Das könnte Ihnen auch gefallen
- 06 Bewehrungsplan Ubungsprogramm 2022-05Dokument94 Seiten06 Bewehrungsplan Ubungsprogramm 2022-05pemslNoch keine Bewertungen
- Funkschau 1951 02 OCRDokument28 SeitenFunkschau 1951 02 OCRFredNoch keine Bewertungen
- Trennen Und Verbinden Von Kupfer Und KupferlegierungenDokument32 SeitenTrennen Und Verbinden Von Kupfer Und KupferlegierungenHagen_of_TronjeNoch keine Bewertungen
- Stahlbau1u2 PDFDokument261 SeitenStahlbau1u2 PDFAnonymous rhZTIMMf1LNoch keine Bewertungen
- Modern Materials For Forming and CuttingDokument13 SeitenModern Materials For Forming and CuttingNeelmaniNoch keine Bewertungen
- M340DE IsoplastDokument16 SeitenM340DE Isoplastkbwoniu123Noch keine Bewertungen
- Datenblatt en AW-5083Dokument1 SeiteDatenblatt en AW-5083Matthias SchlegelNoch keine Bewertungen
- M340 DatasheetDokument12 SeitenM340 DatasheetwaleedyossefNoch keine Bewertungen
- M303DEDokument16 SeitenM303DERomi AfriansyahNoch keine Bewertungen
- TFP151 deDokument8 SeitenTFP151 dejoseantoniomontielNoch keine Bewertungen
- Carbon BrushesDokument9 SeitenCarbon BrushesIsmael AgredoNoch keine Bewertungen
- Durostone Fasteners DE ENDokument20 SeitenDurostone Fasteners DE ENCOSKUN AYDINNoch keine Bewertungen
- 01 DYNAmore WS Kunststoffe HaufeDokument34 Seiten01 DYNAmore WS Kunststoffe HaufeAndrés Gordón GarcésNoch keine Bewertungen
- Cables - Crimping of Terminals and Connectors For Cross-Section 10 mm2Dokument14 SeitenCables - Crimping of Terminals and Connectors For Cross-Section 10 mm2Surya DarmaNoch keine Bewertungen
- WM 25062 EN PRO Mixer VW 2022 10Dokument9 SeitenWM 25062 EN PRO Mixer VW 2022 10sarath.kp.storage1Noch keine Bewertungen
- Hochfester Martensitaushärtbarer Stahl - W 1.6354Dokument12 SeitenHochfester Martensitaushärtbarer Stahl - W 1.6354Hagen_of_TronjeNoch keine Bewertungen
- BohlerDokument16 SeitenBohlerumair922Noch keine Bewertungen
- Werkstoff 1.2379 DatenblattDokument2 SeitenWerkstoff 1.2379 DatenblattGsm TechnikNoch keine Bewertungen
- Apyral 40 CD - TDSDokument2 SeitenApyral 40 CD - TDSRonal Deiby Cadavid PinzonNoch keine Bewertungen
- AtemschutzDokument1 SeiteAtemschutzgandroiidNoch keine Bewertungen
- Acoplamento - Catálogo TSCHANDokument32 SeitenAcoplamento - Catálogo TSCHANEduardo LopesNoch keine Bewertungen
- BW020DE - Datos Tecnicos Microinclusiones Segregaciones Techn - DetailsDokument15 SeitenBW020DE - Datos Tecnicos Microinclusiones Segregaciones Techn - DetailsOscar AlbaNoch keine Bewertungen
- M. Lechner - Hybride Holzbauteile Aus Laubholz-Furnieren Und Brettschichtholz AusDokument9 SeitenM. Lechner - Hybride Holzbauteile Aus Laubholz-Furnieren Und Brettschichtholz AusFredNoch keine Bewertungen
