Beruflich Dokumente
Kultur Dokumente
Kompatibilisierung Von Elastomerverschnitten Durch Kautschukadditive Mit Maßgeschneiderten Oberfl Ächeneigenschaften
Hochgeladen von
Rene BeversOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Kompatibilisierung Von Elastomerverschnitten Durch Kautschukadditive Mit Maßgeschneiderten Oberfl Ächeneigenschaften
Hochgeladen von
Rene BeversCopyright:
Verfügbare Formate
Beschichtete Kautschukadditive
Kompatibilisierung von Elastomerverschnitten durch
Kautschukadditive mit maßgeschneiderten
Oberflächeneigenschaften
M. Tiwari, R. Datta †, R. Guo, A. Talma, W. van Ooij, W. Dierkes, J. Noordermeer
Gummi ist ein herausforderndes Material, dessen Funktionalität stark von der Affinität seiner unterschiedlichen Bestandteile
und seiner Morphologie abhängt. Ein Weg, Polarität und Chemie der Füllstoffoberfläche maßzuschneidern, ist die Plasmabe-
schichtung. Werden Acetylen, Thiophen oder Pyrrol als Monomere verwendet, vermindert die Beschichtung die Polarität der Füll-
stoffe im Vergleich zu unbehandelter Kieselsäure und an der Oberfläche bilden sich ungesättigte C-C-Bindungen. Dies fördert
die Verträglichkeit der Füllstoff-Polymer-Gemische. Verglichen mit unbehandelter Kieselsäure verbessert sich mit allen plas-
mabeschichteten Füllstoffen in einem SBR/EPDM-Verschnitt die Füllstoff-Polymer-Kompatibilität. Entsprechend der Messung
des Payne-Effekts und der Verstärkerwirkung wird die beste Dispersion mit einer Pyrrol-Plasmabeschichtung erzielt. Mit die-
sem Verschnitt erreicht man gemessen am Anteil Bound Rubber auch die höchste Kautschuk-Füllstoff-Wechselwirkung. Erwar-
tungsgemäß verbessern sich dadurch die Festigkeitseigenschaften. In NBR/EPDM wird die Füllstoff-Füllstoff-Wechselwirkung
durch die Pyrrol-Plasmabeschichtung deutlich reduziert. Dies deutet auf eine ausgeglichene Verträglichkeit der pyrrolbeschich-
teten Kieselsäure in beiden Polymeren hin. Die Vulkanisateigenschaften beruhen auf einem Zusammenwirken von Dispersion und
Füllstoff-Polymer-Wechselwirkung, aber auch von Polymerverschlaufungen und Vernetzungsdichte. Alle mit plasmabehandelten
Kieselsäuren gefüllte NBR/EPDM-Mischungen weisen eine deutlich verbesserte Zugfestigkeit gegenüber denen mit unbehandelter
Kieselsäure auf, wobei mit polyacetylenbeschichteter Kieselsäure die besten Ergebnisse zu erzielen waren. Werden in SBR/EPDM-
Verschnitten plasmabeschichtete Vulkanisationsagenzien eingesetzt, erhöhen sich die Sicherheit der Mischungen gegen Anvul-
kanisation und die Reißfestigkeit. Gegenüber der Referenzmischung erzeugen alle modifizierten Vulkanisationssysteme in NBR/
EPDM-Verschnitten einen Anstieg des maximalen Drehmoments. Die mechanischen Eigenschaften der NBR/EPDM-Verschnitte
werden sogar noch deutlicher verbessert als im Fall von SBR/EPDM. Dies signalisiert eine ausgewogenere Verteilung der Vernet-
zungsstellen auf die unterschiedlichen Kautschukphasen verbunden mit einer homogeneren Rußdispersion. Zusammenfassend
ausgedrückt resultieren aus einer besseren Polaritätsanpassung zwischen Additiven und Polymeren bessere Materialeigenschaf-
ten. Die große Vielfalt von Monomeren für eine Plasmapolymerisation ermöglicht es, die Oberflächeneigenschaften der Additive
gezielt einzustellen.
Rubber is a challenging material, whose functionality strongly depends on the af-
finity of the different materials in the composite, and its morphology. One way to
Dr. Wilma K. Dierkes tailor polarity and chemistry of the filler surface is plasma coating. When using
acetylene, thiophene, or pyrrole as monomers, the coating results in a reduced
w.k.dierkes@utwente.nl
polarity of the filler compared to untreated silica, and unsaturated C-C bonds
are formed on the surface. This improves the compatibility of the filler-polymer
Dr. Mukund Tiwari, blends. In a SBR/EPDM blend, the filler-polymer compatibility is improved for all
Dr. Rabin N. Datta †, plasma coated fillers compared to untreated silica. The best dispersion is achieved
Dr. Rui Guo, by plasma-pyrrole coating, as measured by the Payne effect and reinforcement
Dr. Anke G. Talma, parameter. The rubber-filler interaction is also highest for this blend, as mea-
Prof. Jacques W. M. Noordermeer sured by the bound rubber content. As expected, this results in improved tensi-
le properties. In NBR/EPDM, the filler-filler interaction is significantly reduced
Fachbereich Elastomertechnologie und
by the plasma-pyrrole coating, which indicates a balanced compatibility of the
pyrrole-treated silica in both polymers. The properties of the vulcanisate show the
Ingenieurwesen, Universität Twente,
combinatorial effect of dispersion, filler-polymer interaction as well as polymer
Enschede, Niederlande
entanglements and crosslink density. All plasma treated silica filled NBR/EPDM
materials show a considerable increase in tensile strength compared to untrea-
Dr. William van Ooij ted silica, with polyacetylene treated silica resulting in the best properties. When
University of Cincinnati, Department of plasma coated curatives are used in SBR/EPDM blends, the scorch safety of the
Chemical and Materials Engineering, compounds is increased and the rupture energy is enhanced. In NBR/EPDM blends,
Cincinnati, OH, USA all packages of the modified curatives provide an increased maximum torque com-
pared to the control. Mechanical properties of the NBR/EPDM blend are improved
even to a higher extent than in the case of SBR/EPDM. This indicates a more ba-
Veröffentlichung mit freundlicher Genehmigung
lanced distribution of crosslinks along with more homogeneous carbon black dis-
von The Rubber Division, American Chemical
persion over the different rubber phases. Generally spoken, a better polarity match
Society, Inc., Akron, OH, USA between additives and polymers results in improved material properties. The wide
variety of monomers for the plasma polymerisation allows tailoing the surface
properties of the additives.
GAK 2/2014 – Jahrgang 67 87
Beschichtete Kautschukadditive
1. Einleitung Kohäsionsenergiedichte = Ecoh = ΔU
Diese Gleichung erlaubt es, die Domänen-
2
größe für Verschnitte abzuschätzen. So ist
Gummi ist kein einfacher Werkstoff, wie z. B. in einem Verschnitt von EPDM mit NBR
häufig unterstellt wird, sondern ein ziemlich der Δδ-Wert für dieses System 9,6 (MJ/m3)1/2
Löslichkeitsparameter = δ
kompliziertes Gemisch, das auch inkompati- 3 und die mit diesen Werten berechnete Domä-
= (Ecoh / V)1/2 = (ecoh)1/2 (MJ/m3)1/2
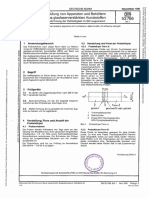
ble Komponenten enthält. Diese Bestandteile, nengröße ca. 10 µm. Abbildung 1 zeigt einen
insbesondere Polymere, Füllstoffe und Vulka- NBR/EPDM-Verschnitt. Die separaten Domä-
nisationsagenzien, sind aufgrund ihrer Polari- Werte für die Löslichkeitsparameter typi- nen sind deutlich sichtbar. Ihre Abmessungen
tätsunterschiede unverträglich. Darüber hinaus scher Kautschuke sind in Tabelle 1 aufgelistet betragen wenige µm, entsprechen also den
sind ebenso die Polymere als solche thermo- [3]. Die Unterschiede der δ-Werte dieser Poly- theoretisch ermittelten Dimensionen.
dynamisch unverträglich und unterscheiden sich mere sind groß genug, um Nichtmischbarkeit
häufig im Grad der Kohlenstoff-Kohlenstoff- zu verursachen. Deshalb sind die meisten Elas- Dieses Bild illustriert auch die Präferenz
Sättigung der Polymerketten und der Polarität. tomere nicht miteinander mischbar. des Füllstoffs Kieselsäure für eins der bei-
den Polymere. Die polaren Kieselsäurepar-
Das thermodynamische Kriterium für die Für Verschnitte von S-SBR oder anderen tikel weisen eine höhere Affinität zu NBR
Mischbarkeit ist eine negative Gibbssche Kautschuken wie BR, Hochvinyl-BR und E-SBR auf als zu dem weniger polaren und gesät-
freie Energie (Freie Enthalpie) ΔGm für das mit NR wird eine lineare Beziehung zwischen tigteren EPDM. Solch eine ungleichmäßige
Mischen [1]. Die Gibbssche freie Energie wird durchschnittlicher Domänengröße und Unter- Füllstoffverteilung führt zu einer Überver-
durch Gleichung 1 definiert: schieden in den Löslichkeitsparametern beob- stärkung einer Polymerphase und folglich
achtet. Viele inkompatible Verschnitte lassen zu einer Unterverstärkung der anderen.
ΔGm = ΔHm – T·ΔSm
sich durch Gleichung 4 beschreiben: Dadurch wird auch die Morphologie des
1
Polymerverschnitts beeinflusst.
