Beruflich Dokumente
Kultur Dokumente
Wig Schweissfibel PDF
Hochgeladen von
mist6125Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Wig Schweissfibel PDF
Hochgeladen von
mist6125Copyright:
Verfügbare Formate
www.ewm.
de
E
I
N
F
A
C
H
M
E
H
R
W
I
S
S
E
N
EWM-
SCHWEISSLEXIKON
W
I
G
-
F
i
b
e
l
E
I
N
F
A
C
H
SCHW
E
I
S
S
E
N
E
I
N
F
A
C
HW
IS
S
E
N
THE WORLD OF WELDING
E
N
T
E
R
T
H
E
F
U
T
U
R
E
THE WORLD OF EWM
EWM, europaweit einer der fhrenden Hersteller von HIGHTEC-Schweissgerten,
bietet die ganze Welt des Schweissens. Unsere umfassende Produktpalette deckt
jeden Aufgabenbereich ab - von portablen Kleinstgerten fr den flexiblen
Baustelleneinsatz bis zur mechanisierten Roboter-Anwendung, z. B. in der
Groindustrie. Durch die permanente Entwicklung innovativster Technologien
schaffen wir ausschlielich Schweissmaschinen, mit denen auch der
anspruchsvollste Profi jede Herausforderung souvern meistert.
Bei gibt es von allem EWM EINFACH MEHR!
In Sachen Schweisstechnologie geht EWM keine Kompromisse ein.
In allen ihren Hightech Komponenten vereinen EWM Schweissgerte zukunftsorientierte
Spitzentechnologie auf hchstem Qualittsniveau.
EWM - Einfach mehr, wenn`s ums Schweissen, den Service, die Zuverlssigkeit und den Kunden
geht.
Einfach mehr...
...von ber 40 Jahren in der Schweitechnik!
...MIT DER ERFAHRUNG...
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
1 08.02
Art. Nr.: WM022200.doc
Inhalt
1 Vorwort ........................................................................................................................................................2
2 Das Verfahren.............................................................................................................................................2
2.1 Allgemeines ......................................................................................................................................2
2.2 Stromart ............................................................................................................................................3
2.3 Elektroden.........................................................................................................................................3
2.4 Schutzgase .......................................................................................................................................4
3 Fugenvorbereitung......................................................................................................................................5
3.1 Fugenformen.....................................................................................................................................5
3.2 Anbringen der Schweifuge..............................................................................................................5
3.3 Badsicherung....................................................................................................................................5
3.4 Formieren..........................................................................................................................................6
4 Der Schweibrenner ...................................................................................................................................6
4.1 Khlung.............................................................................................................................................6
4.2 Aufbau des Brenners ........................................................................................................................7
4.3 Ausbildung des Elektrodenendes .....................................................................................................7
5 Schweigerte ............................................................................................................................................8
5.1 Steuerung .........................................................................................................................................8
5.2 Stromquellen.....................................................................................................................................9
6 Durchfhren des Schweiens...................................................................................................................11
6.1 Auswahl des Schweizusatzes ......................................................................................................11
6.2 Einstellen der Schutzgasmenge .....................................................................................................12
6.3 Reinigung der Werkstckoberflche...............................................................................................12
6.4 Znden des Lichtbogens.................................................................................................................13
6.5 Fhren des Brenners ......................................................................................................................13
6.6 Magnetische Blaswirkung...............................................................................................................14
6.7 Schweipositionen..........................................................................................................................14
6.8 Schweiparameter..........................................................................................................................15
6.9 Schweien mit Stromimpulsen .......................................................................................................15
6.10 Mglichkeiten des Mechanisierens.................................................................................................17
6.11 Arbeitssicherheit .............................................................................................................................17
7 Besonderheiten verschiedener Werkstoffe...............................................................................................18
7.1 Un- und niedriglegierte Sthle ........................................................................................................18
7.2 Austenitsche CrNi-Sthle................................................................................................................19
7.3 Aluminium und Aluminiumlegierungen ...........................................................................................19
7.4 Kupfer und Kupferlegierungen........................................................................................................21
7.5 Sonstige Werkstoffe........................................................................................................................21
8 Anwendung des WIG-Schweiens ...........................................................................................................22
8.1 Fertigungszweige............................................................................................................................22
8.2 Anwendungsbeispiele.....................................................................................................................22
9 Schrifttum..................................................................................................................................................24
10 Impressum ................................................................................................................................................24
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
2 08.02
Art. Nr.: WM022200.doc
1 Vorwort
Das WIG-Schweiverfahren (Bild 1) die
volle Bezeichnung fr dieses Verfahren
lautet nach DIN 1910 Teil 4 Wolfram-
Inertgasschweien stammt aus den
USA und wurde dort 1936 unter dem
Namen Argonarc-Schweien bekannt.
Erst nach dem 2. Weltkrieg wurde es in
Deutschland eingefhrt. In den englisch
sprechenden Lndern heit das Verfah-
ren TIG nach englisch Tungsten fr
Wolfram. Das Verfahren zeichnet sich
gegenber anderen Schmelzschwei-
verfahren durch eine Reihe von interes-
santen Vorteilen aus. Es ist z.B.
universell anwendbar. Wenn ein metalli-
scher Werkstoff berhaupt schmelz-
schweigeeignet ist, dann lt er sich mit
diesem Verfahren fgen. Zum anderen ist
es ein sehr sauberes Verfahren, das
kaum Spritzer und nur wenig Schadstoffe
erzeugt und bei richtiger Anwendung eine
qualitativ hochwertige Schweiverbin-
dung garantiert.
Ein besonderer Vorteil des WIG-
Schweiens ist auch, da hier gegenber
anderen Verfahren, die mit abschmel-
zender Elektrode arbeiten, die Zugabe
von Schweizusatz und die Stromstrke
entkoppelt sind. Der Schweier kann
deshalb seinen Strom optimal auf die
Schweiaufgabe abstimmen und nur so-
viel Schweizusatz zugeben, wie gerade
erforderlich ist. Dies macht das Verfahren
besonders geeignet zum Schweien von
Wurzellagen und zum Schweien in
Zwangslagen. Die genannten Vorteile
haben dazu gefhrt, da das WIG-
Verfahren heute in vielen Bereichen der
Industrie und des Handwerks mit Erfolg
eingesetzt wird. Es erfordert allerdings
bei der manuellen Anwendung ein ge-
schicktes Hndchen des Schweiers
und eine gute Ausbildung. Diese Bro-
schre will ber die Besonderheiten des
Verfahrens aufklren und vielleicht auch
Interesse wecken bei den Firmen, die es
trotz Vorliegens entsprechender
Schweiaufgaben noch nicht anwenden.
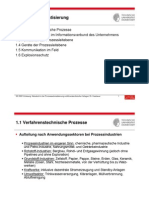
2 Das Verfahren
2.1 Allgemeines
Das WIG-Schweien gehrt zu den gas-
geschtzten Schweiverfahren mit nicht
verbrauchender Elektrode (Prozess-Nr.
14). ISO 857-1 erklrt das Verfahren aus
dem englischen bersetzt wie folgt:
Gasgeschtzes Lichtbogenschweiver-
fahren unter Benutzung einer nicht ver-
brauchenden Elektrode aus reinem oder
dotiertem Wolfram, bei dem der Lichtbo-
gen und das Schweibad durch eine Ga-
sumhllung aus inertem Gas geschtzt
werden
Beim Wolfram-Inertgasschweien (Pro-
zess-Nr. 141) brennt der Lichtbogen frei,
beim Plasma-Lichtbogenschweien (Pro-
zess-Nr. 15), das auch zu den Verfahren
des gasgeschtzten Schweiens mit
nicht verbrauchender Elektrode zhlt, ist
er eingeschnrt. Bild 2 zeigt das Schema
des Verfahrens.
