Das könnte Ihnen auch gefallen
- Permanent Magnet MotorsDokument31 SeitenPermanent Magnet MotorsJavier Acuña100% (1)
- Elektrische Anlage: Frontlenker Schwere Reihe E2000/F2000 Frontlenker Mittlere Reihe M2000-MDokument1.155 SeitenElektrische Anlage: Frontlenker Schwere Reihe E2000/F2000 Frontlenker Mittlere Reihe M2000-MP Gl100% (1)
- Eine Hybride von Drehkolbenmotor und Turbine mit riesigem SynergieeffektVon EverandEine Hybride von Drehkolbenmotor und Turbine mit riesigem SynergieeffektNoch keine Bewertungen
- SSP 359 1.4tsimit Doppelaufladung PDFDokument64 SeitenSSP 359 1.4tsimit Doppelaufladung PDFSebastian WibbeNoch keine Bewertungen
- Motor 2.2 IDokument10 SeitenMotor 2.2 IRazvan Secarianu100% (1)
- Systembeschreibung 7g DCT 2Dokument49 SeitenSystembeschreibung 7g DCT 2Mehdi NiksereshtNoch keine Bewertungen
- Reparaturanleitung: MAN-Schiffsdieselmotoren D2866 LE 401/402 /403 /405 D2876 LE 301 D2876 LE 403Dokument152 SeitenReparaturanleitung: MAN-Schiffsdieselmotoren D2866 LE 401/402 /403 /405 D2876 LE 301 D2876 LE 403DmitryNoch keine Bewertungen
- SSP 403 - 2,0 Common RailDokument68 SeitenSSP 403 - 2,0 Common Railstefanovicana1100% (2)
- Rman - Retail.ebook PDF WritersDokument57 SeitenRman - Retail.ebook PDF WritersTemesi Gábor100% (1)
- Hatz PDFDokument62 SeitenHatz PDFVinicio PradoNoch keine Bewertungen
- Der 1,6l-TDI-Motor Mit Common-Rail-Einspritzsystem Konstruktion Und FunktionDokument48 SeitenDer 1,6l-TDI-Motor Mit Common-Rail-Einspritzsystem Konstruktion Und Funktiongheorghe2100% (2)
- Jenbacher j624Dokument2 SeitenJenbacher j624xm861122Noch keine Bewertungen
- Reparaturanleitung NivaDokument232 SeitenReparaturanleitung NivaWernerG112100% (1)
- LV124Dokument85 SeitenLV124Alejandro GurubelNoch keine Bewertungen
- VGB S-010 ContentDokument10 SeitenVGB S-010 ContentNikolaos Orfanoudakis0% (1)
- 604 Audi 3,0l V6 TDI Biturbo Motor PDFDokument24 Seiten604 Audi 3,0l V6 TDI Biturbo Motor PDFNP100% (1)
- 3_Technical Engine DataDokument78 Seiten3_Technical Engine DataPetricaMamaliganNoch keine Bewertungen
- My Summer Car Guide FahrzeugaufbauDokument7 SeitenMy Summer Car Guide Fahrzeugaufbaumagnetoscopitus100% (4)
- Wartungsanleitung Yamaha TDM 900 (P) Ab 01-03 (German)Dokument503 SeitenWartungsanleitung Yamaha TDM 900 (P) Ab 01-03 (German)rabu64100% (4)
- en Vienna Motor Symposium PresentationDokument14 Seitenen Vienna Motor Symposium PresentationShraddha HarugadeNoch keine Bewertungen
- 8 DirekteinblassystemeDokument5 Seiten8 DirekteinblassystemeGörkiNoch keine Bewertungen
- Daimler Technikbausteine Fuer PKW DieselmotorenDokument24 SeitenDaimler Technikbausteine Fuer PKW DieselmotorenHermann S204100% (1)
- Datenblatt V3800-CR-TE4Dokument2 SeitenDatenblatt V3800-CR-TE4Vincent PateloupNoch keine Bewertungen
- Autodidactico 455 Motores 2010Dokument48 SeitenAutodidactico 455 Motores 2010beikoneNoch keine Bewertungen