d = 1260 (Δδ - 0,204) 4
ΔHm ist die Änderung der Mischenthalpie, Zudem führen unterschiedliche Polarität
ΔSm die Änderung der Mischentropie, und T und Sättigungsgrad der Polymere auch zu
die absolute Temperatur. wobei d die durchschnittliche Domänen- unterschiedlichen Affinitäten zu den ver-
größe in Nanometern ist [4]. schiedenen Additivarten. Konsequenzen
Die Änderung der Enthalpie während des
Mischens beruht auf der Wechselwirkungs-
energie und ist meist positiv. Die Wechsel-
wirkungsenergie entsteht durch Wasserstoff-
brückenbindungen, Dipolwechselwirkungen,
Van-der-Waals-Kräfte, Säure-Basen- und
Abb. 1:
Coulomb-Wechselwirkungen. Die Änderung AFM-Aufnahme von mit
der Entropie ist normalerweise aufgrund der unbehandelter Kiesel-
eingeschränkten Segmentmobilität gering. säure verstärktem NBR/
EPDM (50/50) (links:
Für Polymermischungen ist Nichtmischbar-
Höhenmodus / rechts:
keit daher wahrscheinlicher als Mischbarkeit. Phasenmodus, Bildgröße
2,5 x 2,5 µm2)
In der Regel wird für die Vorhersage der
Mischbarkeit von Polymeren der Löslichkeits-
Elastomer Löslichkeitsparameter in (MJ/m3)1/2
parameter δ verwendet. Grundsätzlich kann
gesagt werden, dass strukturelle Ähnlichkeit Acrylnitril-Butadien-Kautschuk (NBR)
die Mischbarkeit begünstigt. Als quantitati- ACN-Gehalt 18 % 18,0
ves Maß für diese Substanzeigenschaft gilt ACN-Gehalt 25 % 19,0
die Kohäsionsenergie. Die Kohäsionsenergie ACN-Gehalt 30 % 20,0
Ecoh einer Substanz ist definiert als Differenz ACN-Gehalt 39 % 21,0
der internen Energie U pro Mol dieser Subs- Naturkautschuk (NR) 16,9
tanz in festem Zustand und als freie Atome Polyisopren (IR) 16,7
(Gl. 2), falls alle intermolekularen Kräfte Polyisobutylen (PIB) 16,5
eliminiert sind [2]. Die Kohäsionsenergie pro Polyisobutylen-Isopren-Copolymer (IIR) 16,3
Volumeneinheit V wird als Kohäsionsenergie- Polychloropren (CR) 18,7
Tab. 1: Ethylen–Propylen-Copolymer (EPM) 16,6
dichte bezeichnet. Der Löslichkeitsparameter
Löslichkeitsparameter Ethylen-Vinylacetat (EVA) 17,5
ist als Quadratwurzel der Kohäsionsenergie- verschiedener Elasto-
dichte definiert (Gl. 3). mere Polydimethylsiloxan-Elastomer (PDMS) 15,0
88 GAK 2/2014 – Jahrgang 67
daraus sind die ungleichmäßige Verteilung sich nicht auf die Haupteigenschaften des 2. Experimentelles
der Additive auf die einzelnen Polymerpha- Materials auswirkt [7 – 13]. Es ist möglich,
sen und ein thermodynamisches Ungleich- die Oberfläche von Pulvern mit verschie- 2.1 Rohstoffe
gewicht nach dem Mischen. Letzteres führt denen Monomeren zu beschichten, was die
zur Entmischung und Reagglomeration der Eigenschaften der Oberflächen bezüglich In dieser Untersuchung wurden folgende
Additive. Ein sehr bekanntes Phänomen in ihrer Oberflächenenergie und ihrer Funktio- Polymere eingesetzt:
dieser Hinsicht ist die Ausflockung von Kie- nalität verändert. Erst kürzlich wurde der Ein-
selsäuren in S-SBR Mischungen [5]. fluss einer Acetylen-Plasmamodifikation von • Lösungs-SBR (Buna VSL 5025-0 HM, Lan-
Kieselsäure in verschiedenen Kautschuken xess GmbH) mit 25 % Styrol und 75 % Bu-
Ein weiteres Beispiel sind die Vulkanisati- und deren Verschnitten untersucht [13, 14]. tadien, 50 % davon in Vinylkonfiguration
onsagenzien, die bevorzugt in eine der Pha- Dies resultierte in einer Verbesserung der • EPDM (Keltan 4703, ehemals DSM Elasto-
sen wandern und dort Übervulkanisation Dispersion und der Füllstoff-Polymer- mers B. V.) mit einem Ethylidennorbornen-
dieser Phase und Untervulkanisation der Wechselwirkung. Die chemischen Gruppen Anteil von 9 %, einem Ethylengehalt von
anderen verursachen. Ein passendes Bei- auf der Füllstoffoberfläche können auch die 48 % und einem Propylengehalt von 43 %
spiel für diesen Effekt ist die Löslichkeit von mechanischen Eigenschaften der Vulkanisate • Acrylnitril-Butadien-Kautschuk (NBR, Per-
unlöslichem Schwefel, die in NBR niedriger beeinflussen, da sie an der Vernetzungsreak- bunan 3446F, Lanxess GmbH), mit 34,7 %
ist als in SBR und EPDM [6]. tion beteiligt sind. Acrylnitril und 65,3 % Butadien
Es gibt mehrere Möglichkeiten, die Unver- Im Folgenden wird die Plasmapolyme- Als verstärkender Füllstoff wurde konven-
träglichkeit der Hauptmischungsbestandteile risation zur Oberflächenmodifikation von tionelle, gefällte Kieselsäure (Ultrasil VN3,
zu überwinden: Füllstoffen und Vernetzern diskutiert. Die- Evonik Industries GmbH) in unverdichteter
ses Verfahren erlaubt die Oberflächenbe- Form eingesetzt, sowohl unbehandelt als
• Modifikation der Polymere, um so deren schichtung von Pulvern, wobei die chemi- auch oberflächenmodifiziert, wie in einer
Polarität der der anderen Mischungsbe- sche Struktur der Beschichtung durch das früheren Publikation beschrieben [15]. Die
standteile anzugleichen für den Prozess eingesetzte Monomer vor- Kieselsäure wurde mit Acetylen, Pyrrol und
• Modifikation der Oberfläche der Füllstof- bestimmt wird. Die Morphologie des Sub- Thiophen plasmabeschichtet. Die Beschich-
fe und der Vulkanisationsmittel, um die strats bleibt dabei erhalten, eine wichtige tungsmenge der Füllstoffoberfläche betrug
Benetzbarkeit und die Wechselwirkung Vorbedingung für die Füllstoffbehandlung. jeweils 5 Gew.-%, 1 Gew.-% bzw. 3 Gew.-%.
mit den Polymeren zu verbessern Die Polarität und die funktionalen Gruppen Im Vergleich zu der unbehandelten Kiesel-
• Anpassung des Mischverfahrens, z. B. können so gewählt werden, dass sie sowohl säure verringerte sich dadurch die Polarität
durch Y-Mischen zur Matrix des Materials passen, in dem sie der Proben, ermittelt über deren Wasserab-
eingesetzt werden sollen, insbesondere also sorption 14 h nach Beschichtung. Die Ab-
Die Plasmapolymerisation ist eine neue zu Elastomerverschnitten, als auch zu dem sorption an der Kieselsäureoberfläche ver-
Technik zur Oberflächenmodifikation, die geforderten Eigenschaftsprofil. ringerte sich bei der polyacetylenbeschich-
teten Probe auf 2/3, bei den polypyrrol- und
polythiophenbeschichteten Füllstoffen auf
1/3 [13].
Elementarer Schwefel (S8) - mit einer Teil-
Abb. 2: chengröße unter 100 mesh (150 µm) - für die
REM-Bilder unbehandel- Plasmabeschichtung wurde von Sigma-Ald-
ter und plasmabeschich-
rich bezogen. N-cyclohexyl-2-benzothiazol-
200 nm 200 nm teter Kieselsäure (links:
unbehandelt / rechts: mit sulfenamid (CBS) kam von Flexsys N. V. Für
Polyacetylen beschichtet)
Abb. 3: REM-Bild von acetylenbeschichtetem
Schwefel
Rohstoff Handelsname Hersteller
Toluol (AR) – Sigma-Aldrich
Bis-(triethoxysilylpropyl)tetrasulfid
Si69 Evonik
(TESPT)
Schwefel (S) - Solvay
N,N'-Diphenylguanidin (DPG) Perkacit DPG Flexsys
Zinkoxid – Sigma-Aldrich
Tab. 2:
Ruß N550 Cabot Ergänzungsliste der für 1 µm
Antioxidans (oligomeres 2,2,4-Tri- die Studie benutzten
Flectol TMQ Flexsys
methyl-1,2-dihydrochinolin) Rohstoffe
GAK 2/2014 – Jahrgang 67 89
Beschichtete Kautschukadditive
die Plasmapolymerisation wurden folgende Bei den Referenzmischungen mit Silanen der Füllfaktor 70 %. Die Mischungen wur-
Monomere verwendet: Acetylen (Reinheit erfolgte die Silanisierung der Kieselsäureober- den auf ein Schwabenthan-Laborwalzwerk
99,6 %, Matheson Tri Gas, USA), Perfluor- fläche durch das Kupplungsagens TESPT, wie (15 cm x 33 cm, Polymix 80) mit einer Frik-
hexan (Reinheit 99,6 %, Sigma-Aldrich) und allgemein üblich, direkt im Kneter. Um eine tion von 1:1,25 ausgestoßen, gekühlt und
Acrylsäure (Reinheit 99 %, Sigma-Aldrich). gute Silanisierung der Kieselsäureoberfläche als Felle abgenommen. Die Einarbeitung der
Die anderen in dieser Untersuchung ein- zu erreichen, sind die folgenden Kriterien Vernetzer erfolgte auf demselben Walzwerk
gesetzten Chemikalien sind in Tabelle 2 wichtig: Temperatur, Reaktionszeit und die nach einer vorgeschalteten Homogenisie-
zusammengefasst. Einzelheiten zu den plas- Entfernung von Ethanol [16]. Rotorgeschwin- rungsphase von 1 min innerhalb von 15 min
mabeschichteten Rohstoffen wurden bereits digkeit und Mischzeit wurden so gewählt, dass mit einer Endtemperatur von ca. 40 °C.
in vorhergehenden Publikationen veröffent- eine Auswurftemperatur zwischen 140 °C und
licht [13]. REM-Bilder der plasmabeschichte- 155 °C resultierte und sich damit eine gute 2.3 Charakterisierung der
ten Kieselsäure und des Schwefels zeigen die Silanisierung der Kieselsäure ergab. Kautschukmischungen
Abbildungen 2 und 3. Die plasmamodifizier-
ten Additive und deren Kurzbezeichnungen 2.2.2 Plasmamodifizierte 2.3.1 Payne-Effekt der unvulkanisier-
sind aus Tabelle 3 ersichtlich. Schwefelmischungen ten Mischungen
2.2 Mischungsherstellung Die Zusammensetzung dieser Compounds Die Mischungen wurden auf einem
ist in Tabelle 7, die Mischvorschriften für die RPA 2000 (Alpha Technologies) bei 100 °C,
2.2.1 Kieselsäuremischungen Mischungen mit plasmabeschichteten Vulka- einer Frequenz von 0,5 Hz und einer Verfor-
nisationsmitteln sind in Tabelle 8 wiederge- mungsamplitude im Bereich von 0,56 % bis
Die Rezepturen der S-SBR/EPDM- und der geben. Diese Mischungen wurden einstufig 100,04 % geprüft.
NBR/EPDM-Verschnitte sind in den Tabel- gemischt und die Vernetzer auf dem Walz-
len 4 und 5 angegeben. In den Rezepturen werk zugegeben. 2.3.2 Messung des Bound Rubbers
mit Silan wurde die Schwefeldosierung ent-
sprechend der Menge des in TESPT enthal- Die Ausgangstemperatur des Kneters war Die Bestimmung des Gehalts an Bound
tenen Schwefels angepasst, um überall mit 50 °C, die Rotorgeschwindigkeit 70 min-1 und Rubber erfolgte mit Toluol als Lösemittel
äquimolaren Dosierungen zu arbeiten.
Stoffe Monomer Bezeichnung
Alle Proben wurden dreistufig gemischt. Die
ersten beiden Mischdurchgänge erfolgten in Acetylen PA
Pyrrol PPy
einem Brabender Plasticorder Innenmischer Kieselsäure Thiophen PTh
350S mit 390 ml Kammervolumen. Die Misch- unbehandelt U
vorschrift für diese beiden Stufen zeigt Tabel- silanmodifiziert (TESPT) T
le 6. Die Ausgangstemperatur betrug 50 °C, Acetylen PPAS8
die Temperatur des Kühlmediums lag konstant Schwefel Acrylsäure PAAS8
Perfluorohexan PFHS8
bei 50 °C. Für die Rotorgeschwindigkeit erwie-
sen sich 85 min-1 als optimal. Schwefel und Tab. 3: Perfluorohexan PFHCBS
CBS
Ergänzungsliste zu den Acetylen PPACBS
Beschleuniger wurden in der dritten Stufe bei
in der Studie für die S-SBR/EPDM SE
40 °C auf einem Laborwalzwerk von Schwa- Materialien benutzten
benthan (100 ml) eingearbeitet. Abkürzungen NBR/EPDM NE
Tab. 4: Grundrezepturen der S-SBR/EPDM-Verschnitte mit Kieselsäure Tab. 5: Grundrezepturen der NBR/EPDM-Verschnitte mit Kieselsäure
Ingredienz SEU/phr SEPA/phr SEPTh/phr SEPPy/phr SET/phr Ingredienz SEU/phr SEPA/phr SEPTh/phr SEPPy/phr SET/phr
S-SBR 50 50 50 50 50 NBR 50 50 50 50 50
EPDM 50 50 50 50 50 EPDM 50 50 50 50 50
Kieselsäure 50 50 50 50 50 Kieselsäure 50 50 50 50 50
ZnO 2,5 2,5 2,5 2,5 2,5 ZnO 2,5 2,5 2,5 2,5 2,5
Stearinsäure 2,5 2,5 2,5 2,5 2,5 Stearinsäure 2,5 2,5 2,5 2,5 2,5
Silan (TESPT) – – – – 4,0 Silan (TESPT) – – – – 4,0
Schwefel 1,5 1,5 1,5 1,5 1,04 Schwefel 1,5 1,5 1,5 1,5 1,04
CBS 1,5 1,5 1,5 1,5 1,5 CBS 0,75 0,75 0,75 0,75 0,75
DPG 0,75 0,75 0,75 0,75 0,75 TMTD 0,4 0,4 0,4 0,4 0,4
TMTD 0,4 0,4 0,4 0,4 0,4 ZBEC 0,75 0,75 0,75 0,75 0,75
ZBEC 0,75 0,75 0,75 0,75 0,75 MBTS 0,75 0,75 0,75 0,75 0,75
90 GAK 2/2014 – Jahrgang 67
[17, 18]. Mit dieser Verfahrensweise wird (RPA 2000, Alpha Technologies). Der Dreh- S´0max – S´0min → Drehmomentdifferenz der
der gesamte Bound Rubber erfasst, näm- momentanstieg wurde über einen Zeitraum ungefüllten Kautschukmi-
lich die Summe aus physikalisch und che- von 30 min bei 160 °C, einer Frequenz von schung
misch gebundenem Kaut schuk [19, 20]. 0,833 Hz und einer Amplitude von 2,79 %
Die unvulkanisierten Proben (0,2 g) gemessen, daraus die optimale Vulkanisations- mF/mP → Füllgrad, wobei mF und mP
wurden sorgfältig zerkleinert und in zeit t90 der Proben bestimmt und die Prüfplat- jeweils dem Masseanteil
einem sehr feinmaschigen Stahldrahtkorb ten in der Presse entsprechend vulkanisiert. von Füllstoff und Polymer
72 h bei Raumtemperatur in 100 ml Toluol entsprechen
gelagert. Das Lösemittel war nach 24 h zu Die Verstärkungskennzahl (Füllstoff-Kaut-
erneuern. Die Extrakte wurden gesammelt, schuk-Wechselwirkungskonstante) αF [21] Die Füllstoff-Kautschuk-Wechselwir-
24 h in Luft gelagert und danach 24 h im wurde nach Gleichung 5 errechnet: kungskonstante αF ist eine füllstoffspezifi-
Vakuum bei 105 °C, um das Lösemittel zu sche Konstante, die vom Vulkanisationssys-
entfernen. Der Anteil Bound Rubber wird tem unabhängig, aber eng mit der Morpho-
S‘max – S‘min mF
in Prozent des Gesamtkautschukgehalts der αF = –1 · 5 logie des Füllstoffs verknüpft ist.