Bild 1 TRITON 260 DC, WIG-Verschweien
von Khlschlangen
Brenner
W-Elektrode
Naht
Schmeltzbad
Lichtbogen
Schweistab
Grundwerkstoff
Bild 2 Prinzip des WIG-Schweiens
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
3 08.02
Art. Nr.: WM022200.doc
Von der Art der Elektrode (Wolfram) und
dem verwendeten Schutzgas (inert) hat
das Verfahren seinen Namen. Die Elek-
trode schmilzt wegen des hohen
Schmelzpunktes von Wolfram (3380C)
bei richtiger Anwendung des Verfahrens
nicht ab. Sie ist nur Lichtbogentrger. Der
Schweizusatz wird von Hand in Stab-
form oder beim vollmechanischen
Schweien als Draht durch ein separates
Vorschubwerk zugegeben. Das Schutz-
gas umstrmt, aus der Schutzgasdse
kommend, konzentrisch die Elektrode
und schtzt diese, sowie das darunterlie-
gende Schweigut vor der Atmosphre.
2.2 Stromart
In der Regel wird Gleichstrom zum WIG-
Schweien verwendet. Beim Schweien
von Stahl und vielen anderen Metallen
und Legierungen liegt der kltere Minus-
pol an der Elektrode und der heiere
Pluspol am Werkstck. Die Strombelast-
barkeit und die Standzeit der Elektrode
sind bei dieser Polung wesentlich grer
als bei der Pluspolschweiung. Bei Alu-
minium und seinen Legierungen, sowie
bei einigen Bronzen, das sind Werkstoffe,
die hochschmelzende oder sehr zh-
flssige Oxide bilden, wird dagegen
Wechselstrom verwendet. Hierauf wird
spter noch nher eingegangen. Auch
beim Schweien an Wechselstrom liegt
die Strombelastbarkeit gegenber der
Gleichstrom-Schweiung am Minuspol
niedriger siehe dazu auch Tabelle 1.
Ebenso gibt es Unterschiede im Ein-
brandverhalten. Dies ist beim Gleich-
stromschweien am Minuspol am besten.
Beim Schweien an Wechselstrom ist der
Einbrand schon wegen der stumpferen
Elektrodenform flacher und breiter und
am Pluspol wegen der niedrigen Strom-
belastbarkeit am geringsten, Bild 3.
2.3 Elektroden
Wolframelektroden knnen wegen des
hohen Schmelzpunktes des Metalls nicht
durch Gieen hergestellt werden. Ihre
Herstellung erfolgt deshalb pulvermetall-
urgisch durch Sintern mit nachfolgendem
Verdichten und Verfestigen. Die ge-
normten Durchmesser liegen nach DIN
EN 26848 (ISO 6848) zwischen 0,5 und
10 mm. Die am meisten verwendeten
Durchmesser sind 1,6; 2,0; 2,5; 3,2 und
4,0 mm. Genormte Lngen sind 50, 75,
150 und 175 mm. Die Lnge richtet sich
u.a. nach der Bauart des Brenners.
Neben Elektroden aus Reinwolfram gibt
es auch solche, denen vor dem Sintern in
Gehalten von etwa 0,5 bis 4% Oxide wie
Thoriumoxid, Zirkonoxid, Lanthanoxid
oder Ceroxid zugemischt wurden. Bei
Verwendung von reinen Wolframelektro-
den bildet sich ein sehr ruhiger Lichtbo-
gen aus, jedoch haben die oxidhaltigen
Elektroden den Vorteil, da sie sich im
Betrieb weniger erwrmen, weil das Aus-
treten der Elektroden aus dem in den
Elektroden eingeschlossenen Oxid
leichter erfolgt als aus dem Wolfram. Die
Zndfreudigkeit, die Strombelastbarkeit
und die Standzeit sind deshalb bei oxid-
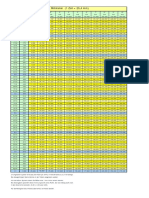
haltigen Sorten besser. Tabelle 1 mit
Werten aus DIN EN 26848 enthlt zum
Gleichstrom [A] Wechselstrom [A]
Minuspol an der
Elektrode
Pluspol an
der Elektrode
E
l
e
k
t
r
o
d
e
n
d
u
r
c
h
m
e
s
s
e
r
[
m
m
]
W
o
l
f
r
a
m
r
e
i
n
W
o
l
f
r
a
m
m
i
t
O
x
i
d
W
o
l
f
r
a
m
r
e
i
n
W
o
l
f
r
a
m
m
i
t
O
x
i
d
W
o
l
f
r
a
m
r
e
i
n
W
o
l
f
r
a
m
m
i
t
O
x
i
d
1,6 40-130 60-150 10-20 10-20 45-90 60-125
2,0 75-180 100-200 15-25 15-25 65-125 85-160
2,5 130-230 170-250 17-30 17-30 80-140 120-210
3,2 160-310 225-330 20-35 20-35 150-190 150-250
4,0 275-450 350-480 35-50 35-50 180-260 240-350
5,0 400-625 500-675 50-70 50-70 240-350 330-460
Tabelle 1: Empfohlene Stromstrkenbereiche
fr Wolframelektroden Werte nach
DIN EN 26848
Bild 3: Einbrand bei verschiedenen Stro-
marten
a) Gleichstrom (Minuspol)
b) Gleichstrom (Pluspol)
c) Wechselstrom
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
4 08.02
Art. Nr.: WM022200.doc
Vergleich die empfohlenen Stromstr-
kenbereiche von reinen Wolframelektro-
den und solchen mit Oxidzustzen an
beiden Polen des Gleichstromes und an
Wechselstrom. Die hhere Strombelast-
barkeit durch Oxidzustze wird daraus
deutlich.
Frher wurden meist Wolframelektroden
mit etwa 2% Thoriumoxid verwendet. De-
ren Verwendung ist aber rcklufig. Tho-
rium ist ein Alpha-Strahler, deshalb
senden auch thoriumoxidhaltige Elektro-
den eine schwache radioaktive Strahlung
aus. Diese ist an sich nicht gefhrlich fr
den Schweier, obwohl sie die allgemei-
ne Strahlenbelastung erhht. Gefhrli-
cher ist es dagegen, wenn der
Schleifstaub, der beim Anschleifen der
Elektrode entsteht eingeatmet wird.
Heute werden deshalb vielfach Wolfra-
melektroden verwendet, die als
lichtbogenfreundliche Stoffe Lanthan-
oxid oder Ceroxid enthalten.
Welche Elektrode man vor sich hat, er-
kennt man an der Kurzbezeichnung und
der Kennfarbe, die nach Norm festgelegt
ist, Tabelle 2.
2.4 Schutzgase
Wie aus dem Namen des Verfahrens
schon abgeleitet werden kann, werden in
der Regel inerte Gase zum WIG-
Schweien eingesetzt. Schutzgase sind
in DIN EN 439 genormt. Diese tragen
nach Norm die Bezeichnungen l1, l2 und
l3. Das am hufigsten beim WIG-
Schweien verwendete Schutzgas ist Ar-
gon (l1). Der Reinheitsgrad sollte minde-
stens 99,95% betragen. Bei Metallen, die
eine sehr gute Wrmeleitfhigkeit haben,
wie Aluminium oder Kupfer, kommt aber
auch Helium (l2) zum Einsatz. Unter He-
lium als Schutzgas ist der Lichtbogen
heier. Vor allem aber ist die Wrmever-
teilung zwischen dem Kern und dem
Rand des Lichtbogens gleichmiger.
Der Einsatz von reinem Helium beim
WIG-Schweien ist selten und auf Son-
derflle beschrnkt, dagegen kommen
Argon/Helium-Gemische (l3) mit 25, 50
oder 75% Helium seit einigen Jahren
vermehrt zur Verwendung. Damit kann
z.B. bei dickeren Aluminiumstrukturen die
zur Erreichung eines ausreichenden Ein-
brandes erforderliche Vorwrmtempera-
tur verringert werden. Vielfach ist auch
eine Erhhung der Schweigeschwindig-
keit mglich.
