Das könnte Ihnen auch gefallen
- Geometrija Reznog Alata Ukratko Na NjemačkomDokument9 SeitenGeometrija Reznog Alata Ukratko Na NjemačkomCrystal Erickson100% (1)
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri75% (4)
- Bohren HandbuchDokument19 SeitenBohren HandbuchNibelungeNoch keine Bewertungen
- Maschinenkunde Stoev GewehrteDokument6 SeitenMaschinenkunde Stoev GewehrteangelsggNoch keine Bewertungen
- Kurzinfo AusfallteilsicherungDokument5 SeitenKurzinfo AusfallteilsicherungThomas TararaNoch keine Bewertungen
- Einstechen, IsO-Drehen, AusdrehenDokument148 SeitenEinstechen, IsO-Drehen, AusdrehenMelissa OropezaNoch keine Bewertungen
- Beispiel Fertigungsplan StreifenführungDokument4 SeitenBeispiel Fertigungsplan Streifenführungapi-25967053100% (1)
- WSH-TOOL Circular Saw BladeDokument38 SeitenWSH-TOOL Circular Saw BladewshtoolsinternationalNoch keine Bewertungen
- DrehenDokument6 SeitenDrehenruzgarozyasar48Noch keine Bewertungen
- Schleifen Von DrehstählenDokument4 SeitenSchleifen Von DrehstählenNils BertholdNoch keine Bewertungen
- DIN 74-Teil 3Dokument6 SeitenDIN 74-Teil 3Jan AmersfNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- ProbeDokument6 SeitenProbeTrung Quoc LeNoch keine Bewertungen
- SaegenDokument25 SeitenSaegenKarl-Heinz MeierNoch keine Bewertungen
- Lathe Technology / (Drehen)Dokument16 SeitenLathe Technology / (Drehen)Ush100% (1)
- HSS Circular Saw BladesDokument10 SeitenHSS Circular Saw BladesHimanshu MishraNoch keine Bewertungen
- Ma-Jic GBDokument2 SeitenMa-Jic GBGeovanny Andres Cabezas SandovalNoch keine Bewertungen
- Feilen Und AnreißenDokument19 SeitenFeilen Und Anreißenapi-25967053Noch keine Bewertungen
- Westfalia Bedienungsanleitung NRDokument24 SeitenWestfalia Bedienungsanleitung NRDigital DivideNoch keine Bewertungen
- Loesung Drehen 2008Dokument5 SeitenLoesung Drehen 2008bloodyangelhlNoch keine Bewertungen
- Hofer Diamantwerkzeuge 2010Dokument19 SeitenHofer Diamantwerkzeuge 2010Igor MilinovićNoch keine Bewertungen
- Vortrag Form - Und LagetoleranzDokument35 SeitenVortrag Form - Und Lagetoleranzapi-25967053100% (1)
- Güde 400anleitungDokument16 SeitenGüde 400anleitungfreddy_nrwNoch keine Bewertungen
- 151 Programming Examples PDFDokument154 Seiten151 Programming Examples PDFMohamed ShabanNoch keine Bewertungen
- KatalogDokument32 SeitenKatalogskantekindustrieNoch keine Bewertungen
- Bus Jet Mastert 2019 de en FR PDFDokument8 SeitenBus Jet Mastert 2019 de en FR PDFpaubernardoNoch keine Bewertungen
- Sistem Prindere Axial RadialDokument18 SeitenSistem Prindere Axial RadialVladislav VatamaniucNoch keine Bewertungen
- HSS-Viertelrund-Profi Lfräser HSS Corner-Rounding End MillsDokument2 SeitenHSS-Viertelrund-Profi Lfräser HSS Corner-Rounding End Millsnovkovic1984Noch keine Bewertungen
- All Linear Dimensions Are "MM", Projection 1-E, Use Metric Template !Dokument1 SeiteAll Linear Dimensions Are "MM", Projection 1-E, Use Metric Template !Fariz AuliaNoch keine Bewertungen
- LanskyDokument3 SeitenLanskypreceptiveinquirerNoch keine Bewertungen
- Entwicklung Eines Analogieprozesses Zur Optimierung Des Diskon-Tinuierlichen ZahnflankenrpofilschleifensDokument9 SeitenEntwicklung Eines Analogieprozesses Zur Optimierung Des Diskon-Tinuierlichen ZahnflankenrpofilschleifensMarioNoch keine Bewertungen
- GesamtkatalogDokument186 SeitenGesamtkatalogReza AldavoodNoch keine Bewertungen
- Werkstätten Protokoll2Dokument1 SeiteWerkstätten Protokoll2j78r8dhwrfNoch keine Bewertungen
- 2020 2 Rot Broschuere WebDokument24 Seiten2020 2 Rot Broschuere Webguigui agNoch keine Bewertungen
- WerkstueckspannungDokument73 SeitenWerkstueckspannungDanielNoch keine Bewertungen
- 68 Darstellungen in Zeichnungen: SchnittdarstellungenDokument1 Seite68 Darstellungen in Zeichnungen: SchnittdarstellungensergioNoch keine Bewertungen