- Volvo Tuning Sebcon41 - HandbuchDokument24 SeitenVolvo Tuning Sebcon41 - HandbuchHans ImGlückNoch keine Bewertungen
- Wartungshandbuch: Neues Verteilerrohrsystem Für NISSAN Motortyp YD1-K2Dokument40 SeitenWartungshandbuch: Neues Verteilerrohrsystem Für NISSAN Motortyp YD1-K2Bryan AndresNoch keine Bewertungen
- Vortrag BartoschDokument31 SeitenVortrag BartoschufonpuNoch keine Bewertungen
- 3516B InfoDokument1 Seite3516B Infoporter1980Noch keine Bewertungen
- SSP 656 3,0l-TDI-Motor Baureihe EA897evo2Dokument40 SeitenSSP 656 3,0l-TDI-Motor Baureihe EA897evo2strobo333Noch keine Bewertungen
- Motor ElectricDokument32 SeitenMotor ElectricAna Maria MoldovanNoch keine Bewertungen
- TD 2.9 Le de (c80) PDFDokument2 SeitenTD 2.9 Le de (c80) PDFThierry DelvienneNoch keine Bewertungen
- GS 95024-3-1 2013Dokument114 SeitenGS 95024-3-1 2013664bbdfvxnNoch keine Bewertungen
- De Sonyspeicher Datenblatt PDF PDFDokument2 SeitenDe Sonyspeicher Datenblatt PDF PDFCARLOS ANDRES SARMIENTO CUEVASNoch keine Bewertungen
- Etl Revo-E de en 2022 06 Dok40155Dokument18 SeitenEtl Revo-E de en 2022 06 Dok40155Alfonso Lopez toroNoch keine Bewertungen
- Nord ReduktoriDokument476 SeitenNord ReduktoriMilenkoBogdanovicNoch keine Bewertungen
- Suspensiones KBK PDFDokument88 SeitenSuspensiones KBK PDFPato PuruncajasNoch keine Bewertungen
- Audi 1.8T MotorDokument15 SeitenAudi 1.8T MotorTito100% (1)
- Das Abgasnachbehandlungssystem Selective Catalytic ReductionDokument56 SeitenDas Abgasnachbehandlungssystem Selective Catalytic ReductionVictor NewmanNoch keine Bewertungen
- Reform g3 DLG Test PDFDokument53 SeitenReform g3 DLG Test PDFvejnik07Noch keine Bewertungen
- DE Vienna Motor Symposium PresentationDokument14 SeitenDE Vienna Motor Symposium Presentationzo68Noch keine Bewertungen
- V2203M-E3B DeutschDokument2 SeitenV2203M-E3B Deutschricardo-sutterNoch keine Bewertungen
- 15 CERTIFICADO CHINT POWER CPS SCA10KTL-T1-EUDokument2 Seiten15 CERTIFICADO CHINT POWER CPS SCA10KTL-T1-EUMARCOS DANILO DE ALMEIDA LEITENoch keine Bewertungen
- DEUTZ G 2.2 / 2.9: Für Mobile Arbeitsmaschinen 26-54 KW Bei 2200-2600 Min EU Stufe V / US EPA Tier 4Dokument2 SeitenDEUTZ G 2.2 / 2.9: Für Mobile Arbeitsmaschinen 26-54 KW Bei 2200-2600 Min EU Stufe V / US EPA Tier 4bogdanmichaelNoch keine Bewertungen
- ssp371 2,5TDI Crafter-1Dokument30 Seitenssp371 2,5TDI Crafter-1BagrinNoch keine Bewertungen
- SSP 303 Touareg V10 TDI Motor deDokument48 SeitenSSP 303 Touareg V10 TDI Motor debozsokiakosNoch keine Bewertungen
- Planungshandbuch Ecodan 2015 2016 V2Dokument260 SeitenPlanungshandbuch Ecodan 2015 2016 V2Marco TheobaldNoch keine Bewertungen
- KD27V12 5BES EN b900Dokument7 SeitenKD27V12 5BES EN b900nguyenbinh20Noch keine Bewertungen
- Volvo Wheel LoaderDokument6 SeitenVolvo Wheel Loaderخطاب الشاميNoch keine Bewertungen