Beim WIG-Schweien von nichtrosten-
den Chrom-Nickel-Sthlen werden zu
diesem Zweck auch Argon / Wasserstoff-
gemische (R1) eingesetzt, jedoch sollte
der Wasserstoffgehalt aus Grnden der
Porenvermeidung nicht wesentlich ber
5% liegen.
Die Schutzgasdurchflumenge richtet
sich nach dem Gasdsendurchmesser
und der umgebenden Luftstrmung. Als
Richtwert kann bei Argon von einem Vo-
Tabelle 2 Wolframelektroden nach DIN EN
26848
Bild 4 WIG-Schweien an einem Gelnder
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
5 08.02
Art. Nr.: WM022200.doc
lumenstrom von 5-10 I / min ausgegan-
gen werden. In zugigen Rumen Bild 4
sind u. U. grere Durchflumengen er-
forderlich. Bei Argon / Helium-Gemischen
mssen wegen der geringeren Dichte von
Helium hhere Durchflumengen einge-
stellt werden.
3 Fugenvorbereitung
3.1 Fugenformen
Die wichtigsten beim WIG-Schweien
eingesetzten Fugenformen zeigt Bild 5.
Dnne Bleche knnen einseitig oder
beidseitig als I-Sto verbunden werden.
Wird die Blechdicke so gro, da ein
Durchschweien auch von beiden Seiten
nicht mehr mglich ist, mssen die Fu-
genflanken angeschrgt werden. Der
ffnungswinkel der entstehenden V-Fuge
ist meist 60, bei Aluminium auch 70.
Zur Verhinderung des Durchschmelzens
werden die Spitzen der Bleche im Wur-
zelbereich oft auch leicht gebrochen. Bei
einem ausgeprgten Steg spricht man
aber nicht mehr von einer V- sondern von
einer Y-Fuge. Bei Stahl kann man Werk-
stckdicken bis zu etwa 6 mm in einer
Lage schweien. Darber hinaus ist eine
Mehrlagenschweiung erforderlich.
Bei dnnen Blechen kommen auch
berlapp-Fugen vor. Ganz besonders
eignet sich zum WIG-Schweien die Br-
delfuge. Die hochgebrdelten Blech-
rnder knnen unter dem Lichtbogen oh-
ne Zugabe von Schweizusatz aufge-
schmolzen und damit verbunden werden.
Bei Ecksten knnen auch ein oder bei-
de Partner angephast werden.
3.2 Anbringen der Schweifuge
Das Vorbereiten der Fugenflanken erfolgt
bei un- und niedriglegierten Sthlen meist
durch autogenes Brennschneiden. Bei
hochlegierten Sthlen, Aluminium und
Metallegierungen kann das Schmelz-
schneiden nach dem Plasma-, Laser-
oder Elektronenstrahlprinzip angewandt
werden. Dnne Bleche werden oft durch
mechanisches Schneiden (Scheren) zu-
geschnitten, whrend bei dickeren Werk-
stoffen die Fugen auch durch
mechanische Bearbeitung (Drehen, Ho-
beln) angebracht werden.
3.3 Badsicherung
Whrend beim manuellen Schweien der
Schweier den Schweiverlauf beob-
achtet und durch Einstellung der richtigen
Stromstrke, die Stellung des Lichtbo-
gens in der Fuge, die Schweigeschwin-
digkeit und die Menge des zugegebenen
Schweizusatzes auch bei ungleichem
Wurzelspalt eine gleichmige Wurzel-
raupe erreichen kann, mu beim vollme-
chanisierten Schweien vom
eingestellten Wurzelspalt ber die richtig
eingestellten Schweiparameter und die
kontinuierlich zugegebene Menge des
Zusatzdrahtes alles stimmen.
Zur Erleichterung des Wurzelschweiens
werden deshalb beim maschinellen
Schweien oft Badsicherungen verwen-
det, siehe Bild 5. Diese Badsicherungen
bestehen bei den meisten Metallen und
Legierungen aus Kupfer, bei Aluminium,
das einen niedrigen Schmelzpunkt hat,
auch aus nichtrostendem Stahl. Auch Ke-
ramikunterlagen kommen beim Schwei-
en als Badsicherung zum Einsatz. Die
Unterlage soll das spontane Durchfallen
des Schweigutes z.B. an Stellen, wo der
Spalt etwas breiter ist, verhindern soda
das schmelzflssige Metall aufgefangen
wird und eine Wurzelraupe entstehen
kann. Die Badsicherung formt auch die
Unterseite der Wurzellage. Zu diesem
Zweck ist sie deshalb meist mit einer Nut
versehen.
I-Sto
berlapp-Sto
T-Sto
V-Sto
Brdel-Sto
Eck-Sto
Y-Sto mit Badsicherung
Bild 5 Die wichtigsten Fugenformen beim
WIG-Schweien
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
6 08.02
Art. Nr.: WM022200.doc
3.4 Formieren
Hierunter versteht man die zustzliche
Zugabe von Schutzgas an die Wurzel-
rckseite, wo der zu schweiende Werk-
stoff auch im flssigen Zustand vorliegt,
aber nicht vom Schutzgas, das auf der
Oberseite zugefhrt wird, erreicht wird.
Besonders beim WIG-Schweien mit sei-
ner relativ geringen Schweigeschwin-
digkeit nimmt die Wurzelrckseite durch
Oxidation oft ein verbranntes Aussehen
an. Dies soll durch das Formiergas ver-
hindert werden. Das kalte Schutzgas hilft
auch bei der Formung der Wurzelrck-
seite mit. Daher kommt der Name
Formiergas.
Durch das Formieren wird auch die Bil-
dung von Oxidhuten und Anlauffarben
auf der Wurzelrckseite verhindert oder
zumindest vermindert. Dies ist z.B. beim
Schweien von korrosionsbestndigen
Sthlen wichtig, weil solche Oxidhute
die Korrosionsbestndigkeit der Schwei-
verbindung herabsetzen, Bild 6.
Beim Schweien von Rohren knnen die
Enden einfach versperrt und das For-
miergas in das Innere eingeleitet werden.
Beim Schweien von Blechen lt man
es aus ffnungen der Badsicherungs-
schiene ausstrmen. Als Formiergas
kann Argon oder ein Argon / Wasser-
stoffgemisch verwendet werden. In DIN
EN 439 sind in der Gruppe F aber auch
preiswerte Formiergase genormt. Diese
bestehen z.B. aus einem Wasserstoff /
Stickstoffgemisch. Auch reiner Stickstoff
kann unter bestimmten Umstnden zum
Formieren verwendet werden.
4 Der Schweibrenner
Der Schweibrenner ist das Werkzeug
des WIG-Schweiers. Seine Funktionen
beeinflussen in besonderem Mae die
entstehende Schweinaht. Bild 7 zeigt
einen gasgekhlten WIG-Schweibren-
ner.
Der Brenner ist ber das Schlauchpaket
mit dem Schweigert verbunden. Durch
das Schlauchpaket verluft die Schwei-
stromleitung und die Schutzgaszufh-
rung, sowie die Steuerleitung, die es
gestattet auf Knopfdruck vom Brenner-
schalter aus verschiedene Funktionen
ein- und auszuschalten.
4.1 Khlung
Bei Brennern, die nur fr Stromstrken
bis ca. 150 Ampere vorgesehen sind, ge-
ngt die Khlung durch das durchflieen-
de Schutzgas und die umgebende Luft.
Brenner fr hhere Leistungen werden
Bild 6 WIG-Schweiarbeiten in der Che-
mie-Industrie
MISTRAL
Bild 7 Gasgekhlter WIG-Schweibrenner
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
7 08.02
Art. Nr.: WM022200.doc
wassergekhlt. In diesem Fall verlaufen
auch die Leitungen fr die Wasserzu- und
rckfhrung noch durch das Schlauchpa-
ket, wobei die Schweistromleitung durch
das zurckflieende Wasser gekhlt wird.