- WSH TapsDokument113 SeitenWSH TapswshtoolsinternationalNoch keine Bewertungen
- Cross Cut Tester - DM Brasil - ZEHNTNER - ZCC2087 PDFDokument2 SeitenCross Cut Tester - DM Brasil - ZEHNTNER - ZCC2087 PDFMarcus MenezesNoch keine Bewertungen
- 4 Cylinder Wobbler Steam Engine Model PlansDokument17 Seiten4 Cylinder Wobbler Steam Engine Model Plansjohn424Noch keine Bewertungen
- M723D220 SIEMENS Installing and Aligning SoleplatesDokument7 SeitenM723D220 SIEMENS Installing and Aligning Soleplatesnelson lopez cuestasNoch keine Bewertungen
- Gresor Autofiletant DIN 71412Dokument4 SeitenGresor Autofiletant DIN 71412Radu BurloiuNoch keine Bewertungen
- Isog S11 2015 D PDFDokument14 SeitenIsog S11 2015 D PDFAbdelkader LoussaiefNoch keine Bewertungen
- Drehen NeuDokument12 SeitenDrehen NeuA2L5E0X1Noch keine Bewertungen
- Design PendeluhrDokument9 SeitenDesign PendeluhrGaspar PetruNoch keine Bewertungen
- Trennen Und Verbinden Von Kupfer Und KupferlegierungenDokument32 SeitenTrennen Und Verbinden Von Kupfer Und KupferlegierungenHagen_of_TronjeNoch keine Bewertungen
- Zerspanen Deutsch 2007 PDFDokument771 SeitenZerspanen Deutsch 2007 PDFhugo.hauslgmail.comNoch keine Bewertungen
- Рапсовый стол-Zurn-Raps-Profi-II-06-2007Dokument33 SeitenРапсовый стол-Zurn-Raps-Profi-II-06-2007Сергей НоваковскийNoch keine Bewertungen
- Kapitel 6 - Einstellarbeiten PDFDokument20 SeitenKapitel 6 - Einstellarbeiten PDFRomanNoch keine Bewertungen
- Knuth KSW 200 0207201222265421108Dokument1 SeiteKnuth KSW 200 0207201222265421108Adrián BorsNoch keine Bewertungen
- Prospekt ZSMDokument24 SeitenProspekt ZSMapi-3808371Noch keine Bewertungen
- Sinumerik Live Mehrseitenbearbeitung Fraesen Cnc4you deDokument16 SeitenSinumerik Live Mehrseitenbearbeitung Fraesen Cnc4you deabc123Noch keine Bewertungen
- ZP20100 DEGB RevC TOP-Cut Universalfräser 0Dokument20 SeitenZP20100 DEGB RevC TOP-Cut Universalfräser 0programacion.rmmanufacturaNoch keine Bewertungen
- TMP - 10409 Wochenberichte 372264871Dokument13 SeitenTMP - 10409 Wochenberichte 372264871KenGuruNoch keine Bewertungen
- Katalog Loch - Und StanzeinheitenDokument44 SeitenKatalog Loch - Und StanzeinheitenDaivison CamposNoch keine Bewertungen
- Hahn Kolb Kataloge 2015 16 Werkzeuge MaschinenDokument1.580 SeitenHahn Kolb Kataloge 2015 16 Werkzeuge Maschinenmilance_kg100% (1)
- ArbeitablaufplanDokument1 SeiteArbeitablaufplanZecken_UnitedNoch keine Bewertungen
- (nicht) von Pappe: Minimalistische Wohnaccessoires und Dekoelemente aus, mit und für Papier und Pappe selbst herstellenVon Everand(nicht) von Pappe: Minimalistische Wohnaccessoires und Dekoelemente aus, mit und für Papier und Pappe selbst herstellenNoch keine Bewertungen
- Bogenpass für Compoundbogen: mit Tuning-Tipps für Ihren BogenVon EverandBogenpass für Compoundbogen: mit Tuning-Tipps für Ihren BogenNoch keine Bewertungen
- Industrie 4.0Dokument172 SeitenIndustrie 4.0Ucok DedyNoch keine Bewertungen
- Hochbau 2 PDFDokument224 SeitenHochbau 2 PDFLupastean OvidiuNoch keine Bewertungen
- Grundfos Replacement SealsDokument2 SeitenGrundfos Replacement Sealsanhhai1905Noch keine Bewertungen
- Q03 - Patrizier Und Diebesbanden (2013, TruePDF)Dokument191 SeitenQ03 - Patrizier Und Diebesbanden (2013, TruePDF)Jörn KlaßenNoch keine Bewertungen
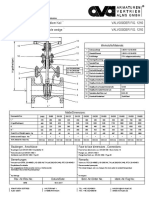
- Valvosider 1210 PN25 1.0619Dokument1 SeiteValvosider 1210 PN25 1.0619Валентин СелищевNoch keine Bewertungen
- Silo - Tips - Bauen in Stahl Bautendokumentation Des Stahlbau Zentrums Schweiz 01 12 Steeldoc Hallenbau Planungsleitfaden Tec 03Dokument32 SeitenSilo - Tips - Bauen in Stahl Bautendokumentation Des Stahlbau Zentrums Schweiz 01 12 Steeldoc Hallenbau Planungsleitfaden Tec 03maxanNoch keine Bewertungen