Das könnte Ihnen auch gefallen
- Prijfprotokoll Fur F&Fpa: Gebr. Magerle, AG MaschinenfabrikDokument193 SeitenPrijfprotokoll Fur F&Fpa: Gebr. Magerle, AG Maschinenfabrikramon martinezNoch keine Bewertungen
- Entwicklung Eines Analogieprozesses Zur Optimierung Des Diskon-Tinuierlichen ZahnflankenrpofilschleifensDokument9 SeitenEntwicklung Eines Analogieprozesses Zur Optimierung Des Diskon-Tinuierlichen ZahnflankenrpofilschleifensMarioNoch keine Bewertungen
- 13 A23 Slijpmachine - BookDokument8 Seiten13 A23 Slijpmachine - BookmuhammedasifNoch keine Bewertungen
- H3019 Aussentaster Innentaster DEDokument5 SeitenH3019 Aussentaster Innentaster DEmichaelpoeltl86Noch keine Bewertungen
- WSH-TOOL Circular Saw BladeDokument38 SeitenWSH-TOOL Circular Saw BladewshtoolsinternationalNoch keine Bewertungen
- Schenkelfeder FormelzeichenbegriffeDokument2 SeitenSchenkelfeder FormelzeichenbegriffeperchtNoch keine Bewertungen
- Heidenhain KT120Dokument10 SeitenHeidenhain KT120jacksonholland8335Noch keine Bewertungen
- Draht ProgrammDokument2 SeitenDraht Programmmagiva873Noch keine Bewertungen
- 09 - Bolzen-, Stiftverbindungen, SicherungselementeDokument8 Seiten09 - Bolzen-, Stiftverbindungen, SicherungselementeGábor SörösNoch keine Bewertungen
- Gleitlagertechnik Für Motorsport: High-Performance SerieDokument6 SeitenGleitlagertechnik Für Motorsport: High-Performance SerieJuan RomarNoch keine Bewertungen
- T3-2019 ArgueCard SIW9 DEDokument2 SeitenT3-2019 ArgueCard SIW9 DEKilangi Bryton BensonNoch keine Bewertungen
- Linhof Technika III Prospekt 1951Dokument4 SeitenLinhof Technika III Prospekt 1951Jörg MehrfertNoch keine Bewertungen
- WerkstueckspannungDokument73 SeitenWerkstueckspannungDanielNoch keine Bewertungen
- Iso OznakeDokument6 SeitenIso Oznakeantonio87Noch keine Bewertungen
- KONSTRUKTIONSELEMENTEDokument20 SeitenKONSTRUKTIONSELEMENTEHectorDavidPreciadoValenzuelaNoch keine Bewertungen
- Bohren HandbuchDokument19 SeitenBohren HandbuchNibelungeNoch keine Bewertungen
- Bauplan KantbankDokument9 SeitenBauplan KantbankSebastianSimonNoch keine Bewertungen
- Prospekt ZSMDokument24 SeitenProspekt ZSMapi-3808371Noch keine Bewertungen
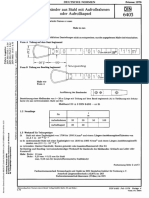
- DIN - 6403 MeßbänderDokument3 SeitenDIN - 6403 MeßbänderAlex.TohmNoch keine Bewertungen
- Seiten3 6Dokument1 SeiteSeiten3 6AdrianoNoch keine Bewertungen
- Sensor de Prox. Del ActuadorDokument14 SeitenSensor de Prox. Del ActuadorJorge Ignacio Brito de la CruzNoch keine Bewertungen
- B71909-C-T-P4S-UL: SpindellagerDokument2 SeitenB71909-C-T-P4S-UL: Spindellagerconggiang91Noch keine Bewertungen
- Optimill MF 4V: Harich Werkzeuge-Maschinen GMBH - Industriestr. 81 - 90537 FeuchtDokument5 SeitenOptimill MF 4V: Harich Werkzeuge-Maschinen GMBH - Industriestr. 81 - 90537 FeuchtbtkmouradNoch keine Bewertungen
- DIN 13-20.1983-10 - Metrisches ISO-Gewinde - Grenzmaße Für Regelgewinde Von 1 Bis 68 MM Nenndurchmesser Mit Gebräuchlichen ToleranzfeldernDokument6 SeitenDIN 13-20.1983-10 - Metrisches ISO-Gewinde - Grenzmaße Für Regelgewinde Von 1 Bis 68 MM Nenndurchmesser Mit Gebräuchlichen ToleranzfeldernbeqetNoch keine Bewertungen
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri75% (4)
- Ulmia Betriebsanleitung 1710SDokument53 SeitenUlmia Betriebsanleitung 1710SRüdiger Schmidt100% (1)
- Aufgabenstellung CAM Klauser Bildschirmtest SS15Dokument4 SeitenAufgabenstellung CAM Klauser Bildschirmtest SS15kanuni41Noch keine Bewertungen
- Datenblatt-Bb7000 RentalDokument5 SeitenDatenblatt-Bb7000 Rentalmats.antonis01Noch keine Bewertungen
- Deckel SOE PlaquetteDokument13 SeitenDeckel SOE Plaquettekellenbergerschaublin2Noch keine Bewertungen
