdsprache A1 2 PDFDaniela MurilloNoch keine Bewertungen
- Figur 4 - Belastungsarten - 1475680157Dokument2 SeitenFigur 4 - Belastungsarten - 1475680157manuepar01220Noch keine Bewertungen
- Der Heizungs-CheckDokument7 SeitenDer Heizungs-CheckDerk MuellerNoch keine Bewertungen
- DS 107Dokument2 SeitenDS 107Eldar KaradžaNoch keine Bewertungen
- End Armaturen 2018Dokument260 SeitenEnd Armaturen 2018Anonymous rwkTsCvwbNoch keine Bewertungen
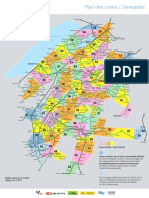
- Plan Frimobil 2018 1Dokument1 SeitePlan Frimobil 2018 1Andrei MarinNoch keine Bewertungen
- Kup Pe LartenDokument1 SeiteKup Pe LartenTitouan BazouNoch keine Bewertungen
- DS 113Dokument2 SeitenDS 113Eldar KaradžaNoch keine Bewertungen
- Formelsammlung - Korrigiert - 2021-06-07Dokument17 SeitenFormelsammlung - Korrigiert - 2021-06-07muhammad chairyl maulaNoch keine Bewertungen
- 001 123inserat BarrierefreiDokument2 Seiten001 123inserat Barrierefreimxh4dr9qg9Noch keine Bewertungen
- Deutsch 102 Grammar Notes PDFDokument2 SeitenDeutsch 102 Grammar Notes PDFanyele9Noch keine Bewertungen
- Fourier ReihenDokument7 SeitenFourier ReihenSalma KermassNoch keine Bewertungen
- Infoblatt Linie 4 KernzonengrenzeDokument2 SeitenInfoblatt Linie 4 KernzonengrenzeBenjamin DieplingerNoch keine Bewertungen
- Handbuch Tesla Experimente: Blitz und Donner selbst erzeugtVon EverandHandbuch Tesla Experimente: Blitz und Donner selbst erzeugtNoch keine Bewertungen
- Metalltechnik Lernfeld 2 Werkstuecke Mit Maschinen BearbeitenDokument111 SeitenMetalltechnik Lernfeld 2 Werkstuecke Mit Maschinen BearbeitenJules DafNoch keine Bewertungen
- Europass CV Deutsch (Deu)Dokument3 SeitenEuropass CV Deutsch (Deu)Angela JohnsNoch keine Bewertungen
- Crochet Pattern Arlo DeutschDokument8 SeitenCrochet Pattern Arlo DeutschMonserrat Alejandra Olivares Cabrera100% (1)
- Pusheen in RamenDokument5 SeitenPusheen in RamenJulia SchweigamerNoch keine Bewertungen
- Spinnen (Garn)Dokument8 SeitenSpinnen (Garn)Falk Sultanie-BraunNoch keine Bewertungen
- Anzug SchrauenverbindngDokument7 SeitenAnzug SchrauenverbindngHeviiNoch keine Bewertungen
- KNKN Strickbegriffe e DTDokument3 SeitenKNKN Strickbegriffe e DTDeKleeneJuleNoch keine Bewertungen
- Betätigungsfeld Und Firma 02-2012Dokument8 SeitenBetätigungsfeld Und Firma 02-2012Stahlbau Ziegler GmbH.Noch keine Bewertungen
- HASCO Mat 1 2085 DEDokument1 SeiteHASCO Mat 1 2085 DEspazzastura showNoch keine Bewertungen
- Kodak Taschenführer 2002Dokument111 SeitenKodak Taschenführer 2002MarkusMayerNoch keine Bewertungen
- Catalogo Holzmann Metal 2015-2016 PDFDokument50 SeitenCatalogo Holzmann Metal 2015-2016 PDFOccasionmachinesMetalworkingNoch keine Bewertungen
- KettenschloesserDokument3 SeitenKettenschloesserUte und PeterNoch keine Bewertungen
- Orth 08 ZubehoerDokument10 SeitenOrth 08 ZubehoerPaulNoch keine Bewertungen
- V03-HPSS-FtT-MP-Urformen-2-Verfahren GekürztDokument42 SeitenV03-HPSS-FtT-MP-Urformen-2-Verfahren GekürztSebastian Unger100% (1)
- Durkopp Adler 380Dokument86 SeitenDurkopp Adler 380k_o_divaNoch keine Bewertungen
- Bethioua Mini 86 110Dokument10 SeitenBethioua Mini 86 110NiceAndradeNoch keine Bewertungen
- Lana Grossa 120Dokument3 SeitenLana Grossa 120Car RicNoch keine Bewertungen
- Rayjet NutzeranleitungDokument8 SeitenRayjet NutzeranleitungHerald QyqjaNoch keine Bewertungen
- фрезы X5070 PDFDokument34 Seitenфрезы X5070 PDFstctoolNoch keine Bewertungen
- Stirnband Zum KnotenDokument3 SeitenStirnband Zum KnotennietzerNoch keine Bewertungen
- Hochleistungsspiralbohrer PDFDokument143 SeitenHochleistungsspiralbohrer PDFMani StoqnovaNoch keine Bewertungen
- Projekt Zifferblattbau PDFDokument26 SeitenProjekt Zifferblattbau PDFandre_werner389Noch keine Bewertungen
- Vortrag Frank WilkeDokument27 SeitenVortrag Frank WilkeStefanNoch keine Bewertungen
- Katalog Fraesen 2014 SDokument392 SeitenKatalog Fraesen 2014 SMNoch keine Bewertungen
- hw2021 Classici 21 m06 Lana GrossaDokument4 Seitenhw2021 Classici 21 m06 Lana GrossaMarijaMacaNoch keine Bewertungen
- RLK Norm 2014Dokument8 SeitenRLK Norm 2014boban glisicNoch keine Bewertungen
- Wie Man Einen Suspensorium HerstelltDokument5 SeitenWie Man Einen Suspensorium HerstelltScribdTranslationsNoch keine Bewertungen
- bdf-mb-02-01 Direktbeplankung 07 2016 NeuDokument7 Seitenbdf-mb-02-01 Direktbeplankung 07 2016 NeuEduardoFerreiraNoch keine Bewertungen