- Schrauben Im Vergleich Pirnbacher 2007Dokument22 SeitenSchrauben Im Vergleich Pirnbacher 2007schnullerbackeNoch keine Bewertungen
- Eucaflex H05RN-F - H07RN-F: LV Power CablesDokument4 SeitenEucaflex H05RN-F - H07RN-F: LV Power CablesMDHNoch keine Bewertungen
- Bestaendigkeitstabelle 02Dokument19 SeitenBestaendigkeitstabelle 02ivyhomeNoch keine Bewertungen
- Proxxon Micromot deDokument76 SeitenProxxon Micromot demike.walschewskyNoch keine Bewertungen
- Afflerbach Flyer deDokument2 SeitenAfflerbach Flyer deMahsum AcarNoch keine Bewertungen
- Revestimiento Rema CCDokument2 SeitenRevestimiento Rema CCDIVISION DENTAL COMINDENTNoch keine Bewertungen
- Din 58298 2005-12Dokument17 SeitenDin 58298 2005-12OTK Micro-FixNoch keine Bewertungen
- Coroplast 837X - 838XDokument2 SeitenCoroplast 837X - 838XdeeppriyagovuNoch keine Bewertungen
- Sika ThermometerDokument4 SeitenSika ThermometerIb esNoch keine Bewertungen
- Technisches Datenblatt HartchromDokument2 SeitenTechnisches Datenblatt HartchromfasdgNoch keine Bewertungen
- KT PneumatikDokument24 SeitenKT Pneumatiksachin sabaleNoch keine Bewertungen
- Material EigenschaftenDokument23 SeitenMaterial EigenschaftenLu DitianNoch keine Bewertungen
- Spec All 0Dokument9 SeitenSpec All 0Super HeroNoch keine Bewertungen
- ALOTEC 最小磨损,最大价值Dokument20 SeitenALOTEC 最小磨损,最大价值ЧжэньаоNoch keine Bewertungen
- Cu OFEDokument11 SeitenCu OFEJan NoscilNoch keine Bewertungen
- Technische Daten ISOVER EPS Perimeter 035 AW3 150Dokument1 SeiteTechnische Daten ISOVER EPS Perimeter 035 AW3 150Martin BergerNoch keine Bewertungen
- Ep500 20Dokument3 SeitenEp500 20Ulf KuehlNoch keine Bewertungen
- Superplast 10 MIXDokument2 SeitenSuperplast 10 MIXANTON NEAGUNoch keine Bewertungen
- Konventionelle Zyklengesteuerte Universalfräsmaschinen SEODokument10 SeitenKonventionelle Zyklengesteuerte Universalfräsmaschinen SEOmsarouNoch keine Bewertungen
- Converted 876e0bc1Dokument1 SeiteConverted 876e0bc1salim abdouNoch keine Bewertungen
- GS 96002-2 Resistance Spot Welding of Steels - QualityDokument7 SeitenGS 96002-2 Resistance Spot Welding of Steels - QualityTaofiq AbiolaNoch keine Bewertungen
- ZOLLERN-Broschuere Feinguss Legierungen DDokument16 SeitenZOLLERN-Broschuere Feinguss Legierungen DandreasNoch keine Bewertungen
- Ki DP 3 TL 10 2017Dokument2 SeitenKi DP 3 TL 10 2017LemonzooNoch keine Bewertungen
- Aar MS F DBDokument5 SeitenAar MS F DBAaron GeogreNoch keine Bewertungen
- Grundlagen Der Passungsauswahl - Maßtoleranzen Und PassungenDokument1 SeiteGrundlagen Der Passungsauswahl - Maßtoleranzen Und PassungentolgaNoch keine Bewertungen
- A4200 DGBF-5-HASCO Seal ElementDokument8 SeitenA4200 DGBF-5-HASCO Seal ElementMile DuricNoch keine Bewertungen