Sie kommt dadurch mit einem geringeren
Querschnitt aus und das Schlauchpaket
bleibt flexibel. Zu diesem Zweck gibt es
im Schlauchpaket ein kombiniertes Strom
/ Wasserkabel. Ein Druckwchter, der
meist im Schweigert sitzt, sorgt dafr,
da bei unzureichender oder fehlender
Khlwasserzufuhr der Schweistrom ab-
geschaltet wird.
Da Wasser ein relativ teures Betriebs-
mittel ist, werden zur Khlung meist
Wasserrckkhlgerte mit einem ge-
schlossenen Khlkreislauf eingesetzt.
4.2 Aufbau des Brenners
Die Wolframelektrode sitzt in einer
Spannhlse und wird durch Anziehen der
Brennerkappe festgespannt. Die Lnge
der Brennerkappe wird nach dem Ein-
satzzweck ausgewhlt. Sie kann z.B.
beim Schweien in engen Rumen we-
sentlich krzer sein als in Bild 8 darge-
stellt.
Eine wichtige Funktion hat der Brenner-
schalter. Dieser kann in Form von einem
oder von zwei Tastern vorliegen oder als
Wippe ausgebildet sein, die sich nach
vorn und nach hinten bettigen lt.
Durch Bettigung der Tasters kann der
Schweistrom ein und ausgeschaltet,
aber auch der Strom whrend des
Schweiens verstellt werden. Dabei lt
sich auch die Geschwindigkeit der Stro-
mnderung einstellen.
Der Durchmesser der Wolframelektrode
richtet sich nach der anzuwendenden
Stromstrke, der Stromart (Gleich-
strom/Wechselstrom) und der Polung. Bei
der Auswahl des Durchmessers knnen
die in Tabelle 1 angegebenen Stromstr-
kenbereiche hilfreich sein.
Am unteren Ende des Schweibrenners
befindet sich die Gasdse. Diese kann
aus Metall oder Keramik bestehen. Der
Durchmesser der Gasdse mu auf die
Schweiaufgabe abgestimmt werden.
Wenn ein greres Schmelzbad ge-
schtzt werden soll, dann mu auch die
Gasdse grer sein. Eine Relation ist
deshalb zur Stromstrke oder zum Elek-
trodendurchmesser gegeben. Die Wo-
framelektrode ragt je nach Durchmesser
z.B. 2 mm bei dnnen Elektroden oder
bis 3mm bei dickeren Elektroden ber die
Gasdse hinaus.
4.3 Ausbildung des Elektrodenendes
Beim Schweien an Gleichstrom (Minus-
pol) wird die Wolframelektrode gewhn-
lich kegelfrmig angespitzt. Dies
geschieht in der Regel durch Schleifen.
Das Schleifen sollte so erfolgen, da auf
der angeschliffenen Spitze nur Schleif-
riefen in Lngsrichtung zurckbleiben.
Der Lichtbogenansatz ist dann ruhiger als
wenn Querriefen vorliegen. Der Anspitz-
winkel ergibt sich aus dem Verhltnis des
Elektrodendurchmesser zur Lnge der
Spitze. Dieses Verhltnis sollte etwa 1:
2,5 sein.
Bei richtig eingestellter Stromstrke
schmilzt nur ein kleiner Teil der Elektro-
denspitze auf und bildet dort eine kleine
Kugel. Daran brennt der Lichtbogen be-
sonders ruhig. Es empfiehlt sich deshalb,
diese Kugel schon vor Beginn des
Schweiens durch kurzzeitige berla-
stung anzuschmelzen. Bei modernen Ge-
rten kann eine solche Funktion in der
Steuerung abgerufen werden.
Beim Schweien an Wechselstrom ist die
thermische Belastung der Wolframelek-
trode wesentlich grer als beim
Schweien an Gleichstrom (Minuspol).
Die Elektrode wird deshalb bei dieser
Stromart gar nicht angespitzt oder die
Spitze wird in Form eines Kegelstumpfes
ausgebildet, mit einem Verhltnis beider
Durchmesser zueinander von 2:1.
Brennerkappe Teflondichtung Spannhlse Gasdse
Spannhlsengehuse
Bild 8 Explosionsschaubild des WIG-
Schweibrenners
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
8 08.02
Art. Nr.: WM022200.doc
Beim Schweien mit Gleichstrom (Plus-
pol), was relativ selten vorkommt, erfolgt
gar kein Anschleifen der Elektrode.
Es mu beachtet werden da die Form
der Elektrodenspitze auch das Einbrand-
verhalten wesentlich beeinflut. Bei spit-
zer Elektrode ergibt sich ein schmaler,
tiefer Einbrand, bei stumpfer Elektrode ist
der Einbrand unter sonst gleichen Bedin-
gungen breiter und flacher, Bild 9.
5 Schweigerte
WIG-Schweigerte bestehen aus der
Stromquelle und der Steuerung.
5.1 Steuerung
Die Steuerung hat die Aufgabe den
Schweistrom zu schalten, zu stellen und
konstant zu halten. Sie bietet darber
hinaus Zusatzfunktionen an, die das
Schweien erst ermglichen oder er-
leichtern, Bild 10.
Beim Ausschalten am Ende einer
Schweinaht kann bei modernen Gerten
der Strom zur Kraterfllung zeitabhngig
abgesenkt werden (Down-Slope). Ebenso
kann der Strom zu Beginn des Schwei-
ens rampenfrmig hochgefahren wer-
den (Up-Slope). Diese Funktionen
knnen im 2- oder im 4-Takt-Betrieb vom
Brennerschalter aus eingeleitet werden.
Auf diese Weise ergibt sich ein Schwei-
programm wie es schematisch in Bild 11
dargestellt ist.
Bei High-Tech-Gerten bleiben die ein-
gestellten Anstiegs- und Absenkzeiten
sogar konstant, unabhngig von der H-
he der eingestellten Stromstrke. Ferner
kann auch die Vor- und Nachstrmzeit fr
das Schutzgas eingestellt werden.
In die Steuerung integriert ist auch das
Zndgert. Natrlich kann der WIG-
Lichtbogen auch durch Berhrung zwi-
schen Elektrode und Werkstck gezndet
werden, jedoch besteht dabei die Gefahr,
da die Spitze der Elektrode beschdigt
wird und der Lichtbogen danach unruhig
brennt. Auerdem kann Wolfram in das
Schweigut bertragen werden, wo es
wegen des hohen Schmelzpunktes nicht
aufschmilzt, sondern als Fremdkrper
verbleibt. Deshalb sollte bei einfachen
Gerten, die nicht ber Einrichtungen
zum berhrungslosen Znden verfgen,
immer auerhalb der Fuge auf einem
Anlaufblech gezndet werden oder auf
einem daneben liegenden Kupferblech.
Das elektrodenschonende Znden ist auf
verschiedene Weise mglich. Bei der
Hochspannungsimpulszndung, manch-
mal auch Hochfrequenzzndung ge-
nannt, wird eine impulsfrmige
Wechselspannung von einigen tausend
Bild 9 Einbrand bei unterschiedlicher
Form des Elektrodenendes
AMP% AMP%
AMP%
AMP
sec sec
sec
sec
AMP AMP
sec
sec
sec
AMP%
T200 DC
AMP
VOLT
JOB
JOB
S
Puls
Puls
Bild 10 Steuerung der EWM WIG-Inverter-
Stromquelle TRITON 220 DC Po-
werSinus
I
I
start
AMP
t
Up
t
Down
I
end
t
Bild 11 Funktionsablauf zu Beginn und En-
de des Schweiens
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
9 08.02
Art. Nr.: WM022200.doc
VoIt (z.B. 6-8 kV) zwischen Elektrode und
Werkstck angelegt. Die sehr kurzen
Spannungsimpulse (z.B. 0,5-1ms) gehen
nach Bettigung des Brennerschalters in
Form einer Funkenstrecke von der Elek-
trode zum Werkstck ber, und zwar
beim Gleichstromschweien meist mit ei-
ner Frequenz von 100 Hz, beim Wech-
selstrom mit der natrlichen 50 Hz-
Frequenz oder bei modernen Gerten mit
der eingestellten Frequenz des Schwei-
stromes. Die Funkenstrecke kann man
hren und sehen. Sie ionisiert die Gas-
molekle im Raum zwischen Elektrode
und Werkstck vor, soda der Lichtbogen
berhrungslos znden kann, wenn die
Elektrodenspitze bis auf einige Millimeter
der Zndstelle genhert wird. Eine Faust-
regel sagt, da die Zndung ber eine
Strecke von 1 mm / 1000 Volt Zndspan-
nung mglich ist. Um dabei ein unbeab-
sichtigtes Berhren zwischen Elektrode
und Werkstck auszuschlieen, setzt
man am besten, wie in Bild 12 gezeigt,
den Brenner schrg am Gasdsenrand
auf und nhert die Elektrodenspitze durch
Aufrichten des Brenners so weit an, bis
der Lichtbogen zndet.