- Bock - Capacity Regulator (09900)Dokument8 SeitenBock - Capacity Regulator (09900)JagatjeetMNoch keine Bewertungen
- E-Class Saloon w212 Facts Technical-Data 344 de de 07-2013Dokument13 SeitenE-Class Saloon w212 Facts Technical-Data 344 de de 07-2013KiliaPoyieNoch keine Bewertungen
- Ts 33807Dokument58 SeitenTs 33807sabit1965Noch keine Bewertungen
- 8DAB OptimisationDokument7 Seiten8DAB OptimisationFarhan ShahNoch keine Bewertungen
- 920 D G 1748 D Diwa3e 2012-08 ScreenDokument8 Seiten920 D G 1748 D Diwa3e 2012-08 Screen4scribduserNoch keine Bewertungen
- QSM 11Dokument2 SeitenQSM 11Aung KyiNoch keine Bewertungen
- LT Datenblatt Tcd2013 deDokument4 SeitenLT Datenblatt Tcd2013 deCleiton AviNoch keine Bewertungen
- DIAMANT W Technische Daten - Auszg FHPK V2 0413Dokument5 SeitenDIAMANT W Technische Daten - Auszg FHPK V2 0413Karl GustavNoch keine Bewertungen
- 3701 EsvsDokument2 Seiten3701 EsvsSilviu DadusNoch keine Bewertungen
- Ficha Tecnica Excavadora Cat 315 DLDokument20 SeitenFicha Tecnica Excavadora Cat 315 DLJULIAN ESTRADANoch keine Bewertungen
- BMW-X2-Katalog-Preisliste (1)Dokument22 SeitenBMW-X2-Katalog-Preisliste (1)Marin ILOVSKINoch keine Bewertungen
- Product Note AMS 9AKK106497 DE 01-2015 LowresDokument4 SeitenProduct Note AMS 9AKK106497 DE 01-2015 LowresHernan NarezoNoch keine Bewertungen
- 03 P44 MarquardtDokument0 Seiten03 P44 MarquardtailgeviciusNoch keine Bewertungen
- vnx.su-SSP 048 de SuperB Двигатель 2.8 142кВт PDFDokument38 Seitenvnx.su-SSP 048 de SuperB Двигатель 2.8 142кВт PDFscodavnxNoch keine Bewertungen
- Bwts Library 155 192Dokument15 SeitenBwts Library 155 192Denis SaricNoch keine Bewertungen
- Die 10 Gebote der Löttechnik: Lötfertigung und RationalisierungVon EverandDie 10 Gebote der Löttechnik: Lötfertigung und RationalisierungNoch keine Bewertungen
- Messtechnik und Prüfstände für Verbrennungsmotoren: Messungen am Motor, Abgasanalytik, Prüfstände und MedienversorgungVon EverandMesstechnik und Prüfstände für Verbrennungsmotoren: Messungen am Motor, Abgasanalytik, Prüfstände und MedienversorgungNoch keine Bewertungen
- CompresimetroDokument8 SeitenCompresimetrothealbert86Noch keine Bewertungen
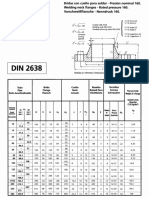
- BridasDokument4 SeitenBridasManuelNoch keine Bewertungen
- Super eDokument7 SeitenSuper eHarald MüllerNoch keine Bewertungen
- Mt-Propeller: Service Bulletin NoDokument11 SeitenMt-Propeller: Service Bulletin NoJulianaNoch keine Bewertungen
- SSP183Dokument61 SeitenSSP183vmiklenic1799Noch keine Bewertungen
- Ducati ST4Eu020334 Factory Parts ManualDokument175 SeitenDucati ST4Eu020334 Factory Parts ManualvargatiborNoch keine Bewertungen
- E3262LE242 450 1500 Biogas TAL Deutsch 8066Dokument7 SeitenE3262LE242 450 1500 Biogas TAL Deutsch 8066József VíziNoch keine Bewertungen