S‘0max – S‘0min mP
Mischung angegeben.
2.3.4 Relative Klassifizierung
2.3.3 Vulkanisationsverhalten und mit der Vernetzungsdichten
Verstärkungskennzahl αF
S´max – S´min → Drehmomentdifferenz Zur Bestimmung der scheinbaren Vernet-
Die Prüfung des Vulkanisationsverhaltens der kieselsäuregefüllten zungsdichte diente die Quellung einer gewo-
erfolgte mit dem Rubber Processing Analyser Mischung genen Gummiprobe in Toluol als Lösemittel.
Das 20 mm x 20 mm große Vulkanisat wur-
de aus einer 2 mm-Prüfplatte ausgestanzt,
Stufe 1
für 72 h bei Raumtemperatur in 100 ml
Zeit/min Aktion Toluol eingelagert [22] und dabei das Löse-
Befüllung der Mischkammer des Kneters mit Kautschuk,
0 mittel nach 24 h erneuert. Die Probe wur-
Stempel runter
Stempel hoch, ZnO, Stearinsäure, ½ Kieselsäure und ½ Silan de nach der Entnahme mit Filterpapier ab-
1
(wenn zutreffend) zugeben, Stempel runter getupft, sofort gewogen und anschließend
Stempel hoch, ½ Kieselsäure und ½ Silan (wenn zutreffend)
2 24 h bei 105 °C im Vakuum getrocknet, um
zugeben, Stempel runter
4 Säubern
das Lösemittel vollständig abzudunsten.
Der Wert für die Quellung Q ist definiert als
6 Auswerfen
Gramm Toluol pro Gramm Kautschuk und
Stufe 2
wird wie folgt berechnet:
Zeit/min Aktion Tab. 6:
0 Mischung aufgeben Mischverfahren für die
Verschnitte mit Kiesel- Q = (Gewicht gequollen – Gewicht trocken)
5 Auswerfen
säure / (Ausgangsgewicht x 100/Rezepturgewicht)
Unter Rezepturgewicht versteht man das
Ingredienz SE / phr NE / phr
Gesamtgewicht des Kautschuks plus alle
SBR 50 0 anderen Mischungsbestandteile, bezogen auf
NBR 0 50 100 Teile Kautschuk. Die scheinbare Vernet-
EPDM 50 50 zungsdichte ist der reziproke Quellwert 1/Q
ZnO 5 5 [17].
Stearinsäure 2 2
TMQ 1 1 2.3.5 Mechanische Eigenschaften
Ruß (N550) 40 40 Tab. 7:
Schwefel 2,5 2,5 Grundrezepturen der
Verschnitte mit plasma- Die Prüfplatten wurden auf einer Labor-
CBS 1,7 1,7 beschichteten Vernetzern presse WLP von Wickert bei 160 °C unter
einem Druck von 100 bar (10 MPa) abge-
heizt. Die Vulkanisationszeit entsprach der
Zeit/min Aktion
t90 der jeweiligen Mischung. Die Platten hat-
0 Befüllung der Mischkammer des Kneters mit Kautschuk, Stempel runter ten die Maße 90 mm x 90 mm x 2 mm. Die
3 Stempel hoch, ZnO, Stearinsäure, ½ Ruß zugeben, Stempel runter Tab. 8:
Spannungs-Dehnungseigenschaften wurden
6 Stempel hoch, ½ Ruß zugeben, Stempel runter Mischverfahren für die
Verschnitte mit plasma- nach ISO 37/Typ 2 auf einer Zugprüfmaschi-
10 Auswerfen beschichteten Vernetzern ne Z020 von Zwick gemessen.
GAK 2/2014 – Jahrgang 67 91
Beschichtete Kautschukadditive
3. Diskussion der Resultate im Vergleich mit allen anderen Kieselsäure- an Bound Rubber, die silanmodifizierte Kie-
varianten die niedrigste Füllstoff-Füllstoff- selsäure dagegen den niedrigsten Wert aller
3.1 Plasmamodifizierte Wechselwirkung. untersuchten Kieselsäuren.
Kieselsäure in S-SBR/EPDM
Der Grad der Kautschuk-Füllstoff-Wechsel- Eine niedrige Verstärkungskennzahl αF
Ein Teil der Ergebnisse dieser Untersuchun- wirkung wurde anhand der Anteile an Bound deutet auf eine bessere Füllstoffdispersion
gen wurde schon früher veröffentlicht. Aller- Rubber untersucht. In der Grafik (Abb. 5) sind im Polymer hin. Nach Abbildung 6 besitzt
dings beschränkte sich diese frühere Publi- die Werte für die Gesamtanteile Bound Rub- die Probe SEU mit unbehandelter Kieselsäure
kation auf SBR, EPDM und deren Verschnit- ber dargestellt. Da für diese Untersuchung die die höchste Verstärkungskennzahl, mithin
te als Matrix für die modifizierten Kiesel- Änderungen der Füllstoff-Polymer-Wechsel- also die schlechteste Verteilung des Füllstoffs
säuretypen [23]. Dieser Beitrag konzentriert wirkung – physikalisch und chemisch – maß- im Kautschuk. S-SBR/EPDM-Verschnitte,
sich auf den Vergleich verschiedener modi- gebend waren, wurde nicht zwischen kova- gefüllt mit pa-, ppy-, pth- bzw. silanmodi-
fizierter Additive, nämlich neben Kieselsäure lent gebundenem Kautschuk und adsorbier- fizierter Kieselsäure, weisen geringere Ver-
auch Vernetzer in Elastomerverschnitten. Die ten Polymerketten unterschieden [19, 20]. Die stärkungskennzahlen auf als der mit unbe-
Resultate der Kieselsäureuntersuchung in plasmamodifizierten Kieselsäuren weisen in handelter Kieselsäure gefüllte Verschnitt. Die
SBR und EPDM sollen nochmals kurz zu- allen Fällen deutlich höhere Anteile Bound Mischung mit silanmodifizierter Kieselsäure
sammengefasst werden. Rubber auf als die unbehandelten (SU) oder erreichte eine höhere Verstärkungskennzahl
silanisierten (ST). Die plasmapyrrolbeschich- als die mit plasmamodifizierten Kieselsäuren
Der Payne-Effekt wurde als Differenz der tete Kieselsäure erreicht den höchsten Gehalt gefüllten Verschnitte.
Speichermoduln G’ bei 0,56 % bzw. 100,04 %
Dehnung bestimmt. Er gibt einen Hinweis 0,8
auf die Füllstoff-Füllstoff-Wechselwirkung.
0,7
Die Werte für S-SBR/EPDM-Verschnitte mit
unbehandelter, plasmabehandelter und sila-
G'(0,56 %) - G'(100,04 %) / MPa
0,6
nisierter Kieselsäure zeigt Abbildung 4. Bei
diesen gefüllten S-SBR/EPDM-Verschnitten 0,5
führten die plasmaacetylen- (SEPA) und
plasmathiophenmodifizierten Kieselsäuren 0,4
(SEPTh) im Vergleich zu Verschnitten mit
0,3
unbehandelter Kieselsäure (SEU), plasma-
pyrrolbeschichteter Kieselsäure (SEPPy) und Abb. 4: 0,2
silanisierter Kieselsäure (SET) zu den höchs- Payne-Effekte bei unbe-
ten Werten für den Payne-Effekt. Der Ver- handelter, mit Acetylen, 0,1
Pyrrol, Thiophen plasma-
schnitt mit der pyrrolmodifizierten Kiesel-
beschichteter bzw. silani- 0,0
säure, SEPPy, wies den geringsten auf. Die sierter Kieselsäure in SEU SEPA SEPPy SEPTh SET
silanmodifizierte Kieselsäure zeigte jedoch S-SBR/EPDM-Verschnitten Probenbezeichnung
Abb. 5: Gehalt Bound Rubber bei unbehandelter, mit Acetylen, Pyrrol, Thiophen plas- Abb. 6: Verstärkungskennzahl bei unbehandelter, mit Acetylen, Pyrrol, Thiophen plas-
mabeschichteter bzw. silanisierter Kieselsäure in S-SBR/EPDM-Verschnitten mabeschichteter bzw. silanisierter Kieselsäure in S-SBR/EPDM-Verschnitten
70 10
60
8
50
Gehalt Bound Rubber / %
Verstärkungskennzahl αF
6
40
30
4
20
2
10
0 0
SEU SEPA SEPPy SEPTh SET SEU SEPA SEPPy SEPTh SET
Probenbezeichnung Probenbezeichnung
92 GAK 2/2014 – Jahrgang 67
Die Spannungs-Dehnungskurven der kie- träglichkeit und folglich die Dispersion der besserte Füllstoff-Polymer-Wechselwirkung
selsäuregefüllten S-SBR/EPDM-Vulkanisate Füllstoffe im Polymer verbessert. Im Gegen- zwischen PPy-, PA- und PTh-Kieselsäure und
finden sich in Abbildung 7. Der Verschnitt satz dazu erhöht die Plasma-Acetylen- bzw. S-SBR/EPDM-Kautschukverschnitten. Vergli-
mit unbehandelter Kieselsäure (SEU) erreicht Plasma-Thiophen beschichtung der Kiesel- chen mit allen anderen Proben weist der mit
nur sehr niedrige Werte für Modul, Reißfes- säure die Füllstoff-Füllstoff-Wechselwirkung ppy-beschichteter Kieselsäure gefüllte Ver-
tigkeit und Reißdehnung. Deutlich verbes- in den Verschnitten. Erklären lässt sich das schnitt die höchste Füllstoff-Polymer-Wech-
sern lassen sich die Festigkeitseigenschaften mit der unterschiedlichen Verträglichkeit selwirkung auf. Dies beruht auf dem besten
durch Füllung mit plasmamodifizierten Kie- der einzelnen Beschichtungen mit den Poly- Kompatibilisierungseffekt zwischen ppy-
selsäuren. Die höchsten Modulwerte erreicht meren. Dies kann etwa eine höhere Verträg- modifizierter Kieselsäure und S-SBR/EPDM-
man mit acetylen-plasmabeschichteter Kie- lichkeit von PA-Kieselsäuren mit EPDM in Verschnitt, wie auch bereits durch den nied-
selsäure (SEPA), die Reißfestigkeiten sind dem S-SBR/EPDM-Verschnitt sein, was zu rigen Payne-Effekt angedeutet.
jedoch mit SEPPy und SEPTh vergleichbar. einer Überfüllung der EPDM-Phase mit Kie-
Die Letzteren erzielen eine höhere Reißdeh- selsäure und dadurch zu höherer Füllstoff- Im Vergleich zu unbehandelter und silani-
nung. Mit dem mit silanisierter Kieselsäure agglomeration führt. Andererseits verursacht sierter Kieselsäure weisen die Verstärkungs-
gefüllten S-SBR/EPDM Verschnitt erhält man PPy-Kieselsäure einen geringeren Payne-Ef- kennzahlen der drei mit plasmamodifizier-
die höchste Reißfestigkeit und Reißdehnung, fekt, was auf eine gleichmäßigere Füllstoff- ter Kieselsäure gefüllten Proben auf eine
verglichen mit allen anderen Proben. verteilung zwischen beiden Polymerphasen bessere Dispersion hin. Mit pa- bzw. ppy-
hindeutet. Das mit silanisierter Kieselsäure beschichteter Kieselsäure gefüllte S-SBR/
Die relative Rangfolge der Vernetzungs- gefüllte Material nimmt eine Sonderstellung EPDM-Verschnitte weisen dabei die beste
dichten der vulkanisierten Proben ergibt sich ein: Es hat den niedrigsten Payne-Effekt in Dispersion aller untersuchten Proben auf.