- Ultra Praezision - Katalog 2014-2015 D, ENDokument372 SeitenUltra Praezision - Katalog 2014-2015 D, END.T.Noch keine Bewertungen
- 4 Cylinder Wobbler Steam Engine Model PlansDokument17 Seiten4 Cylinder Wobbler Steam Engine Model Plansjohn424Noch keine Bewertungen
- DM-WT707 Kin-Ba 23-010505-1-LDokument32 SeitenDM-WT707 Kin-Ba 23-010505-1-LJulivanNoch keine Bewertungen
- Din 5466-1 2000-10Dokument1 SeiteDin 5466-1 2000-10Krishna PrasadNoch keine Bewertungen
- Deckel Tehnische Mitteilungen 1 - 1958Dokument1 SeiteDeckel Tehnische Mitteilungen 1 - 1958ArniNoch keine Bewertungen
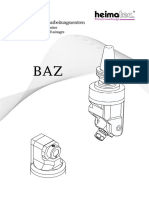
- Cabeçotes AngularesDokument31 SeitenCabeçotes Angularesfabricio.sousaNoch keine Bewertungen
- TGL 22838-05 07-1980Dokument8 SeitenTGL 22838-05 07-1980klausNoch keine Bewertungen
- 99D eDokument78 Seiten99D eassistante embNoch keine Bewertungen
- 6319 J20aaDokument1 Seite6319 J20aaLiju DanielNoch keine Bewertungen
- SchleusenwindenDokument3 SeitenSchleusenwindenIoannis SanoudosNoch keine Bewertungen
- 5 Kreisumfang Und Gestreckte LängenDokument10 Seiten5 Kreisumfang Und Gestreckte LängenlibrostecnicosNoch keine Bewertungen
- Datenblatt Br8000 4 RentalDokument4 SeitenDatenblatt Br8000 4 Rentalmats.antonis01Noch keine Bewertungen
- Stückzeitberechnung Für Mazak: Revolverplätze 1-6 Revolverplätze 7-12Dokument8 SeitenStückzeitberechnung Für Mazak: Revolverplätze 1-6 Revolverplätze 7-12KevinNoch keine Bewertungen
- Holder A20 A21s Bta AuszugDokument6 SeitenHolder A20 A21s Bta AuszugJozsefNoch keine Bewertungen
- SpineView Catalogue 25072022 PDFDokument19 SeitenSpineView Catalogue 25072022 PDFMétodo Marketing VendedorNoch keine Bewertungen
- 16 Eta 6497-1 PDFDokument12 Seiten16 Eta 6497-1 PDFGajicPipeNoch keine Bewertungen
- BICODokument3 SeitenBICOFernando BorgesNoch keine Bewertungen
- Cutting Threads Technology (Gewinde)Dokument16 SeitenCutting Threads Technology (Gewinde)Ush100% (3)
- Roto NT Fenster-Drehkipp-Beschlagsystem - Wartungs - U. BedienungsanleitungDokument14 SeitenRoto NT Fenster-Drehkipp-Beschlagsystem - Wartungs - U. Bedienungsanleitungjuergen JaeckelNoch keine Bewertungen
- Inbetriebnahmeanleitung FK11 - 13Dokument12 SeitenInbetriebnahmeanleitung FK11 - 13Miguel Angel Corrales GomezNoch keine Bewertungen
- Reamer HeadDokument4 SeitenReamer Headsiva kumarNoch keine Bewertungen
- Iglidur® Gleitlager ExperteDokument3 SeitenIglidur® Gleitlager ExperteUlf KuehlNoch keine Bewertungen
- En 10270-1Dokument50 SeitenEn 10270-1amikNoch keine Bewertungen
- S54 (High 1) in 288 - 0415E1880-01Dokument1 SeiteS54 (High 1) in 288 - 0415E1880-01gathercoNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- KFRAES100DEDokument594 SeitenKFRAES100DEFábioVidalNoch keine Bewertungen
- Tormek svd185Dokument20 SeitenTormek svd185vajdazitaNoch keine Bewertungen
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- Manual Compresor FiacDokument25 SeitenManual Compresor FiacMonica YirsaNoch keine Bewertungen
- Din 14094-1Dokument3 SeitenDin 14094-1Agustin CesanNoch keine Bewertungen
- 0 DoE Vorlesung Skript Aktuell PDFDokument78 Seiten0 DoE Vorlesung Skript Aktuell PDFdambaNoch keine Bewertungen
- Sharp MX4060V Und Habe Den Fehler h4Dokument3 SeitenSharp MX4060V Und Habe Den Fehler h4Harald KleinNoch keine Bewertungen
- BLL LayoutDokument1 SeiteBLL LayoutMarcel RöhrigNoch keine Bewertungen
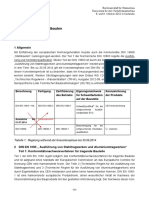
- Gabrys - Ausführung Von StahlbautenDokument7 SeitenGabrys - Ausführung Von StahlbautenLuxport01Noch keine Bewertungen
- Normatividad para Suprficies A PintarDokument2 SeitenNormatividad para Suprficies A PintarCirilo LaraNoch keine Bewertungen
- Exportwege Neu 1 PDFDokument2 SeitenExportwege Neu 1 PDFGabe33% (3)