Das könnte Ihnen auch gefallen
- Transfer- und Folgeverbundwerkzeuge: Technikführer mit Fachbegriffen Deutsch - EnglischVon EverandTransfer- und Folgeverbundwerkzeuge: Technikführer mit Fachbegriffen Deutsch - EnglischNoch keine Bewertungen
- ProbeDokument6 SeitenProbeBM PannaNoch keine Bewertungen
- GS 92005 Flat NutsDokument3 SeitenGS 92005 Flat NutsCraig StoneNoch keine Bewertungen
- KEMMLER NL 2020 IndustrieDokument32 SeitenKEMMLER NL 2020 Industriesb15mcsNoch keine Bewertungen
- Din 30630 2008-03Dokument14 SeitenDin 30630 2008-03Archivar1Noch keine Bewertungen
- WSH TapsDokument113 SeitenWSH TapswshtoolsinternationalNoch keine Bewertungen
- KEMMLER Catalogue - 2020Dokument780 SeitenKEMMLER Catalogue - 2020Muhammad Saad and CompanyNoch keine Bewertungen
- Din en 10056-1Dokument10 SeitenDin en 10056-1hadi 002002Noch keine Bewertungen
- 7 Strohm Feinler Op 2021Dokument5 Seiten7 Strohm Feinler Op 2021Diego ChiliquingaNoch keine Bewertungen
- DS 22120 0008 deDokument2 SeitenDS 22120 0008 debeneNoch keine Bewertungen
- Wsh-Special ReamerDokument88 SeitenWsh-Special ReamerwshtoolsinternationalNoch keine Bewertungen
- Kemmler 2017 Katalog Catalogue OnlineDokument720 SeitenKemmler 2017 Katalog Catalogue OnlineNica BogdanNoch keine Bewertungen
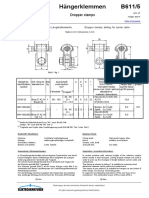
- Dropper Clamps: Zum Inhaltsverzeichnis Table of KeywordsDokument2 SeitenDropper Clamps: Zum Inhaltsverzeichnis Table of KeywordsramsesiNoch keine Bewertungen
- Ilovepdf MergedDokument7 SeitenIlovepdf Mergeddzenan97Noch keine Bewertungen
- Kata LogDokument48 SeitenKata LogdzenekNoch keine Bewertungen
- DIN 3015-1 - Halterungsschellen - Schellen in Blockform - Leichte Reihe (L) (JAN 1999)Dokument12 SeitenDIN 3015-1 - Halterungsschellen - Schellen in Blockform - Leichte Reihe (L) (JAN 1999)willianNoch keine Bewertungen
- Elasto Gummi Hohl FedernDokument4 SeitenElasto Gummi Hohl FedernAhmet HamamcıoğluNoch keine Bewertungen
- DIN 13920-dlDokument7 SeitenDIN 13920-dlRafael MeciasNoch keine Bewertungen
- GS 96002-3 Resistance Spot Welding of Steels - TestingDokument5 SeitenGS 96002-3 Resistance Spot Welding of Steels - TestingTaofiq AbiolaNoch keine Bewertungen
- Din 6930-2Dokument16 SeitenDin 6930-2Alanevh AlanevhNoch keine Bewertungen
- Catalog Hu FriedyDokument12 SeitenCatalog Hu FriedyAndres Alberto Sanchez LaraNoch keine Bewertungen
- Din - 15261-1Dokument3 SeitenDin - 15261-1Bimovag SrlNoch keine Bewertungen
- Din 128 PDFDokument3 SeitenDin 128 PDFalifuat duyguNoch keine Bewertungen
- May Regimuri de Aschiere 2010Dokument228 SeitenMay Regimuri de Aschiere 2010asdadsadasNoch keine Bewertungen
- Katalog Elemenata Po Standardima - Detaljniji PDFDokument31 SeitenKatalog Elemenata Po Standardima - Detaljniji PDFSrdjan PetrovicNoch keine Bewertungen
- Din en 10060Dokument10 SeitenDin en 10060AleGPNoch keine Bewertungen
- LMT Fraesen V1 02 PDFDokument454 SeitenLMT Fraesen V1 02 PDFManikanda PrabhucNoch keine Bewertungen
- Din 6930-2 - 1Dokument16 SeitenDin 6930-2 - 1Enes MEMİS50% (2)
- Zusammenfassung Spanende WerkzeugmaschinenDokument29 SeitenZusammenfassung Spanende WerkzeugmaschinenTobias EichingerNoch keine Bewertungen
- Formulário T-MAXDokument2 SeitenFormulário T-MAXWilson DantasNoch keine Bewertungen
- GS 96002-2 Resistance Spot Welding of Steels - QualityDokument7 SeitenGS 96002-2 Resistance Spot Welding of Steels - QualityTaofiq AbiolaNoch keine Bewertungen
- Hpes 12 - 1Dokument7 SeitenHpes 12 - 1ElMacheteDelHuesoNoch keine Bewertungen
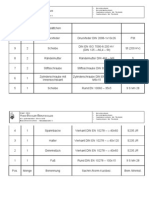