aus Abbildung 8. SEU, SEPPy und SEPTh füh- allen Polymerkombinationen. So bleibt es ein Die im Vergleich zu SEU, SEPPy und SEPTh
ren zu recht ähnlichen Werten, liegen aber Diskussionspunkt, wie der Dispersionsgrad der höheren Modulwerte des mit PA-Kieselsäu-
unter den Vernetzungsdichten von SEPA und Kieselsäure in Bezug auf den Payne-Effekt re gefüllten S-SBR/EPDM-Verschnitts ist ein
SET. Die relative Rangfolge der entsprechen- bei Kautschukverschnitten zu interpretieren Resultat verbesserter Morphologie und Ver-
den Zugkurven für SBR/EPDM weist für SEPA ist. Gut belegt wurde der Payne-Effekt für träglichkeit. Die bessere Verträglichkeit von
und SET höhere Werte auf als für SEU. Mischungen auf Basis nur eines Kautschuks. PA-Kieselsäure ist vermutlich auf die besser
Ob diese Erkenntnisse in derselben Weise mit EPDM übereinstimmende Oberflächen-
Große Unterschiede der Oberflächenener- auch auf Verschnitte zutreffen, ist nicht be- energie zurückzuführen, bedingt durch die
gie zwischen Füllstoff und Polymer, star- kannt und muss deshalb in weiteren morpho- nach der Acetylen-Plasmapolymerisation
ke interpartikuläre Kräfte aber auch hohe logischen Untersuchungen geklärt werden. an der Kieselsäureoberfläche vorhande-
Füllgrade können hohe Füllstoffagglome- nen Ethylenfunktionalitäten. Die chemi-
ration hervorrufen, die aber abhängig von Der im Vergleich zu unbehandelter oder sche Struktur der Beschichtung ähnelt stark
der Verformung ist: der Payne-Effekt. Aus silanisierter Kieselsäure höhere Anteil an der Struktur von EPDM. Im Vergleich dazu
Abbildung 4 geht hervor, dass die Plasma- Bound Rubber für alle plasmamodifizierten besitzt der mit silanisierter Kieselsäure ge-
Pyrrolbeschichtung ganz eindeutig die Ver- Kieselsäuren, Abbildung 5, beweist eine ver- füllte S-SBR/EPDM eine höhere Reißfestig-
Abb. 7: Spannungs-Dehnungskurven von S-SBR/EPDM-Verschnitten verstärkt mit Abb. 8: Scheinbare Vernetzungsdichte 1/Q bei unbehandelter, mit Acetylen,
unbehandelter, mit Acetylen, Pyrrol, Thiophen plasmabeschichteter bzw. Pyrrol, Thiophen plasmabeschichteter bzw. silanisierter Kieselsäure in
silanisierter Kieselsäure S-SBR/EPDM-Verschnitten
16 0,50
SEU
SEPA 0,45
14
SEPTH
SEPPy 0,40
Scheinbare Vernetzungsdichte 1/Q
12 SET
0,35
10
Spannung / MPa
0,30
8 0,25
0,20
6
0,15
4
0,10
2 0,05
0 0,00
0 50 100 150 200 250 300 SEU SEPA SEPPy SEPTh SET
Dehnung / % Probenbezeichnung
GAK 2/2014 – Jahrgang 67 93
Beschichtete Kautschukadditive
keit bei vergleichbarem 100 %-Modul. Die silanisierter Kieselsäure (NET) noch niedriger. Die Verstärkungskennzahlen αF der ver-
wahrscheinlichste Ursache für die hohe Reiß- Obwohl sich die absoluten Werte aller Proben schiedenen Proben ergeben sich aus Abbil-
festigkeit dürfte die chemische Kupplungs- unterscheiden, ist überraschenderweise die re- dung 11. Die Proben mit Plasma-Acetylen-,
reaktion zwischen Polymer und Füllstoff sein, lative Rangfolge gleich der, die bereits in vor- Plasma-Pyrrol-, Plasma-Thiophenbeschich-
die im Laufe der Vulkanisation erfolgt [17]. hergehenden Untersuchungen für reine EPDM tung bzw. Silanmodifizierung der Kieselsäure
Dies wird durch die relative Rangfolge der -Mischungen gefunden wurde [15, 24, 25]. haben niedrigere Verstärkungskennzahlen als
Vernetzungsdichte (Abb. 8) bestätigt. das mit unbehandelter Kieselsäure gefüllte
In Abbildung 10 ist der Gehalt an Bound Material, ein Zeichen für einen geringeren
Generell zeigen alle plasmamodifizierten Rubber für die mit unbehandelter, mit plas- Agglomerationsgrad der Kieselsäure und
Proben eine Verbesserung hinsichtlich Füll- mamodifizierter und silanmodifizierter Kie- konsequenterweise eine bessere Verteilung
stoffverteilung und Festigkeitseigenschaf- selsäure gefüllten NBR/EPDM-Mischungen in den inkompatiblen Kautschukmatrices.
ten. Die verschiedenen Monomer-Plasma- dargestellt. Die Proben mit Plasma-Pyrrol- Den niedrigsten Wert besitzt die mit PPy-
beschichtungen verbessern aber Dispersion beschichtung (NEPPy) besitzen in dieser Kieselsäure gefüllte NBR/EPDM-Probe. Hier
und Vulkanisateigenschaften in unterschied- Gruppe den höchsten Bound-Rubber-Gehalt. ergibt sich nahezu dieselbe Rangfolge wie
lichem Ausmaß. Begründet ist dies durch den Mit unbehandelter Kieselsäure (NET) und für den Payne-Effekt entsprechend Abbil-
unterschiedlichen Kompatibilisierungsgrad silanisierter Kieselsäure (NEU) werden ähn- dung 9. Eine Ausnahme macht wiederum
innerhalb eines Kautschukverschnitts und liche Bound-Rubber-Anteile erreicht, beide die silanisierte Kieselsäure, die eine geringe-
abhängig von den verschiedenen in den Ver- liegen aber unter den mit plasmamodifizier- re Abnahme der Verstärkungskennzahl und
schnitten eingesetzten Kautschuken. ten Kieselsäuren gemessenen Werten. deshalb eine schlechtere Dispersion aufweist,
3.2 Plasmamodifizierte 1,2
Kieselsäure in NBR/EPDM 1,1
1,0
Die Payne-Effekt-Daten für NBR/EPDM-Ver-
G'(0,56 %) - G'(100,04 %) / MPa
0,9
schnitte mit unbehandelter, plasmaacetylen-,
0,8
plasmapyrrol-, plasmathiophenbeschichte-
0,7
ter und silanmodifizierter Kieselsäure sind in
Abbildung 9 zusammengefasst. Verglichen 0,6
mit der mit unbehandelter Kieselsäure ge- 0,5
füllten Mischung (NEU) weisen alle mit plas- 0,4
mamodifizierter Kieselsäure gefüllten NBR/ Abb. 9: 0,3
EPDM-Verschnitte niedrigere Werte für den Payne-Effekte bei unbe- 0,2
Payne-Effekt auf. Dabei zeigen die Proben mit handelter, mit Acetylen,
0,1
Pyrrol, Thiophen plasma-
plasmapyrrolbeschichteter (NEPPy) Kieselsäure
beschichteter bzw. sila- 0,0
in dieser Gruppe die niedrigsten Werte für den nisierter Kieselsäure in NEU NEPA NEPPy NEPTh NET
Probenbezeichnung
Payne-Effekt. Allerdings liegen die Effekte bei NBR/EPDM-Verschnitten
Abb. 10: Gehalt Bound Rubber bei unbehandelter, mit Acetylen, Pyrrol, Thiophen plas- Abb. 11: Verstärkungskennzahl bei unbehandelter, mit Acetylen, Pyrrol, Thiophen plas-
mabeschichteter bzw. silanisierter Kieselsäure in NBR/EPDM-Verschnitten mabeschichteter bzw. silanisierter Kieselsäure in S-SBR/EPDM-Verschnitten
50 18
16
40 14
Gehalt Bound Rubber / %
Verstärkungskennzahl αF
12
30
10
8
20
6
4
10
0 0
NEU NEPA NEPPy NEPTh NET NEU NEPA NEPPy NEPTh NET
Probenbezeichnung Probenbezeichnung
94 GAK 2/2014 – Jahrgang 67
als man aufgrund des deutlich reduzierten allerdings mit den entsprechenden Kurven Verschnitt, verglichen mit unbehandelten
Payne-Effekts erwartet hätte. für SBR/EPDM, so resultiert überraschen- und silanisierten Kieselsäuren, eine ausge-
derweise in diesem Fall keinerlei Korrelati- prägtere Füllstoff-Polymer-Wechselwirkung
Die Spannungs-Dehnungskurven der Vul- on zwischen dem Modul bei 100 % und der für alle plasmabeschichteten Kieselsäuren.
kanisate der verschiedenen kieselsäurege- relativen Vernetzungsdichte der mit unter- Mit Abstand die höchste Füllstoff-Polymer-
füllten NBR/EPDM-Vulkanisate gibt Abbil- schiedlichen Kieselsäuretypen gefüllten NBR/ Wechselwirkung (28 % Bound Rubber) in
dung 12 wieder. Im Gegensatz zu den nur EPDM-Verschnitten. dieser Reihe erzielt man mit plasmapyrrol-
mäßigen Effekten in den SBR/EPDM-Ver- beschichteter Kieselsäure im NBR/EPDM.