Erst danach wird die Gasdse vom
Werkstck abgehoben und die normale
Brennerstellung eingenommen. Beim
Schweien mit sinusfrmigem Wechsel-
strom mu die Zndhilfe sogar durchlau-
fen, um den Lichtbogen nach dem
Nulldurchgang von Strom und Spannung
wieder sicher zu znden.
Eine andere Mglichkeit ist die soge-
nannte Lift-Arc-Zndung. Dies ist eine
Berhrungszndung, bei der die Elektro-
de nicht geschdigt wird, weil bei der Be-
rhrung nur ein sehr kleiner Strom fliet.
Erst wenn nach Anheben der Elektrode
ein schwacher Lichtbogen brennt, wird
von der Steuerung der eingestellte
Schweistrom zugeschaltet.
Weitere Funktionen der Steuerung sind
das Umschalten von Normalbetrieb auf
Impulsbetrieb und gegebenenfalls auch
das Umschalten auf andere Schwei-
verfahren, wobei u.U. auch die Kennlini-
encharakteristik verndert werden mu.
5.2 Stromquellen
Die Stromquelle hat die Aufgabe den vom
Netz kommenden Wechselstrom mit ho-
her Spannung und niedriger Stromstrke
in Schweistrom mit hoher Stromstrke
und niedriger Spannung umzuwandeln
und wenn erforderlich, diesen auch
gleichzurichten. Fr das WIG-Schweien
kommt sowohl Wechselstrom, wie auch
Gleichstrom zur Anwendung.
Der Schweitransformator ist die ein-
fachste und preisgnstigste Schwei-
stromquelle. Er besteht aus der
Primrspule mit vielen dnnen Windun-
gen und der Sekundrspule mit wenigen
dicken Windungen. Der Netzstrom wird
im Verhltnis der Windungszahlen dieser
Spulen herauf-, die Netzspannung ent-
sprechend heruntertransformiert. Der
Schweitransformator hat gewhnlich ei-
ne fallende statische Kennlinie. Das Ein-
stellen verschiedener Stromstrken ist
mglich durch Streukernverstellung,
Transduktor oder primrseitige Win-
dungsanzapfung.
Der Schweigleichrichter besteht aus ei-
nem Transformator mit nachgeschaltetem
Gleichrichtersatz, Bild 13.
Bild 12 Znden mit Hochspannungsimpulsen
Bild 13 Prinzipschaubild des Schwei-
gleichrichters
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
10 08.02
Art. Nr.: WM022200.doc
Als Gleichrichter werden heute Silizium-
dioden oder Thyristoren verwendet. In ih-
nen wird der vorher im Transformator auf
die bentigte Stromstrke und Spannung
transformierte Wechselstrom in Gleich-
strom umgewandelt. Einfache Schwei-
gleichrichter sind einphasig
angeschlossen (Zweipulsschaltung). Sie
ergeben einen Schweistrom mit ziemli-
cher Welligkeit. Eine bessere Glttung
des Stromes wird erreicht wenn alle 3
Phasen des Wechselstromes transfor-
miert und gleichgerichtet werden (Sech-
spuls-Brckenschaltung). Einfache
Gleichrichter werden auch als soge-
nannte Kombigerte angeboten, die um-
schaltbar Gleich- oder Wechselstrom
liefern. Schweigleichrichter zum WIG-
Schweien haben eine fallende statische
Kennlinie. Sie knnen eingestellt werden
durch Streukernverstellung, Transduktor
und primrseitige Windungsanzapfung im
Wechselstromkreis oder durch Phasen-
anschnittssteuerung der Thyristoren.
Neuzeitliche WIG-Anlagen (Bild 14) sind
mit Invertern als Stromquelle ausgestat-
tet.
Der Inverter ist eine elektronische Strom-
quelle, die nach einem vllig anderen
Wirkprinzip arbeitet als die konventionel-
len Stromquellen (Bild 15).
Der aus dem Netz kommende Strom wird
zunchst gleichgerichtet und danach,
damit er transformierbar wird, durch Ein-
und Ausschalten in kurze Abschnitte
zerteilt. Diesen Vorgang nennt man Tak-
ten. Er wird ermglicht durch schnell rea-
gierende elektronische Schalter, die
Transistoren. Die ersten transistorisierten
Inverter arbeiteten mit einer Taktfrequenz
von etwa 25 kHz. Heute sind mit weiter-
entwickelten Transistoren Taktfrequen-
zen von 100 kHz und mehr mglich.
Nach dem Zerhacken (Takten) des
Stromes wird der Strom auf die erforderli-
che hohe Stromstrke und niedrige
Spannung transformiert. Hinter dem Trafo
entsteht dann ein rechteckfrmiger
Wechselstrom, der anschlieend noch
einmal gleichgerichtet wird. Die hohe
Taktfrequenz hat den Vorteil, da die er-
forderliche Masse des Trafos sehr klein
gehalten werden kann. Sie ist nmlich
von der Frequenz des zu transformieren-
den Stromes abhngig. Dadurch ist es
mglich Leichtgewichtsstromquellen her-
zustellen. Eine neuzeitliche Anlage fr
das WIG-Schweien mit einer Leistung
von 260 A / 20,4 V wiegt deshalb nur
noch 24,5 kg Bild 16.
Bild 14 TRITON 220 DC, WIG-Inverter-
Schweigert
Bild 15 Blockschaubild eines Inverters der
3. Generation, Taktfrequenz bis zu
100 kHz
Bild 16 TRITON 260 DC, WIG-Inverter-
Schweigert
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
11 08.02
Art. Nr.: WM022200.doc
Soviel ber das Leistungsteil elektroni-
scher Stromquellen.
Bei den elektronischen Stromquellen wird
vieles, was bei konventionellen Strom-
quellen mit Komponenten wie Widerstn-
den, Drosseln und Kondensatoren
erreicht wird, durch die Steuerung elek-
tronisch gelst. Die Steuerung dieser
Stromquellen ist deshalb ebenso wichtig
wie das Leistungsteil. Das Stellen des
Stromes geschieht z.B. bei getakteten
Quellen durch Verndern des Verhltnis-
ses zwischen den Stromein-
/Stromauszeiten. Auch die Vernderung
der Taktfrequenz kann zum Verstellen
der Stromhhe benutzt werden. Um im-
pulsfrmigen Strom zu erzeugen, wird
das Verhltnis der Ein-/Auszeiten durch
die Steuerung zyklisch verndert. Auf
hnliche Weise kommt das Slope-
up/Slope-down zustande.
Durch die neue Technik wurde aber auch
die geregelte Stromquelle mglich, wel-
che die Schweitechnik schon lange ge-
fordert hatte. Ein Kontrollgert mit
Schweistrom und Schweispannung
und vergleicht mit den eingestellten
Werten. ndern sich die eingestellten
Schweiparameter z.B. durch uner-
wnschte Widerstnde im Schwei-
stromkreis, dann regelt die Steuerung
entsprechend nach. Dies erfolgt sehr
schnell, im ms-Bereich. Auf hnliche Wei-
se kann auch der Kurzschlustrom be-
grenzt und der cos j verbessert werden.