- Prospect Burghie Armate Cu Placute Amovibile ZTD02, ZTD03, ZTD04, ZTD05 (2015)Dokument8 SeitenProspect Burghie Armate Cu Placute Amovibile ZTD02, ZTD03, ZTD04, ZTD05 (2015)Pascu Tiberiu CiprianNoch keine Bewertungen
- Werkstoffe Und Service Fuer Die Keramikindustrie Rev 2 0-De3263003Dokument48 SeitenWerkstoffe Und Service Fuer Die Keramikindustrie Rev 2 0-De3263003andreasNoch keine Bewertungen
- Robusal R 800Dokument2 SeitenRobusal R 800Bruno AgueroNoch keine Bewertungen
- Dispersionsschichten Mit Hexagonalem BornitridDokument9 SeitenDispersionsschichten Mit Hexagonalem Bornitridjoerg.beerlibluewin.chNoch keine Bewertungen
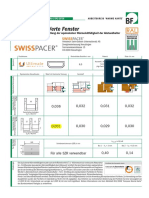
- Pages From BF - Datenblätter Psi-Wert Fenster 09.2016Dokument1 SeitePages From BF - Datenblätter Psi-Wert Fenster 09.2016vmilicNoch keine Bewertungen
- SWISSPACER Ultimate-RnD.07.10.21Dokument1 SeiteSWISSPACER Ultimate-RnD.07.10.21sanjaNoch keine Bewertungen
- HSM Datenblatt 1.4404Dokument2 SeitenHSM Datenblatt 1.4404Schönmeier AndreNoch keine Bewertungen
- Labo10 26Dokument22 SeitenLabo10 26kinjal gevariyaNoch keine Bewertungen
- Special Materials Aerospace and AutomotiveDokument16 SeitenSpecial Materials Aerospace and AutomotivetumoyeNoch keine Bewertungen
- K100DEDokument16 SeitenK100DEMoutaz IsmailNoch keine Bewertungen
- EagleBurgmann BT-FN DEDokument4 SeitenEagleBurgmann BT-FN DEtemal98Noch keine Bewertungen
- StoehrArmaturen Univers1200 PDFDokument30 SeitenStoehrArmaturen Univers1200 PDFkkaranagNoch keine Bewertungen
- Untersuchungen zur Trägerschädigung durch Bohrspülungen und BehandlungsflüssigkeitenVon EverandUntersuchungen zur Trägerschädigung durch Bohrspülungen und BehandlungsflüssigkeitenNoch keine Bewertungen
- L329DEDokument8 SeitenL329DEMahmoud NasrNoch keine Bewertungen
- H525DEDokument8 SeitenH525DEMahmoud NasrNoch keine Bewertungen
- Antinit A611: BöhlerDokument6 SeitenAntinit A611: BöhlerMahmoud NasrNoch keine Bewertungen
- A101DEDokument8 SeitenA101DEMahmoud NasrNoch keine Bewertungen
- 3.1.2 Mindestvorgaben Der Planung PDFDokument7 Seiten3.1.2 Mindestvorgaben Der Planung PDFSzabi BartokNoch keine Bewertungen
- PL Alba PDFDokument22 SeitenPL Alba PDFruebli11Noch keine Bewertungen
- Unimec CatalogDokument82 SeitenUnimec CatalogPajserchinaNoch keine Bewertungen
- Arbeitshilfe 2.4 NeuDokument2 SeitenArbeitshilfe 2.4 NeuimotalpNoch keine Bewertungen
- Frankenpflaster 4-Fach Verschiebesicher - 03 2018Dokument1 SeiteFrankenpflaster 4-Fach Verschiebesicher - 03 2018Frank DetailerNoch keine Bewertungen
- innoERREX Preisliste2011Dokument33 SeiteninnoERREX Preisliste2011innoerrexNoch keine Bewertungen
- Schwerbeton / StrahlenschutzbetonDokument6 SeitenSchwerbeton / StrahlenschutzbetonpeterpaulwNoch keine Bewertungen
- DeckenvergleichDokument2 SeitenDeckenvergleichDieter StolzNoch keine Bewertungen