schnitten wurde bei NBR/EPDM-Verschnitten Die Abschirmung der Kieselsäureoberflä- Frühere Untersuchungen mit PPy-Kiesel-
mit pa-, ppy- und pth-beschichteten Kiesel- che durch Kohlenwasserstoffe vermindert säure in reinem NBR bzw. EPDM [25] zeig-
säuren gefüllten eine signifikante Änderung das Ausmaß der Wasserstoffbrückenbindun- ten, dass dieser Wert ungefähr dem Mittel-
der Spannungs-Dehnungskurven, zusammen gen. Daraus resultiert ein geringerer Payne- wert der reinen Polymere entspricht: 24 %
mit einer deutlichen Steigerung der Festig- Effekt. Abbildung 9 demonstriert, dass sich in EPDM und 34 % in NBR. Dies spricht für
keitseigenschaften als Auswirkung der Plas- die Oberflächenmodifikation der Kieselsäure eine ausgeglichene Verteilung der Kiesel-
mabeschichtung festgestellt. Dagegen wird durch jedes der unterschiedlichen Monome- säure in den beiden Polymeren sowie deren
mit unbehandelter Kieselsäure (NEU) nur re positiv auf den Payne-Effekt in den NBR/ gute Dispersion, was ja auch schon durch den
eine geringe Reißfestigkeit und Reißdehnung EPDM-Mischungen auswirkt. Aus der Gruppe niedrigen Payne-Effekt deutlich wurde. Die
erreicht. Mit der silanisierten Kieselsäure wird der hier für die Plasmabeschichtung von Kie- Beschichtung mit Polypyrrol kompatibilisiert
ganz eindeutig die höchste Modulzunahme selsäuren untersuchten Monomere, erwies sich den Füllstoff für beide Polymere und scheint
erzielt. Bei den Festigkeitseigenschaften die Polypyrrolbeschichtung als am wirksams- die Oberflächenenergie beider Kautschuke
erhält man mit polyacetylenbeschichteter, ten hinsichtlich der Abschirmung der Oberflä- des NBR/EPDM-Verschnitts in demselben
NEPA, und mit polypyrrolbeschichteter, che und der Verbesserung der Kompatibilität Ausmaß anzugleichen. In allen anderen Fäl-
NEPPy, Kieselsäure die besten Ergebnisse. Ver- mit den Polymeren. PPy-Kieselsäure erzeugt len ist der Gehalt an Bound Rubber in den
gleicht man diese Ergebnisse mit Erkenntnis- damit den besten Kompatibilisierungseffekt im Verschnitten niedriger als die beiden Wer-
sen aus früheren Arbeiten [24, 25], gleichen Verschnitt. Wie in den anderen Polymeren und te dafür in den reinen Kautschuken, woraus
sie denen mit reinem EPDM weit mehr und Polymerverschnitten weist auch hier die Probe sich eine ungleichmäßige Verteilung und
sicher nicht denen mit reinem NBR. Festzu- mit der silanisierten Kieselsäure den gerings- eine geringere Wechselwirkung mit den
halten bleibt, dass alle Festigkeitswerte der ten Payne-Effekt von allen auf. Die wirksame, Polymeren ableiten lässt. Am extremsten
NBR/EPDM-Verschnitte, unabhängig von der chemische Modifikation der polaren Kieselsäu- verhielt sich die Polyacetylenbeschichtung:
eingesetzten Kieselsäure, deutlich niedriger reoberfläche durch das Silan führt offenbar In NBR wurde ein Anteil von 37 % Bound
als die der reinen Polymere sind. noch zur besten Kompatibilisierung für alle in Rubber gemessen, in EPDM lag er bei 53 %
dieser Studie eingesetzten Polymere. und im Verschnitt reduzierte er sich sogar
Die relative Rangfolge der Vernetzungs- auf nur 23 % [25]. Die Verstärkungskennzah-
dichten der Vulkanisate zeigt Abbildung 13. Die Ergebnisse der Bestimmung des Bound len aller mit plasmamodifizierter Kieselsäure
Vergleicht man diese relative Rangfolge Rubbers (Abb. 10) verdeutlichen in diesem gefüllten Proben zeigen gegenüber unbe-
Abb. 12: Spannungs-Dehnungskurven von NBR/EPDM-Verschnitten verstärkt mit Abb. 13: Scheinbare Vernetzungsdichte 1/Q bei unbehandelter, mit Acetylen, Pyrrol,
unbehandelter, mit Acetylen, Pyrrol, Thiophen plasmabeschichteter bzw. Thiophen plasmabeschichteter bzw. silanisierter Kieselsäure in NBR/EPDM-
silanisierter Kieselsäure Verschnitten
12 0,65
NEU
0,60
NEPA
10 NEPPy 0,55
NEPTH
Scheinbare Vernetzungsdichte 1/Q
NET 0,50
0,45
8
Spannung / MPa
0,40
0,35
6
0,30
0,25
4
0,20
0,15
2 0,10
0,05
0 0,00
0 50 100 150 200 250 300 NEU NEPA NEPPy NEPTh NET
Dehnung / % Probenbezeichnung
GAK 2/2014 – Jahrgang 67 95
Beschichtete Kautschukadditive
handelter Kieselsäure den positiven Einfluss modifizierter Kieselsäure gefüllten NBR/EPDM- Die beiden schwefelhaltigen Kieselsäure-
der Modifikation auf die Dispersion an. Dies Materialien weisen eine deutlich höhere Reiß- Mischungen führen zu sehr unterschied-
korreliert mit dem Payne-Effekt, wie zuvor festigkeit als die mit unbehandelter Kieselsäure lichen Spannungs-Dehnungskurven. Die
schon ausgeführt. Das beste Ergebnis resul- auf. Der NEPA-Verschnitt hat die höchste Füllung mit silanisierter Kieselsäure bringt
tierte mit NEPPy: Es ist am besten disper- Reißfestigkeit, gefolgt von dem Verschnitt hohen Modul und Reißfestigkeit, aber gerin-
giert und bestätigt damit den Kompatibilisie- mit silanisierter Kieselsäure. Mit PA-Kieselsäure ge Reißdehnung, die polythiophenbeschich-
rungseffekt dieses oberflächenmodifizierten erzielt man den höchsten Modul bei 100 % tete Kieselsäure dagegen niedrigen Modul
Füllstoffs für den Elastomerverschnitt. Die und die höchste Reißdehnung aller kieselsäu- und Reißfestigkeit, jedoch hohe Reißdeh-
Absolutwerte der Verstärkungskennzahlen regefüllten NBR/EPDM-Mischungen. Da dies nung. Die Silanbeschichtung scheint hin-
sind deutlich höher als die der SBR/EPDM- entsprechend den vorhergehenden Versuchen sichtlich der Bildung zusätzlicher Vernet-
Verschnitte. Auch für den Payne-Effekt fin- einhergeht mit niedriger Vernetzungsdichte, zungsstellen effektiver zu sein, was sich auch
det sich derselbe Trend: höhere Werte bei mäßiger Dispersion und Kautschuk-Polymer- aus den Werten für die Vernetzungsdichte
NBR/EPDM als bei der anderen Polymer- Wechselwirkung, muss es sich um eine Folge ableiten lässt.
matrix. Das bedeutet, dass die Dispersion der Kompatibilisierung der beiden Polymere
in den NBR/EPDM-Verschnitten das Niveau durch den Füllstoff handeln, die die Schwä- Die relative Rangfolge der Vernetzungs-
der SBR/EPDM-Verschnitte nicht erreicht. chung durch die Phasengrenzen zwischen den dichte zeigt keinerlei Korrelation zu den
Obwohl hier eine ausgeglichene Verteilung Polymeren des Verschnitts reduziert. Entgegen Festigkeitseigenschaften, insbesondere
der Kieselsäure in den Kautschukkomponen- den Erwartungen bringt die mit Pyrrol plasma- in keinem Fall zum Modul bei 100 %. Mit
ten erreicht wurde, bleibt immer noch nur beschichtete Kieselsäure nicht die höchsten unbehandelter, polypyrrol- und silanbe-
eine geringe Kompatibilität mit beiden Po- Festigkeiten, obwohl, verglichen mit allen an- schichteter Kieselsäure gefüllte Proben be-
lymeren, was sich auch durch den geringen deren Proben, die beste Dispersion und die sitzen eine ähnliche Vernetzungsdichte. Die
Anteil Bound Rubber bestätigt. höchste Füllstoff-Kautschuk-Wechselwirkung mit polyacetylen- und polythiophenbe-
erlangt wurden. Dies kann durch eine Phasen- schichteten Kieselsäuren gefüllten Proben
Zu den Vulkanisateigenschaften tragen die grenzflächen-Unverträglichkeit zwischen NBR haben ebenfalls vergleichbare Vernetzungs-
Füllstoffdispersion, die Füllstoff-Kautschuk- und EPDM verursacht sein, die in diesem Fall dichten, wenn auch auf etwas niedrigerem
Wechselwirkung, das Polymernetzwerk und offensichtlich nicht durch den beschichteten Niveau. Eine zusätzliche Vernetzung durch
die Vernetzungsdichte bei. Alle mit plasma- Füllstoff vermindert wird. ungesättigte oder schwefelhaltige Gruppen
Abb. 14: AFM-Aufnahmen von mit unbehandelter Kieselsäure (a) und mit plasma-acetylenbeschichteter Kieselsäure (b) verstärktem S-SBR/EPDM (50/50)
(Bildgröße 2,5 x 2,5 µm2)
(a) Höhemodus (a) Phasenmodus (b) Höhemodus (b) Phasenmodus
Abb. 15: AFM-Aufnahmen von mit unbehandelter Kieselsäure (a) und mit plasma-acetylenbeschichteter Kieselsäure (b) verstärktem NBR/EPDM (50/50)
(Bildgröße 2,5 x 2,5 µm2)
(a) Höhemodus (a) Phasenmodus (b) Höhemodus (b) Phasenmodus
96 GAK 2/2014 – Jahrgang 67
wurde bei diesen Beschichtungen nicht fest- tung der Oberfläche mit Plasmapolymeren Polymeren kokontinuierliche Phasenmor-
gestellt. Verglichen mit der Vernetzungsdich- vermindert die Polarität, wie durch Penetra- phologien. Abbildung 15 zeigt die analo-
te der SBR/EPDM-Verschnitte ist hier jedoch tionsversuche mit Wasser [13] nachgewiesen gen NBR/EPDM-Verschnitte. Hier fallen die
die scheinbare Vernetzungsdichte signifikant wurde, und verbessert so die Verträglichkeit Unterschiede zwischen unbehandelter und
höher: 0,55 in NBR/EPDM zu 0,36 in SBR/ mit apolaren Polymeren. polyacetylenbeschichteter Kieselsäure nicht
EPDM. Die besten Festigkeitseigenschaften so sehr auf. In dem Verschnitt mit unbehan-
erhält man in den NBR/EPDM-Verschnitten AFM-Untersuchungen kamen zu dem delter Kieselsäure bildet sich wieder eine dis-
mit PA-Kieselsäure. Ergebnis, dass die Phasenmorphologie von kontinuierliche Phase. Hier sind die Domänen
Verschnitten durch den Füllstoff erheblich aber größer und ihre Abmessungen erreichen
Grundsätzlich verringern die für die Plas- beeinflusst werden kann. Abbildung 14 den Mikrometerbereich. Vergleicht man die
mabeschichtung ausgesuchten Monomere vergleicht einen SBR/EPDM-Verschnitt mit Aufnahmen im Höhenmodus, erkennt man,
die Oberflächenpolarität der Kieselsäure und unbehandelter bzw. mit acetylenbeschich- dass die Füllstoffaggregate und –agglomera-
bilden spezielle, reaktive Gruppen wie etwa teter Kieselsäure. In dem Verschnitt mit un- te der plasmamodifizierten Kieselsäure eine
Doppelbindungen und Schwefeleinheiten behandelter Kieselsäure ist eine der Poly- höhere Struktur aufweisen.
im Fall des Polythiophens. Bedingt durch merphasen diskontinuierlich und enthält die
die hohe Konzentration an Silanolgruppen Füllstoffe. Die Größe der Domänen beträgt 3.3 Plasmamodifizierter
an der Oberfläche der Kieselsäure (4 – 5 Sila- ungefähr wenige hundert Nanometer. Wird Schwefel in S-SBR/EPDM
nolgruppen per nm2 [26]) sind die Kieselsäu- diesem Verschnitt acetylenbeschichtete
ren sehr polar und hydrophil. Die Beschich- Kieselsäure zugemischt, entstehen in den Abbildung 16 sind die Rheokurven der
rußgefüllten SE-Verschnitte, vernetzt mit
12 unterschiedlichen Vernetzerkombinationen,
und der Kontrollmischung zu entnehmen. Mit
10 letzterer verglichen, zeigen alle Proben mit
modifizierten Vernetzern ein etwas niedri-
8 geres Drehmomentmaximum. Das niedrigste
Drehmoment / dNm
wurde mit PFHS8 + PFHCBS gemessen. Mit
6
Ausnahme des Systems PFHS8 + PFHCBS ver-
längern alle anderen Vernetzersysteme etwas
4
die Anvulkanisationszeit, verglichen mit der
Kontrolle Kontrollmischung.
PFHS8+PFHCBS
2 PPAS8+PFHCBS
Abb. 16:
PPAS8+PPACBS Rheokurven der mit Die Spannungs-Dehnungseigenschaf-
PFHS8+PPACBS unterschiedlichen Vernet-
0
ten der rußgefüllten SE-Verschnitte gibt
zerkombinationen vul-
0 10 20 30 40 50
kanisierten, rußgefüllten Abbildung 17 wieder. Im Vergleich zur Kon-
Zeit / min S-SBR/EPDM-Verschnitte trollmischung erreicht man mit den plasma-
polymermodifizierten Vernetzern merklich
Abb. 17: Spannungs-Dehnungseigenschaften der mit unterschiedlichen Vernetzerkombinationen vulkanisierten, verbesserte Reißfestigkeiten und Reißdeh-
rußgefüllten S-SBR/EPDM-Verschnitte nungen. Die Modulwerte bei 200 % Dehnung
Reißfestigkeit Modul 100 %
(M200) der mit plasmapolymermodifizierten
14 6 Vernetzern vulkanisierten SE-Verschnitte lie-
12 5
Spannung / MPa
gen mehr als doppelt so hoch wie der M100
Modul / MPa
10 4
8 der Kontrollmischung, wobei M200 der Kon-
3
6
4 2 trollmischung aufgrund der zu kurzen Reiß-
2 1 dehnung nicht existiert.