- Lösungsvorschlag Stückliste PMHDokument4 SeitenLösungsvorschlag Stückliste PMHapi-3717881Noch keine Bewertungen
- DIN 941-1 SenkdurchmesserDokument8 SeitenDIN 941-1 SenkdurchmesserLinuNoch keine Bewertungen
- GS 96002-1 Resistance Spot Welding of Steels - DesignDokument11 SeitenGS 96002-1 Resistance Spot Welding of Steels - DesignTaofiq AbiolaNoch keine Bewertungen
- Megapulley Engted 01 13 WebDokument49 SeitenMegapulley Engted 01 13 Webtomislav_horvat_fsbNoch keine Bewertungen
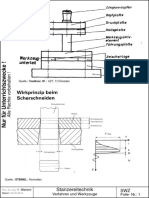
- Stanz PDFDokument30 SeitenStanz PDFIvica ŠtrlekNoch keine Bewertungen
- Busch D Hartmetall Stahl Keramik GesamtkatalogDokument91 SeitenBusch D Hartmetall Stahl Keramik GesamtkatalogAndrei AlexaNoch keine Bewertungen
- M303DEDokument12 SeitenM303DEMahmoud NasrNoch keine Bewertungen
- Fresas de ModuloDokument6 SeitenFresas de ModuloBryan dennis villaNoch keine Bewertungen
- 6972 - Gate Valve FireKing OSF DN50-300Dokument2 Seiten6972 - Gate Valve FireKing OSF DN50-300Roger AklNoch keine Bewertungen
- Discos PferdDokument60 SeitenDiscos PferdFausto HaroNoch keine Bewertungen
- DIN EN ISO 3015-1 - Tubing ClampDokument12 SeitenDIN EN ISO 3015-1 - Tubing Clampkannan sNoch keine Bewertungen
- GS 93016 2013-01Dokument48 SeitenGS 93016 2013-01Karolina KuderNoch keine Bewertungen
- Schweiausführungen Druckgeräte Din en 1708-1Dokument73 SeitenSchweiausführungen Druckgeräte Din en 1708-1Jan GronauNoch keine Bewertungen
- GesamtkatalogDokument186 SeitenGesamtkatalogReza AldavoodNoch keine Bewertungen
- BA BohrmaschineDokument25 SeitenBA BohrmaschineHugoLamotteNoch keine Bewertungen
- DIN 2605-2 KolanaDokument9 SeitenDIN 2605-2 KolanaGentelmanOnlyNoch keine Bewertungen
- DIN 50125 Металлы. Испытания на растяжениеDokument14 SeitenDIN 50125 Металлы. Испытания на растяжениеeprstzzNoch keine Bewertungen
- 07 Arbeitsplan 22-04-09Dokument5 Seiten07 Arbeitsplan 22-04-09api-198031700% (1)
- P05K EinzelseitenDokument2 SeitenP05K EinzelseitenomarNoch keine Bewertungen
- Din 34828 2005 - 09Dokument4 SeitenDin 34828 2005 - 09^passwordNoch keine Bewertungen
- Din 7437 1998-08Dokument4 SeitenDin 7437 1998-08rtsultanNoch keine Bewertungen
- TBi ZubehoerDokument32 SeitenTBi ZubehoerAlbedewi AlkhalifaNoch keine Bewertungen
- DIN 30630-2008 Technical DrawingsDokument14 SeitenDIN 30630-2008 Technical DrawingsSezgin BayrakNoch keine Bewertungen
- RZ Major SetDokument25 SeitenRZ Major SetsigmakarsaNoch keine Bewertungen
- Remy & Remy Argumenta Pal 1975Dokument10 SeitenRemy & Remy Argumenta Pal 1975PaBloNoch keine Bewertungen
- G-1301074-P-KON-31-0101-001 (Rev-E)Dokument2 SeitenG-1301074-P-KON-31-0101-001 (Rev-E)Jibin Reji KoshyNoch keine Bewertungen
- Din 508 Tuerca en TDokument5 SeitenDin 508 Tuerca en TAleGPNoch keine Bewertungen
- Din en Iso 8740Dokument3 SeitenDin en Iso 8740calr207186Noch keine Bewertungen
- Din en 14399-1Dokument24 SeitenDin en 14399-1Szanto AttilaNoch keine Bewertungen
- Handbuch10 1Dokument50 SeitenHandbuch10 1PeterD0% (1)
- Din en 1301-1 2008-12Dokument12 SeitenDin en 1301-1 2008-12Ahmed AlzubaidiNoch keine Bewertungen
- Din en 1561-2012-01Dokument35 SeitenDin en 1561-2012-01muratNoch keine Bewertungen
- Zerspanen Deutsch 2007 PDFDokument771 SeitenZerspanen Deutsch 2007 PDFhugo.hauslgmail.comNoch keine Bewertungen
- 1 Baustoffe EigenschaftenDokument23 Seiten1 Baustoffe EigenschaftenMartinAlfonsNoch keine Bewertungen
- Normenuebersicht ZFP 22-08-2017Dokument1 SeiteNormenuebersicht ZFP 22-08-2017Marciel AmorimNoch keine Bewertungen
- Din en Iso 4957 2001 deDokument32 SeitenDin en Iso 4957 2001 deКонстантинПаечкинNoch keine Bewertungen