Ein verbesserter Wirkungsgrad und ge-
ringere Leerlaufverluste der Inverter-
stromquellen ergeben sich schon aus der
geringeren Masse des Trafos.
Schweistromquellen knnen eine waa-
gerechte (Konstantspannungs-) Kennli-
nie, eine leicht fallende Kennlinie oder
eine im Arbeitsbereich senkrecht abfal-
lende (Konstantstrom-) Kennlinie besit-
zen Bild 17.
Bei vielen neuzeitlichen Stromquellen
kann auf einfache Weise die Charakteri-
stik der Kennlinie verndert werden, wo-
durch sie fr mehrere Prozesse
verwendbar werden (Multiprozessanla-
gen). Inverterstromquellen zum WIG-
Schweien besitzen eine Konstantstrom-
charakteristik (Bild 17,c), d.h. im Arbeits-
bereich fllt die statische Kennlinie
senkrecht ab. Das bedeutet, da bei
Lngennderungen des Lichtbogens,
was beim manuellen Schweien nicht
immer zu vermeiden ist, sich nur die
Spannung verndert, die Stromstrke
aber nicht. Dadurch ist immer ein ausrei-
chender Einbrand und eine konstante
Abschmelzleistung gewhrleistet. Die
gleiche Kennlinie kann auch zum Licht-
bogenhandschweien verwendet werden.
Soll die Stromquelle aber zum MIG/MAG-
Schweien verwendet werden, dann wird
beim Umschalten auf dieses Verfahren
eine Konstantspannungskennlinie (Bild
17 ,a) eingestellt.
Viele Inverterstromquellen sind auch pro-
grammierbar, was fr das mechanisierte
Schweien z.B. das WIG-
Orbitalschweien oder fr den Einsatz
mit Robotern gefordert wird.
6 Durchfhren des Schweiens
Der WIG-Schweier braucht neben
fachtheoretischen Kenntnissen auch gute
praktische Fhigkeiten. Diese werden in
Schweikursen vermittelt, die z.B. der
Deutsche Verband fr Schweien und
verwandte Verfahren e.V. in seinen Kurs-
sttten und Lehranstalten anbietet.
6.1 Auswahl des Schweizusatzes
Der Schweizusatz beim WIG-
Schweien liegt meist stabfrmig vor,
beim vollmechanischen Einsatz des Ver-
Bild 17 Statische Kennlinien von Schwei-
stromquellen
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
12 08.02
Art. Nr.: WM022200.doc
fahrens wird er drahtfrmig durch ein se-
parates Vorschubwerk zugefhrt.
In der Regel werden die Schweizustze
artgleich zum Grundwerkstoff ausge-
whlt. Manchmal ist es aber aus metall-
urgischen Grnden erforderlich, da der
Zusatz bei einigen Legierungselementen
etwas vom Grundwerkstoff abweicht.
Dies ist z.B. beim Kohlenstoffgehalt der
Fall, der aus Grnden der Risicherheit,
wenn eben mglich, sehr niedrig gehalten
wird. In solchen Fllen spricht man von
arthnlichen Schweizustzen. Es gibt
aber auch Flle, wo artfremde Zustze
erforderlich sind. Dies ist z.B. der Fall
beim Fgen von schwerschweibaren C-
Sthlen, wo austenitische Schweizust-
ze oder sogar Nickelbasislegierungen
verwendet werden.
Der Durchmesser des Schweizusatzes
mu auf die Schweiaufgabe abgestimmt
sein. Er richtet sich nach der Materialdik-
ke und damit auch nach dem Durchmes-
ser der Wolframelektrode. Tabelle 3
enthlt die der Blechdicke zugeordneten
Elektroden-, Gasdsen- und Schwei-
stabdurchmesser.
Die Schweistbe sind in der Regel 1000
mm lang. Sie werden in Bunden geliefert
und sollten einzeln mit der DIN- oder der
Handelsbezeichnung gekennzeichnet
sein, um Verwechslungen zu vermeiden.
6.2 Einstellen der Schutzgasmenge
Die Schutzgasmenge wird als Volumen-
strom in I/min eingestellt. Dieser richtet
sich nach der Gre des Schmelzbades
und damit nach dem Elektrodendurch-
messer, dem Gasdsendurchmesser,
dem Dsenabstand zur Grundwerkstoffo-
berflche, der umgebenden Luftstrmung
und der Art des Schutzgases siehe
auch Abschnitt Schutzgase. Eine Faust-
regel sagt, da bei Argon als Schutzgas
und den am meisten verwendeten Wolf-
ramelektrodendurchmessern von 1 bis 4
mm je Minute 5 bis 10 Liter Schutzgas
zugegeben werden sollten.
Das Messen der Durchflumenge kann
indirekt mit Manometern erfolgen, die den
der Durchflumenge proportionalen
Druck vor einer eingebauten Staudse
messen. Die Skala des Manometers ist
dann direkt in I/min geeicht. Genauer sind
Megerte, die mittels Glasrhrchen und
Schwebekrper direkt in dem zum Bren-
ner flieenden Schutzgasstrom messen
Bild 18.
6.3 Reinigung der Werkstckoberflche
Fr ein gutes Schweiergebnis ist es
B
l
e
c
h
d
i
c
k
e
[
m
m
]
W
o
l
f
r
a
m
-
E
l
e
k
t
r
o
d
e
n
-
d
u
r
c
h
m
e
s
s
e
r
[
m
m
]
G
a
s
d
s
e
n
g
r
e
N
r
.
Z
u
s
a
t
z
s
t
a
b
-
d
u
r
c
h
m
e
s
s
e
r
[
m
m
]
1 1,0 4 1,6
2 1,6 4 bis 6 2,0
3 1,6 6 2,5
4 2,5 6 bis 8 3,0
5 2,5 bis 3,0 6 bis 8 3,2
6 3,2 8 4,0
8 4,0 8 bis 10 4,0
Tabelle 3 Wolfram-Elektrodendurchmesser,
Gasdsengre und Zusatzstab-
durchmesser bei verschiedenen
Blechdicken
Bild 18 Messen der Schutzgasdurchflu-
menge
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
13 08.02
Art. Nr.: WM022200.doc
wichtig, die Fugenflanken und die Ober-
flche des Werkstckes im Schweibe-
reich vor dem Beginn des Schweiens
grndlich zu subern. Die Oberflchen
sollten metallisch blank und frei von Fett,
Schmutz, Rost und Farbe sein. Auch
Zunderschichten sollten nach Mglichkeit
entfernt werden. In vielen Fllen wird da-
zu ein Brsten ausreichen. Wo dies nicht
gengt, mu die Oberflche durch
Schleifen oder ein mechanisches Bear-
beitungsverfahren behandelt werden. Bei
korrosionsbestndigen Werkstoffen dr-
fen nur Brsten aus nichtrostendem Stahl
verwendet werden, weil sonst Fremdrost
durch Eisenteilchen entstehen kann, die
in die Oberflche eingetragen wurden.
Bei Aluminium ist es aus Grnden der
Porenentstehung besonders wichtig, da
keine dickeren Oxidhute auf der Ober-
flche verbleiben. Hierauf wird spter
noch nher eingegangen. Zum Subern
und Entfetten sind geeignete Lsungs-
mittel zu benutzen. Achtung: Bei Ver-
wendung chlorhaltiger Lsungsmittel
knnen giftige Dmpfe entstehen.