0 0
S8+CBS PFHS8 PPAS8 PPAS8 PFHS8 S8+CBS PFHS8 PPAS8 PPAS8 PFHS8
+ + + + + + + + In Verschnitten ungleicher Kautschuke, die
PFHCBS PFHCBS PPACBS PPACBS PFHCBS PFHCBS PPACBS PPACBS
EPDM enthalten, spielt die Füllstoffvertei-
Reißdehnung Modul 200 %
250 12 lung eine wichtigere Rolle als der Vernet-
Reißdehnung / %
200 10
zungsgrad. Der Grund, weswegen dennoch
Modul / MPa
8
150 in den rußgefüllten SE-Verschnitten verbes-
6
100
4 serte Eigenschaften erhalten werden, könnte
50 Nicht einer homogeneren Rußverteilung in den
2
messbar
S8+CBS PFHS8 PPAS8 PPAS8 PFHS8 S8+CBS PFHS8 PPAS8 PPAS8 PFHS8
Kautschukphasen zuzuschreiben sein. Es ist
+ + + + + + + + bekannt, dass die vernetzte Plasmapolymer-
PFHCBS PFHCBS PPACBS PPACBS PFHCBS PFHCBS PPACBS PPACBS
schicht in ihrem Netzwerk eingeschlossene
GAK 2/2014 – Jahrgang 67 97
Beschichtete Kautschukadditive
Radikale enthält. Dies beeinflusst möglicher- fallen deutlich besser aus. Wiederum sind Die Vernetzungsdichten der NE-Ver-
weise die Rußverteilung in den Kautschuk- die Modulwerte der mit plasmapolymermo- schnitte mit den unterschiedlichen Ver-
verschnitten. difizierten Vernetzern vulkanisierten NE-Ver- netzersystemen sind ebenfalls in Tabelle 10
schnitte bei 200 % Dehnung mehr als doppelt aufgelistet. Auch hier zeigten sich keine
In Tabelle 9 sind die Werte für die aus so hoch wie der 100 %-Modul. Die höchste nennenswerten Unterschiede in der Vernet-
den Flächen unter den vollständigen Span- Reißfestigkeit und Reißdehnung wurde in zungsdichte der unterschiedlichen Vulkani-
nungs-Dehnungskurven aus Abbildung 18 den NE-Verschnitten mit PAAS8 + PPACBS sate. Verbesserungen bei den mechanischen
errechnete Bruchenergie der rußgefüllten erzielt (Abb. 20 und 21). Dabei überrascht, Werten weisen auf eine ausgewogenere
SE-Verschnitte aufgelistet. Die mit Plasma- dass sich mit rußgefüllten NE-Verschnitten Verteilung der Vernetzungsstellen zusam-
polymeren beschichteten Vernetzersysteme signifikantere Verbesserungen als mit den men mit einer homogeneren Rußverteilung
haben alle eine höhere Bruchenergie. Die entsprechenden SE-Verschnitten einstellten. in den unterschiedlichen Kautschukphasen
höchste Bruchenergie wird mit dem Sys- hin.
tem PFHS8 + PPACBS erzielt. Die Zunah- Die durch Integration der Fläche unterhalb
me beträgt 33 % gegenüber der Kontroll- der Spannungs-Dehnungskurve errechnete Obwohl mit allen Vernetzerkombinationen
mischung. Die Vernetzungsdichte der mit Bruchenergie ist in Tabelle 10 wiedergege- generell eine Verbesserung erreicht wurde,
den unterschiedlichen Vernetzersystemen ben. Die größte Verbesserung wird mit dem ist das Ausmaß der Verbesserungen inner-
vulkanisierten SE-Verschnitte sind ebenfalls System PFHS8 + PPACBS mit einer Zunahme halb der unterschiedlichen Systeme nicht
in Tabelle 9 enthalten. Hier lassen sich keine um 90 % erzielt. gleich. Selbstverständlich spielt die Natur
Unterschiede feststellen.
Bruchenergie /
Probenbezeichnung Vernetzungsdichte / %
3.4 Plasmamodifizierter willkürliche Einheiten
Tab. 9:
Schwefel in NBR/EPDM Kontrollmischung 876 99,3
Bruchenergie und Ver-
netzungsdichte der mit PFHS8+PFHCBS 959 99,3
unterschiedlichen Vernet- PPAS8+ PFHCBS 1 107 99,2
Abbildung 19 zeigt die Rheokurven der
zerkombinationen vul- PPAS8+ PPACBS 1 088 99,3
rußgefüllten, mit unterschiedlichen Vernet- kanisierten, rußgefüllten
zerkombinationen vernetzten NE-Verschnitte S-SBR/EPDM-Verschnitte PFHS8+PPACBS 1 163 99,4
und die der Kontrollmischung. Im Gegen-
satz zu den SE-Mischungen erreichen alle Bruchenergie /
Probenbezeichnung Vernetzungsdichte / %
Mischungen ein höheres maximales Drehmo- willkürliche Einheiten
ment als die Kontrollmischung. Kontrollmischung 851 99,3
PFHS8+PFHCBS 1 094 99,0
Tab. 10:
Reißfestigkeit, Reißdehnung und Modul PPAS8+PFHCBS 1 341 99,0
Bruchenergie und Ver-
der NE-Verschnitte, vulkanisiert mit unter- netzungsdichte der mit PPAS8+PPACBS 1 586 99,1
unterschiedlichen Vernet- PFHS8+PPACBS 1 526 99,2
schiedlich modifizierten Vernetzersystemen,
zerkombinationen vul- PAAS8+PFHCBS 1 266 98,9
sind Abbildung 20 zu entnehmen. Reißfes- kanisierten, rußgefüllten
tigkeit und Reißdehnung der NE-Verschnitte NBR/EPDM-Verschnitte PAAS8+PPACBS 1 621 99,2
Abb. 18: Spannungs-Dehnungskurven der mit unterschiedlichen Vernetzerkombina- Abb. 19: Rheokurven der mit unterschiedlichen Vernetzerkombinationen vulkani-
tionen vulkanisierten, rußgefüllten S-SBR/EPDM-Verschnitte sierten, rußgefüllten NBR/EPDM-Verschnitte
12 14
12
10
10
8
Drehmoment / dNm
Spannung / MPa
8
6
6
4 Kontrolle
Kontrolle 4 PFHS8+PFHCBS
PFHS8+PFHCBS PPAS8+PFHCBS
2 PPAS8+PFHCBS PPAS8+PPACBS
PPAS8+PPACBS 2 PFHS8+PPACBS
PFHS8+PPACBS PAAS8+PFHCBS
0 PAAS8+PPAPCBS
0 50 100 150 200 0
0 10 20 30 40 50
Dehnung / % Zeit / min
98 GAK 2/2014 – Jahrgang 67
des für die Plasmabeschichtung eingesetz- vulkanisation zurückzuführen sind. Weitere penbeitragstheorie von Hoftijzer und van
ten Monomers eine wesentliche Rolle für das Untersuchungen zur Klärung dieser Phäno- Krevelen [2] verglichen. Die Löslichkeitspa-
Verhalten der behandelten Vernetzer. Eine mene sind deshalb notwendig. rameter von Elastomeren und Additiven kön-
mögliche Änderung der Verteilung des Rußes nen durch Addition der Beiträge aller funk-
in den ungleichen Verschnitten könnte durch 3.5. Prognose der Kompatibilität tionalen Gruppen innerhalb eines Moleküls
seine Wechselwirkung mit der Plasmapoly- anhand der Löslichkeitsparameter berechnet werden. Die Differenzen in den
merbeschichtung verursacht sein. Es lässt drei Beiträgen zum Löslichkeitsparameter
sich feststellen, dass die Eigenschaftsverbes- Die Ergebnisse der oben erläuterten δ (J1/2/cm3/2) nach Gleichung 6 kann dann
serungen rußgefüllter Kautschukverschnit- Untersuchungen wurden mit theoretischen zur Vorhersage der wechselseitigen Löslich-
te nicht einfach auf eine verbesserte Ko- Löslichkeitsberechnungen nach der Grup- keit herangezogen werden.
δd δp δh
Rohstoff δ2 = δ2d + δ2p + δ2h 6
(MJ/m3)1/2 mol-1 (MJ/m3)1/2 mol-1 J/mol
SBR 16,6 0,5 0
NBR 17,2 8,6 4,3 δd ist der Anteil der dispersen Kräfte, δp der
EPDM 16,4 0 0 der polaren Kräfte und δh der der Wasser-
Polyacetylen 15,8 0 0 stoffbrückenbindungen. Die drei Anteile
Polythiophen 23,6 0 0 Tab. 11:
Errechnete Löslichkeits- werden wie folgt berechnet:
Polypyrrol 23,0 11,6 10,7 parameter
δd = ΣFdi
7
Abb. 20: Spannungs-Dehnungseigenschaften der mit unterschiedlichen Vernetzerkombinationen vulkanisierten, ΣVi
rußgefüllten NBR/EPDM-Verschnitte
Reißfestigkeit Modul 100 %
16 6
⎯
14
√ ΣF
Spannung / MPa
δp = pi 8
Modul / MPa
12
10 4 ΣVi
8
6
⎯
2
4
√ ΣEhi
2
0 0 9
S8 + CBS PFHS8 PPAS8 PPAS8 PFHS8 PAAS8 PAAS8 S8 + CBS PFHS8 PPAS8 PPAS8 PFHS8 PAAS8 PAAS8 δh = ΣVi
+ + + + + + + + + + + +
PFHCBS PFHCBS PPACBS PPACBS PFHCBS PPACBS PFHCBS PFHCBS PPACBS PPACBS PFHCBS PPACBS
Reißfestigkeit Modul 200 %
16 14 Dabei sind Fdi, Fpi und Ehi die dispersen Kräfte,
14 12
Spannung / MPa
12 die polaren Kräfte und der Beitrag der Was-
Modul / MPa
10
10 8 serstoffbindungen jeder Gruppe. Vi ist der
8
6 6 Volumenbeitrag für jede Gruppe. Die wech-
4 4 Nicht
2 2 messbar selseitige Löslichkeit zweier Produkte 1 und 2
0
S8 + CBS PFHS8 PPAS8 PPAS8 PFHS8 PAAS8 PAAS8
0
S8 + CBS PFHS8 PPAS8 PPAS8 PFHS8 PAAS8 PAAS8
kann durch den Δδ Wert prognostiziert wer-
+ + + + + + + + + + + + den, der durch Gleichung 10 definiert ist:
PFHCBS PFHCBS PPACBS PPACBS PFHCBS PPACBS PFHCBS PFHCBS PPACBS PPACBS PFHCBS PPACBS
⎯⎯⎯⎯⎯⎯⎯
Δδ = √ (δd1δd2)2 + (δp1δp2)2 + (δh1δh2)2 10
14
Für eine gute wechselseitige Löslichkeit
12
sollte der Wert für Δδ klein sein, nach einer
10 Faustregel unter 5 (MJ/m3)1/2.
Spannung / MPa
8 Am Beispiel von EPDM soll die Berech-
nung der Löslichkeitsparameter erläutert
6
Kontrolle werden. Der in dieser Untersuchungsreihe
PFHS8+PFHCBS
4 PPAS8+PFHCBS Abb. 21: eingesetzte EPDM-Typ enthält 48 Gew.-%
PPAS8+PPACBS Spannungs-Dehnungs- Ethylen, 43 Gew.-% Propylen und 9 Gew.-
PFHS8+PPACBS
2
PAAS8+PFHCBS
kurven der mit unter- % Ethylidennorbornen. Berücksichtigt man
PAAS8+PPACBS schiedlichen Vernetzer-
die Molekulargewichte der Monomere, so er-
0 kombinationen vulka-
0 50 100 150 200 250 nisierten, rußgefüllten gibt sich ein Molverhältnis von 61:37:2. Fdi,
Dehnung / % NBR/EPDM-Verschnitte Fpi, Ehi und Vi wurden aus den Beiträgen der
GAK 2/2014 – Jahrgang 67 99
Beschichtete Kautschukadditive
funktionalen Gruppen eines jeden Mono- stoffen in SBR, und 17,1 (MJ/m3)1/2 mol-1 Es gibt mehrere mögliche Erklärungen für
mers unter Beachtung der Molverhältnisse bei der modifizierten Kieselsäure in EPDM. die Abweichung der tatsächlichen Resultate
aufsummiert. Die kalkulierten Löslichkeits- Demzufolge sollte die Füllstoff-Polymer- von der theoretischen Analyse:
parameter der verwendeten Polymere und Wechselwirkung gering sein. Die Füllstoff-
der Plasmapolymer-Filme sind in Tabel- verteilung zwischen den beiden Polymer- • Die Berechnung der Löslichkeitsparameter
le 11 aufgeführt. Die Löslichkeitsparameter phasen dürfte dadurch aber nicht signifikant der Plasmafilme ist möglicherweise nicht
der Gruppenbeiträge wurden dem Buch von beeinflusst werden, da der Füllstoff mit bei- sehr akkurat, da die Struktur der Filme
van Krevelen und Hoftijzer [2] entnommen. den Polymeren gleichermaßen unmischbar nicht genau bekannt ist.
ist. Infolgedessen muss man in beiden Pha- • Die Bedeckung der Oberfläche könnte
Wendet man die Gruppenbeitragsthe- sen eine mangelhafte Dispersion erwarten. nicht vollständig sein. Unbeschichtete
orie an, können die Löslichkeitsparame- Nach den experimentell ermittelten Daten Silanolgruppen erhöhen die polaren Kräfte
ter der plasmabeschichteten Additive grob verhielt sich Polypyrrol jedoch bezüglich der und den Beitrag der Wasserstoffbrücken-
abgeschätzt werden. Es wurde von folgenden Dispersion und der Füllstoff-Polymer-Wech- bindungen.
Annahmen ausgegangen: selwirkung von allen plasmamodifizierten • Die Eigenschaften dieser Art Verschnitte
Füllstoffe am besten, wie in Abbildung 4 werden neben der Kompatibilität durch
• Die Oberfläche der Additive ist durch die und 5 zu sehen ist. viele andere Faktoren bestimmt, z. B. durch
Plasmapolymere vollständig abgedeckt. die räumliche Struktur der Füllstoffe,
• Der Polyacetylenfilm besteht aus -CH2- NBR und EPDM sind weniger kompatibel physikalische Wechselwirkung zwischen
und =CH- Gruppen in äquimolaren Men- als SBR und EPDM; ihr Δδ-Wert ist 9,6 (MJ/ Füllstoff und Polymerketten, chemische
gen. m3)1/2mol-1. Von allen modifizierten Füllstof- Reaktionen zwischen Füllstoff und Poly-
• Der Polythiophenfilm besteht aus >CH-, fen ist nur polyacetylenbeschichtete Kiesel- mer, homogene Netzwerksbildung usw.
=CH- und -CH2- Gruppen in äquimola- säure aufgrund ähnlicher Struktureinhei-
ren Mengen und 20 % der Gruppen sind ten in ihrer chemischen Struktur mit EPDM Die unvollständige Beschichtung der
schwefelhaltig. kompatibel. Alle anderen Kombinationen Oberfläche dürfte der relevanteste Faktor
• Der Polypyrrolfilm besteht ebenfalls aus sind eher inkompatibel, denn ihre Δδ-Werte sein. Theorie und Praxis besser in Einklang
>CH-, =CH- und -CH2-Gruppen in äquimo- reichen von 7,2 (MJ/m3)1/2 mol-1 für die Kom- zu bringen, ist Gegenstand weiterer Unter-
laren Mengen. -NH- und >N- Gruppen lie- binationen von Polythiophen und EPDM bis suchungen.
gen mit einem Anteil von jeweils 10 % vor. 17,1 für die von Polypyrrol und EPDM.
Eine Vorbedingung für die wechselseitige In dem NBR/EPDM-Verschnitt sollte 4. Fazit
Löslichkeit ist der Anteil der Wasserstoffbrü- Polyacetylen EPDM bevorzugen und zu un-
ckenbindungen, der annähernd gleich sein gleicher Verteilung der Füllstoffe innerhalb Im SBR/EPDM-Verschnitt vermindert die
muß [2]. Unter diesem Gesichtspunkt sollten der beiden Verschnittphasen führen. Der Beschichtung der Kieselsäure mit Plasmapyr-
Polyacetylen und EPDM gut mischbar sein, hohe Payne-Effekt und der geringe An- rol die Füllstoff-Füllstoff-Wechselwirkung,
ebenso Polythiophen und SBR. NBR bildet teil Bound Rubber sind wahrscheinlich die die Beschichtungen mit Plasmaacetylen und
das stärkste Netzwerk an Wasserstoffbrü- Folge dieses Ungleichgewichts. Die Festig- Plasmathiophen erhöht sie dagegen. Dies
ckenbindungen, Polypyrrol liegt dazwischen. keitseigenschaften dieses Materials wer- erklärt sich durch die Kompatibilitätsunter-
Diese unterschiedliche Fähigkeit zur Bildung den dadurch allerdings nicht beeinflusst. schiede zwischen den Plasmabeschichtun-
von Wasserstoffbrückenbindungen illustriert Ausgeglichener erscheint die Situation gen und den Polymeren. Alle mit plasma-
die eingeschränkte Mischbarkeit dieser Ver- bei polythiophenbeschichteter Kieselsäure beschichteten Kieselsäuren gefüllten Proben
schnitte. in NBR/EPDM. Der Δδ-Wert beträgt hier
11,6 (MJ/m3)1/2mol-1 für NBR/Polythiophen Tab. 12: Errechnete Δδ-Werte
Die nach Gleichung 10 für die Verschnitte und 7,2 (MJ/m3)1/2mol-1 für EPDM/ Polythio-
Verschnitt Δδ (MJ/m3)1/2mol-1
errechneten Δδ-Werte sind aus Tabelle 12 phen. Der Füllstoff ist also mit beiden Poly-
ersichtlich. Aufgrund dieser Werte soll- meren wenig kompatibel. Dies sollte zu ei- SBR/EPDM 0,5
te der mit polyacetylenbeschichteter Kie- nigermaßen ausgeglichener Verteilung in NBR/EPDM 9,6
selsäure gefüllte SBR/EPDM-Verschnitt beiden Polymeren, aber auch zu schlechter SBR/Polyacetylen 0,9
homogen und gut mischbar sein, denn die Dispersion und geringer Füllstoff-Polymer- SBR/Polythiophen 2,7
Δδ-Werte für SBR/EPDM, SBR/Polyacetylen Wechselwirkung führen. Die Spannungs- SBR/Polypyrrol 16,7
und EPDM/Polyacetylen betragen 0,5, 0,9 und Dehnungseigenschaften dieses Verschnitts EPDM/Polyacetylen 0,6
0,6 (MJ/m3)1/2 mol-1. Die Kompatibilität des sind im Vergleich zu den beiden anderen mit EPDM/Polythiophen 7,2
polypyrrolmodifizierten Füllstoffs mit den plasmabeschichteten Füllstoffen gefüllten EPDM/Polypyrrol 17,1
Polymeren ist dagegen ziemlich gering, denn Verschnitten ziemlich niedrig, wahrschein- NBR/Polyacetylen 9,7
die Δδ-Werte sind sehr hoch: 16,7 (MJ/m3)1/2 lich bedingt durch die geringe Füllstoff- NBR/Polythiophen 11,6
mol-1 bei den polypyrrolbeschichteten Füll- Polymer-Wechselwirkung. NBR/Polypyrrol 9,1
100 GAK 2/2014 – Jahrgang 67
haben einen höheren Gehalt an Bound Rub- netzungsdichte wurden für dieses System [3] K. C. Baranwal, H. L. Stephens, Elastomer Tech-
ber als die mit unbehandelter oder mit sila- nicht festgestellt. nology: Special Topics, 1st edition, American
nisierter Kieselsäure gefüllten. Die höchste Chemical Society Rubber Division, Akron, OH,
Füllstoff-Polymer-Wechselwirkung wurde Diese Ergebnisse zeigen, dass Kompatibi- 2003
für den mit plasmapyrrolbeschichteter Kie- lität und Wechselwirkung von Kieselsäure [4] N. Tokita, Rubber Chem. Technol. 50 (1977),
selsäure gefüllten Verschnitt aufgrund der mit unterschiedlichen Kautschuken mit Hilfe 292
besten Kompatibilität gefunden. Gegenüber der Plasmapolymerisation durch Maßschnei- [5] S. Mihara, R. N. Datta, J. W. M. Noordermeer,
unbehandelter und silanisierter Kieselsäure dern der Oberflächenenergie der Füllstoffe Rubber Chem. Technol. 82 (2009), 524
ist die Dispersion aller drei plasmabeschich- gesteuert werden können. Unterschiedliche [6] R. Guo, A. G. Talma, R. N. Datta, W. K. Dierkes,
teten Kieselsäuren in den Verschnitten ver- Funktionalitäten und Polaritäten der Füll- J. W. M. Noordermeer, European Polym. J.
bessert. Die höheren Modulwerte des mit stoffoberfläche bestimmen Kompatibilität 44 (2008), 3890
PA-Kieselsäure gefüllten SE-Verschnitts und Wechselwirkung mit der Elastomerma- [7] L. Cho, H. Yasuda, J. Appl. Polym. Sci. Appl.
gegenüber den SE-Verschnitten mit unbe- trix, was zur Verbesserung der endgültigen Polym. Symp. 42 (1988), 139.
handelter bzw. plasmapyrrol- und plasma- Vulkanisateigenschaften führt. [8] D. Wang, J. Chen, J. Appl. Polym. Sci. 42 (1991),
thiophenbeschichteter Kieselsäure beruhen 233
auf der besseren Kompatibilität der PA-Kie- In den rußverstärkten SE-Verschnitten [9] L. Cho, P. M. Claesson, C.-G. Golander, K. Jo-
selsäure mit EPDM. war es nicht möglich, eine Verbesserung der hansson, J. Appl. Polym. Sci. 41 (1990), 1373
mechanischen Werte durch Einsatz eines [10] Y.-S. Yeh, Y. lriyama, Y. Matsuzawa, S. R. Han-
In dem NBR/EPDM-Verschnitt vermindert Vernetzersystems aus plasmaperfluorhe- son, H. Yasuda, J. Bio Mater. Res. 22 (1988),
im Vergleich zu unbehandelter Kieselsäure xanmodifiziertem Schwefel und unbehan- 795
die Plasma-Pyrrolbeschichtung die Füllstoff- deltem CBS zu erzielen. Nennenswerte Ei- [11] C.-P. Ho, H. Yasuda, J. Bio Mater. Res.
Füllstoff-Wechselwirkung signifikant, die genschaftsverbesserungen wurden allerdings 22 (1988), 919
Plasma-Acetylen- und –Thiophenbeschich- mit einem Vulkanisationssystem erreicht, in [12] C.-P. Ho, H. Yasuda, J. Appl. Polym. Sci.
tungen reduziert sie dagegen weniger. Dies dem beide Komponenten mit einem Plas- 39 (1990), 1541
deutet auf eine ausgewogene Verteilung des mapolymer beschichtet waren. Noch deut- [13] M. Tiwari, W. K. Dierkes, J. W. M. Noordermeer,
pyrrolbehandelten Füllstoffs auf beide Poly- lichere Verbesserungen wurden in den ruß- W. J. van Ooij, Polym. Adv. Technol. 19 (2008),
mere und auf einen positiven Einfluss auf gefüllten NE-Verschnitten erzielt. Es ist klar, 1672
die Kompatibilität innerhalb des Verschnitts. dass die mehr oder weniger homogene Ver- [14] M. Tiwari, W. K. Dierkes, R. N. Datta, A. G. Tal-
Darüber hinaus zeigt diese Kombination die teilung des Rußes in den unterschiedlichen ma, J. W. M. Noordermeer, W. J. van Ooij, KGK
beste Füllstoff-Polymer-Wechselwirkung Polymerphasen, vermutlich durch die Plas- 6 (2009), 306
und Dispersion. Dies führt jedoch nicht ins- mabeschichtung der Vernetzer beeinflusst, [15] M. Tiwari, R. N. Datta, A. G. Talma,
gesamt zu den besten mechanischen Werten auch hier eine wichtige Rolle spielt. Es sind J. W. M. Noordermeer, W. K. Dierkes,
dieses Verschnitts. aber weitere Untersuchungen erforderlich, W. J. van Ooij, Rubber Chem. Technol.
um die Vorgänge hinter diesen Veränderun- 82 (2009), 473
Alle mit plasmamodifizierter Kieselsäure gen aufzuklären. [16] W. K. Dierkes, J. W. M. Noordermeer, Intern.
gefüllten Proben haben im Vergleich zu Polym. Process. 22 (2007), 259
denen mit unbehandelter oder silanisierter [17] S. Wolff, Rubber Chem. Technol. 55 (1982), 967
Kieselsäure aufgrund der besseren Kompa- 5. Dank [18] J. L. Leblanc, P. Hardy, KGK 44 (1991), 1119
tibilität der Füllstoffe mit den Polymeren [19] S. Wolff, Rubber Chem. Technol. 69 (1996), 325
höhere Bound-Rubber-Anteile. Die Verbes- Die Autoren bedanken sich für die finanzi- [20] K. E. Polmanteer, C. W. Lenz, Rubber Chem.
serungen durch die verminderte Füllstoff- elle Unterstützung durch die Dutch Techno- Technol. 48 (1975), 795
Füllstoff- und erhöhte Füllstoff-Polymer- logy Foundation (STW), die Applied Science [21] S. Wolff, KGK 23 (1970), 7
Wechselwirkung resultiert letztendlich in Division von NWO, das Technologieprogramm [22] K. W. Scott, O. Lorenz, C. R. Parks, J. Appl.