6.4 Znden des Lichtbogens
Der Lichtbogen sollte nie auerhalb der
Fuge auf dem Grundwerkstoff gezndet
werden, sondern stets so, da die Znd-
stelle unmittelbar danach beim Schwei-
en wieder aufgeschmolzen wird. Zu
Beginn des Schweiens khlt der hoch-
erhitzte Grundwerkstoff an der Zndstelle
nmlich durch den Wrmeentzug der
rckwrtigen kalten Massen sehr schnell
ab. Die Folge dieser raschen Abkhlung
knnen Aufhrtungen, eventuell schon
mit Rissen verbunden, und Poren sein.
Die schnelle Abkhlung lt sich vermei-
den wenn das Znden direkt am Beginn
der Schweinaht erfolgt und eventuell
entstandene Ungnzen sofort wieder
aufgeschmolzen werden.
Die Kontaktzndung sollte die absolute
Ausnahme sein, wenn das verwendete
ltere Schweigert nicht ber eine
Zndhilfe (Hochspannungsimpulszn-
dung) verfgt siehe auch Abschnitt 5.1
Steuerung. In diesem Fall wird auf einem
in die Fuge in der Nhe des Schwei-
nahtbeginns eingelegten Kupferplttchen
gezndet. Von dort wird der Lichtbogen
dann zum beabsichtigten Nahtanfang ge-
zogen und das Schweien beginnt. Bei
einer Berhrungszndung direkt auf dem
Grundwerkstoff kann Wolfram ins
Schweigut gelangen, das wegen des
hohen Schmelzpunktes nicht aufge-
schmolzen wird und spter im Durch-
strahlungsfilm wegen der greren
Absorption der Rntgenstrahlen durch
Wolfram als helle Stelle zu erkennen ist.
6.5 Fhren des Brenners
Beim WIG-Schweien wird das Nach-
Links-Schweien eingesetzt, Bild 19.
Diese Definition ist aber nur eindeutig,
wenn der Schweier den Brenner mit der
rechten Hand und den Zusatzstab mit der
linken Hand fhrt, wie dies bei Rechts-
hndern blich ist und wenn man die Po-
sitionen aus Sicht des Schweiers sieht.
Eindeutiger ist die Schweirichtung defi-
niert, wenn man sagt, der Schweistab
wird in Schweirichtung vor dem Brenner
gefhrt.
Dies gilt fr alle Positionen allerdings
nicht fr die Fallnahtschweiung. Beim
Auftragsschweien wird wegen der hhe-
ren Abschmelzleistung manchmal auch
nach rechts geschweit.
Der Brenner wird in einem Winkel von
etwa 20 zur Senkrechten in Schwei-
richtung stechend angestellt, der
Schweistab wird dabei von vorn ziem-
lich flach unter einem Winkel von etwa
15 zur Werkstckoberflche zugefhrt.
Der Lichtbogen schmilzt zuerst ein
Schmelzbad auf. Darin schmilzt der
Schweistab dann unter dem Lichtbogen
Bild 19 Positionierung des Brenners und
des Zusatzstabes [1]
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
14 08.02
Art. Nr.: WM022200.doc
ab, wobei der Schweier durch Vor- und
Zurckbewegungen des Stabes tupfende
Bewegungen ausfhrt. Dabei darf der
Stab beim Verbindungsschweien nicht
zu weit unter den Lichtbogen geschoben
werden, weil sonst der Einbrand in den
Grundwerkstoff vermindert wird. Beim
Auftragsschweien, wo man an einer ge-
ringeren Vermischung interessiert ist,
macht man sich dies aber auch positiv zu
nutze.
Beim Verbindungsschweien sollte das
Stabende am vorderen Rand des
Schmelzbades abschmelzen. Dabei mu
der Schweier aber darauf achten, da
er das schmelzflssige Ende bei den
tupfenden Bewegungen nicht aus der
Schutzgasglocke heraus bewegt. Eine
Oxidation des Stabendes wre die Folge,
und Oxide knnten in das Schmelzbad
gelangen.
In der Regel wird ohne oder mit nur ge-
ringer Pendelbewegung geschweit.
Hierbei wird die Schutzgasglocke am we-
nigsten gestrt. In der Position PF (senk-
recht steigend) mu dagegen eine
geringe Pendelbewegung von Brenner
und Schweistab ausgefhrt werden.
Das Gleiche gilt fr Zwischenlagen in ei-
ner Breite, die nicht mehr mit einer
Strichraupe gefllt werden knnen, die
aber fr zwei Strichraupen zu schmal
sind.
6.6 Magnetische Blaswirkung
Unter Blaswirkung versteht man eine Er-
scheinung, bei welcher der Lichtbogen
durch Ablenkung aus seiner Mittelachse
verlngert wird und dabei ein zischendes
Gerusch von sich gibt. Durch diese Ab-
lenkung knnen Ungnzen entstehen. So
kann der Einbrand unzulnglich werden
und bei schlackenfhrenden Schwei-
prozessen knnen durch Schlackenvor-
lauf in der Naht Schlackeneinschlsse
entstehen.
Die Ablenkung erfolgt durch Krfte, die
aus dem umgebenden Magnetfeld her-
rhren. Wie jeder stromdurchflossene
Leiter sind auch Elektrode und Lichtbo-
gen von einem ringfrmigen Magnetfeld
umgeben. Dieses wird im Bereich des
Lichtbogens beim bergang in den
Grundwerkstoff umgelenkt. Dadurch wer-
den die magnetischen Kraftlinien an der
Innenseite verdichtet und an der Auen-
seite erweitert(Bild 20a).
Der Lichtbogen weicht in das Gebiet
verminderter FluIiniendichte aus. Dabei
verlngert er sich und gibt wegen der nun
erhhten Lichtbogenspannung ein zi-
schendes Gerusch von sich. Der Ge-
genpol bt also eine abstoende Wirkung
auf den Lichtbogen aus.
Eine andere magnetische Kraft rhrt da-
her, da das Magnetfeld sich in einem
ferromagnetischen Werkstoff besser aus-
breiten kann, als in Luft. Der Lichtbogen
wird deshalb von groen Eisenmassen
angezogen. Dies zeigt sich z.B. dadurch,
da er beim Schweien auf einem ma-
gnetisierbaren Werkstoff an den Ble-
chenden nach Innen abgelenkt wird.
Der Ablenkung des Lichtbogens kann
man durch entsprechende Schrgstellung
der Elektrode begegnen(Bild 20b). Da
die Blaswirkung beim Schweien mit
Gleichstrom besonders gro ist, kann
man sie, wo dies mglich ist, durch das
Schweien an Wechselstrom vermeiden
oder zumindest erheblich vermindern.
Besonders stark kann die Blaswirkung
wegen der umgebenden Eisenmassen
beim Schweien von Wurzellagen wer-
den. Hier hilft es, wenn man den Magnet-
flu durch eng beieinander liegende,
nicht zu kurze Heftstellen, untersttzt.
6.7 Schweipositionen
Nach ISO 6947 werden die Schweiposi-
tionen mit PA PG bezeichnet. Diese
Bild 20 Magnetische Blaswirkung
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
15 08.02
Art. Nr.: WM022200.doc
sind, wenn man Sie an einem Rohr be-
trachtet von oben (PA) ausgehend im
Uhrzeigersinne alphabetisch angeordnet
Bild 21.
Die Position PA ist das, was frher in
Deutschland mit waagerecht oder Wan-
nenlage bezeichnet wurde. Es folgen
dann die Stumpfnahtpositionen PC (hori-
zontal an senkrechter Wand) und PE
(berkopf), sowie die Kehlnahtpositionen
PB (horizontal) und PD (horinzon-
tal/berkopf). Beim Schweien von Ble-
chen bedeutet PF, das senkrecht
steigend geschweit wird, PG ist die
Fallnaht. Am Rohr sind aber darunter
mehrere Positionen zusammengefat.
Die Position PF gilt, wenn das Rohr von
der berkopfposition ausgehend ohne
Drehen nach beiden Seiten steigend ge-
schweit wird., bei der Position PG gilt
dies sinngem fr die Schweiung von
oben nach unten (Fallnaht). Das WIG-
Schweien ist in allen Positionen mg-
lich. Die Schweidaten mssen dabei,
wie auch bei anderen Schweiverfahren
auf die Position abgestimmt werden.