einer besseren Dispersion aller drei mit Plas- des Wirtschaftsministeriums der Niederlan- Polym. Sci. 8 (1964), 2909
makieselsäure gefüllten Proben verglichen de, Projekt # TPC 6079. Auch Hexagon Com- [23] M. Tiwari, R. N. Datta, A. Talma, J. W. M. Noor-
mit den Proben mit unbehandelter oder si- pounding und Timcal Graphite and Carbon in dermeer, W. J. van Ooij, W. K. Dierkes, KGK
lanisierter Kieselsäure. Die im Vergleich zu Belgien sei für ihre Unterstützung gedankt. 61/10 (2008), 502
den Proben mit unbehandelter oder mit plas- [24] W. K. Dierkes, M. Tiwari, R. N. Datta, A. G. Tal-
mapyrrol- und plasmathiophenbeschichteter ma, J. W. M. Noordermeer, Rubber Chem. Tech-
Kieselsäure höheren Modul- und Festigkeits- 6. Literatur nol. 83 (2010), 404
werte der NBR/EPDM-Verschnitte mit PA- [25] M. Tiwari, W. K. Dierkes, J. W. M. Noordermeer,
Kieselsäure beruhen auf der besseren Kom- [1] D. R. Paul, C. B. Bucknall, Polymer Blends, W. J. van Ooij, Rubber Chem. Technol.
patibilität der PA-Kieselsäure mit EPDM und Vol. 2, John Wiley and Sons, New York, 2000 81 (2008), 276
einer verringerten Inkompatibilität zwischen [2] D. W. van Krevelen, Properties of Polymers, 3rd [26] R. K. Iler, The chemistry of silica, John Wiley
den zwei Polymerphasen. Einflüsse der Ver- edition, Elsevier, Amsterdam, 1990 and Sons, New York, 1979
GAK 2/2014 – Jahrgang 67 101
Das könnte Ihnen auch gefallen
- Strukturelles Kleben 100625Dokument43 SeitenStrukturelles Kleben 100625pawoe3064Noch keine Bewertungen
- (Foe10) Molekulare Funktinalisierung Von PolymeroberflächenDokument2 Seiten(Foe10) Molekulare Funktinalisierung Von Polymeroberflächenj.k.wunderleNoch keine Bewertungen
- Mat Chem Comp deDokument50 SeitenMat Chem Comp deNicolas AguilarNoch keine Bewertungen
- Articulo Aleman-Die ElastohidrodynamikDokument24 SeitenArticulo Aleman-Die ElastohidrodynamikMarcelino TorregrozaNoch keine Bewertungen
- Gussasphalt Auf BrueckenDokument3 SeitenGussasphalt Auf BrueckenCarlos Simón GonzalezNoch keine Bewertungen
- Ce Papers - 2023 - SeherDokument6 SeitenCe Papers - 2023 - Sehergilb79Noch keine Bewertungen
- WetzeletalZKGInt2011 2Dokument9 SeitenWetzeletalZKGInt2011 2أسامة ابراهيم ملقطNoch keine Bewertungen
- Bernhardt Et Al. - Development of A Ta C Diamond Like Carbon (DLC) Coating by Magnetron Sputtering For Use in Precision Glass Molding, 2013Dokument6 SeitenBernhardt Et Al. - Development of A Ta C Diamond Like Carbon (DLC) Coating by Magnetron Sputtering For Use in Precision Glass Molding, 2013Lara M IharaNoch keine Bewertungen
- Funktionelle Koordinationspolymerfilme aus Polyiminoarylenen mit Terpyridin-LigandenVon EverandFunktionelle Koordinationspolymerfilme aus Polyiminoarylenen mit Terpyridin-LigandenNoch keine Bewertungen
- Acrylic Foam 5385Dokument2 SeitenAcrylic Foam 5385Carlos SantosNoch keine Bewertungen
- 12 Rasche Zugscherversuch Klebtechnik 1990Dokument6 Seiten12 Rasche Zugscherversuch Klebtechnik 1990AwehroNoch keine Bewertungen
- PT - 3 - Grundlagen Und Typische AnwendungsfelderDokument46 SeitenPT - 3 - Grundlagen Und Typische AnwendungsfelderPeterNoch keine Bewertungen
- Influence of Carbon Black Fines ContentDokument8 SeitenInfluence of Carbon Black Fines ContentcronoromNoch keine Bewertungen
- ProdukteuebersichtDokument183 SeitenProdukteuebersichtEvTech PhilNoch keine Bewertungen
- PHD Thesis Graphen Als Flammschutzmittel in Thermoplast-KompositenDokument137 SeitenPHD Thesis Graphen Als Flammschutzmittel in Thermoplast-Kompositenkaplan mNoch keine Bewertungen
- Materials Today Nano, 2019, 5, 1000027Dokument36 SeitenMaterials Today Nano, 2019, 5, 1000027Grad OanaNoch keine Bewertungen
- Epdm Mold FoulingDokument12 SeitenEpdm Mold Foulingcronorom100% (1)
- Material EigenschaftenDokument23 SeitenMaterial EigenschaftenLu DitianNoch keine Bewertungen
- HandbuchSTATIK RZ ScreenDokument61 SeitenHandbuchSTATIK RZ ScreenIvana VukovicNoch keine Bewertungen
- Alotec 弯道Dokument2 SeitenAlotec 弯道ЧжэньаоNoch keine Bewertungen
- (Gro06) Schirmung Von KunststoffgehäusenDokument4 Seiten(Gro06) Schirmung Von Kunststoffgehäusenj.k.wunderleNoch keine Bewertungen
- Technisches Datenblatt HartchromDokument2 SeitenTechnisches Datenblatt HartchromfasdgNoch keine Bewertungen
- Variant Ha Us Group Katalog 2011Dokument69 SeitenVariant Ha Us Group Katalog 2011twygNoch keine Bewertungen
- Bci-001 1940 8 135 DDokument9 SeitenBci-001 1940 8 135 DGnoumou FayçalNoch keine Bewertungen
- Ob Omegabond Air SetDokument2 SeitenOb Omegabond Air Setmarko.jurcevicNoch keine Bewertungen
- Dispersionsschichten Mit Hexagonalem BornitridDokument9 SeitenDispersionsschichten Mit Hexagonalem Bornitridjoerg.beerlibluewin.chNoch keine Bewertungen
- Structural Materials From Renewable Resources (Biocomposites) TL918413Dokument11 SeitenStructural Materials From Renewable Resources (Biocomposites) TL918413VARUNNoch keine Bewertungen
- Wear Simulation of Worm Gears Based On An Energetic ApproachDokument11 SeitenWear Simulation of Worm Gears Based On An Energetic ApproachSevinc AgayevaNoch keine Bewertungen
- DBL 5453 2004-09Dokument17 SeitenDBL 5453 2004-09Oliver SteinrötterNoch keine Bewertungen
- Tabela de Compatibilidade - O-RingDokument162 SeitenTabela de Compatibilidade - O-RingEdmarCruzNoch keine Bewertungen
- PM Aluminum Camshaft Belt Pulleys For Automotive EnginesDokument11 SeitenPM Aluminum Camshaft Belt Pulleys For Automotive EnginesDarel Dalmasso100% (1)
- Asphalt Und Bitumen 02 - 22 Salpeterstraße - Sutor-FiedlerDokument5 SeitenAsphalt Und Bitumen 02 - 22 Salpeterstraße - Sutor-Fiedler杨森Noch keine Bewertungen
- TFP151 deDokument8 SeitenTFP151 dejoseantoniomontielNoch keine Bewertungen
- SGL Technische Info SIGRAFLEX Korrosionsvorgaenge DEDokument5 SeitenSGL Technische Info SIGRAFLEX Korrosionsvorgaenge DEluis claudio c, vieiraNoch keine Bewertungen
- Werk StoffeDokument8 SeitenWerk StoffeheyyjnkdlxdvwkgqcwNoch keine Bewertungen
- Nanostrukturierte Aluminiumfluoridschichten: Über das neuartige Niedertemperatur Sol-Gel Verfahren und die charakteristischen EigenschaftenVon EverandNanostrukturierte Aluminiumfluoridschichten: Über das neuartige Niedertemperatur Sol-Gel Verfahren und die charakteristischen EigenschaftenNoch keine Bewertungen
- DBL 6254 2005Dokument9 SeitenDBL 6254 2005krzysztofNoch keine Bewertungen
- DVS 2203-2 (2010)Dokument1 SeiteDVS 2203-2 (2010)Hagen_of_TronjeNoch keine Bewertungen
- Becker HG, PC I ABSDokument6 SeitenBecker HG, PC I ABScir74636Noch keine Bewertungen
- Cu OFEDokument11 SeitenCu OFEJan NoscilNoch keine Bewertungen
- Untersuchungen Zu Arteigenen Kristallinen Verkrustungen in Einem Kristallisationsprozess, CIT 2010, 82, No. 7Dokument4 SeitenUntersuchungen Zu Arteigenen Kristallinen Verkrustungen in Einem Kristallisationsprozess, CIT 2010, 82, No. 7Bernd SchultheisNoch keine Bewertungen
- Coniplay AP deDokument3 SeitenConiplay AP deIlies CristinaNoch keine Bewertungen
- DIN 53766 Part-1Dokument2 SeitenDIN 53766 Part-1ganrashNoch keine Bewertungen
- Präsentation PU Schaum 1 DE PDFDokument9 SeitenPräsentation PU Schaum 1 DE PDFJavier AlbercaNoch keine Bewertungen
- RetrieveDokument11 SeitenRetrieveEsther Jimenez MoraNoch keine Bewertungen
- Rheologische Messungen an Baustoffen 2017: Tagungsband zum 26. Workshop und Kolloquium, 21. und 22. Februar an der OTH RegensburgVon EverandRheologische Messungen an Baustoffen 2017: Tagungsband zum 26. Workshop und Kolloquium, 21. und 22. Februar an der OTH RegensburgNoch keine Bewertungen
- Herstellung Von Dünnschichten Auf Stereolithographieteilen Mittels CVD Und PVDDokument7 SeitenHerstellung Von Dünnschichten Auf Stereolithographieteilen Mittels CVD Und PVDBehruz ArghavaniNoch keine Bewertungen
- Depa Membran Pumpen Technisches DatenblattDokument8 SeitenDepa Membran Pumpen Technisches DatenblattRobNoch keine Bewertungen
- ZH k10 PDFDokument117 SeitenZH k10 PDFLomaNoch keine Bewertungen
- PVD Technologie TribologiaDokument4 SeitenPVD Technologie TribologiaEngels OchoaNoch keine Bewertungen
- Recommendation For Design and Construction of Concrete Structures Using Continuous Fiber Reinforcing MaterialDokument7 SeitenRecommendation For Design and Construction of Concrete Structures Using Continuous Fiber Reinforcing MaterialBrahim IssamNoch keine Bewertungen
- (KH10) - Weniger Ist Mehr - Kunststoffe Im Automobil Machen Autofahren UmweltfreundlicherDokument2 Seiten(KH10) - Weniger Ist Mehr - Kunststoffe Im Automobil Machen Autofahren Umweltfreundlicherj.k.wunderleNoch keine Bewertungen
- Kenngrössen Faser Verbund WerkstoffeDokument10 SeitenKenngrössen Faser Verbund WerkstoffeTarn KappeNoch keine Bewertungen
- Formieren Im Rohrleitungsund BehlterbauDokument6 SeitenFormieren Im Rohrleitungsund BehlterbauGabor VatoNoch keine Bewertungen
- Gasket Compatability Chart (Czech)Dokument46 SeitenGasket Compatability Chart (Czech)mcoswald83Noch keine Bewertungen
- Faserverbund FragenDokument5 SeitenFaserverbund FragenktmbaumNoch keine Bewertungen
- Basotect Sup ® Sup +-+Ideal+Sound+Absorption+and+Thermal+Insulation+for+the+Transportation+IndustryDokument30 SeitenBasotect Sup ® Sup +-+Ideal+Sound+Absorption+and+Thermal+Insulation+for+the+Transportation+Industrysava stoyanovNoch keine Bewertungen
- Innovative Seiltrommelkonstruktionen fБr die Mehrlagenwicklung mit FaserseilenDokument16 SeitenInnovative Seiltrommelkonstruktionen fБr die Mehrlagenwicklung mit Faserseilendroessaert_stijnNoch keine Bewertungen
- Storage Elastomer Seals - PTD3032 DEDokument4 SeitenStorage Elastomer Seals - PTD3032 DEzapchasty29Noch keine Bewertungen
- Budach PHD German ConditioningDokument338 SeitenBudach PHD German ConditioningGeopatarecaNoch keine Bewertungen