6.8 Schweiparameter
Die untere Grenze der Anwendbarkeit
des WIG-Verfahrens liegt bei Stahl bei
etwa 0,3 mm, bei Aluminium und Kupfer
bei 0,5 mm. Nach oben hin sind der An-
wendung hchstens wirtschaftliche Gren-
zen gesetzt. Die Abschmelzleistung des
Verfahrens ist nicht sehr gro. Deshalb
werden oft nur die Wurzellagen WIG-
geschweit und die brigen Lagen mit
anderen Verfahren (E, MAG), die eine
hhere Leistung haben, eingebracht.
Bei der Wahl der Schweiparameter mu
man sich vergegenwrtigen, da am
Schweigert nur die Stromstrke einge-
stellt wird, die Lichtbogenspannung ergibt
sich aus der Lichtbogenlnge, die der
Schweier einhlt. Dabei gilt, da die
Spannung mit zunehmender Lichtbogen-
lnge grer wird. Als Anhaltswert fr ei-
ne zum Durchschweien ausreichende
Stromstrke gilt beim Schweien von
Stahl mit Gleichstrom (-Pol) eine Strom-
strke von 45 Ampere pro mm Wanddik-
ke. Beim Wechselstromschweien von
Aluminium werden 40 Ampere/mm ben-
tigt.
Geeignete Schweidaten fr Stumpf-
nhte an verschiedenen Werkstoffen
knnen Tabelle 7 bis Tabelle 6 entnom-
men werden.
6.9 Schweien mit Stromimpulsen
Beim Schweien mit impulsfrmigem
Strom wechseln Stromstrke und Span-
nung im Rhythmus der Impulsfrequenz
stndig zwischen einem niedrigen
Grundwert und dem hheren Impulswert
Bild 22.
Bild 21 Schweipositionen nach ISO 6947
I
[
A
]
t [s]
T
t
G
t
P
I
G
I
m
I
P
Bild 22 Zeitlicher Verlauf des Schweistro-
mes beim Impulsschweien
I
G
: Grundstrom
I
M
: mittlerer Strom
I
P
: Pulsstrom
t
G
: Grundstromzeit
t
P
: Impulsstromzeit
T: 1 Periode = 1/f
f: Frequenz
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
16 08.02
Art. Nr.: WM022200.doc
B
l
e
c
h
d
i
c
k
e
[
m
m
]
F
u
g
e
n
f
o
r
m
L
a
g
e
n
z
a
h
l
W
o
l
f
r
a
m
e
l
e
k
t
r
o
d
e
n
-
D
u
r
c
h
m
e
s
s
e
r
[
m
m
]
S
c
h
w
e
i
s
t
r
o
m
[
A
]
S
c
h
w
e
i
g
e
s
c
h
w
i
n
-
d
i
g
k
e
i
t
[
c
m
/
m
i
n
]
1,0 I 1 1,0 45 32
2,0 I 1 1,6 100 30
3,0 I 1 1,6 125 30
4,0 I 2 2,4 170 25
5,0 I 2 3,2 225 22
6,0 V 2 4,0 300 20
Tabelle 4 Richtwerte fr das WIG-Schweien
von hochlegiertem Stahl
Stromart: Gleichstrom (-Pol) Pos.
PA Schutzgas: Argon [1]
B
l
e
c
h
d
i
c
k
e
[
m
m
]
F
u
g
e
n
f
o
r
m
L
a
g
e
n
z
a
h
l
W
o
l
f
r
a
m
e
l
e
k
t
r
o
d
e
n
-
D
u
r
c
h
m
e
s
s
e
r
[
m
m
]
S
c
h
w
e
i
s
t
r
o
m
[
A
]
S
c
h
w
e
i
g
e
s
c
h
w
i
n
-
d
i
g
k
e
i
t
[
c
m
/
m
i
n
]
4,0 I 2 2,0 90 24
6,0 I 2 2,4 110 20
8,0 I 2 2,4 120 18
10,0 DV 2 2,4 120 16
12,0 DV 2 3,2 140 15
Tabelle 5 Richtwerte fr das WIG-Schweien
von Aluminium Stromart: Wechsel-
strom Pos. PF Schutzgas: Argon
[3]
W
e
r
k
s
t
o
f
f
B
l
e
c
h
d
i
c
k
e
[
m
m
]
F
u
g
e
n
f
o
r
m
L
a
g
e
n
z
a
h
l
W
o
l
f
r
a
m
e
l
e
k
t
r
o
d
e
n
-
D
u
r
c
h
m
e
s
s
e
r
[
m
m
]
S
c
h
w
e
i
s
t
r
o
m
[
A
]
S
c
h
w
e
i
-
g
e
s
c
h
w
i
n
d
i
g
k
e
i
t
[
c
m
/
m
i
n
]
Rein-
nickel
1,0 I 1 1,0 65 13
1,5 I 1 1,6 90 12
3,0 I 1 2,4 140 10
5,0 V 3 2,4 145 12
10,0 V 8 2,4 150 12
Kupfer 1,5 I 1 1,6 130 28
3,0 I 1 3,2 200 25
5,0 I 2 4,0 270 15
Tabelle 6 Richtwerte fr das WIG-Schweien
von Nickel und Kupfer Stromart:
Gleichstrom (-Pol) Pos. PA
Schutzgas: Argon [3], [1]
B
l
e
c
h
d
i
c
k
e
[
m
m
]
F
u
g
e
n
f
o
r
m
L
a
g
e
n
z
a
h
l
W
o
l
f
r
a
m
e
l
e
k
t
r
o
d
e
n
-
D
u
r
c
h
m
e
s
s
e
r
[
m
m
]
S
c
h
w
e
i
s
t
r
o
m
[
A
]
S
c
h
w
e
i
g
e
s
c
h
w
i
n
-
d
i
g
k
e
i
t
[
c
m
/
m
i
n
]
1,0 I 1 1,0 60 32
2,0 I 1 1,6 110 30
3,0 I 1 1,6 140 30
4,0 I 2 2,4 190 25
5,0 I 2 3,2 250 22
6,0 V 2 4,0 350 20
Tabelle 7 Richtwerte fr das WIG-Schweien
von un- und niedriglegiertem Stahl
Stromart: Gleichstrom (-Pol) Pos.
PA Schutzgas: Argon [1]
B
l
e
c
h
d
i
c
k
e
[
m
m
]
F
u
g
e
n
f
o
r
m
L
a
g
e
n
z
a
h
l
W
o
l
f
r
a
m
e
l
e
k
t
r
o
d
e
n
-
D
u
r
c
h
m
e
s
s
e
r
[
m
m
]
S
c
h
w
e
i
s
t
r
o
m
[
A
]
S
c
h
w
e
i
g
e
s
c
h
w
i
n
-
d
i
g
k
e
i
t
[
c
m
/
m
i
n
]
1,0 I 1 1,6 75 26
2,0 I 1 2,0 90 21
3,0 I 1 2,4 125 17
4,0 I 1 3,2 160 15
5,0 V 2 3,2 165 14 bis 17
6,0 V 2 4,0 185 10 bis 15
Tabelle 8 Richtwerte fr das WIG-Schweien
von Aluminium Stromart: Wechsel-
strom Pos. PA Schutzgas: Ar-
gon [3]
Heutige Inverterstromquellen gestatten
meist das Einstellen von Impulsfrequen-
zen zwischen 0,5 und 300 Hz. Sonder-
stromquellen pulsen auch im kHz-
Bereich.
Whrend in den hheren Frequenzberei-
chen sich Effekte wie Kornverfeinerung
im Schweigut und Lichtbogenein-
schnrung realisieren lassen, wird der
untere Frequenzbereich wegen der bes-
seren Schmelzbadbeherrschung in
Zwangslagen vor allem in der Position PF
gewhlt. Dies kommt folgendermaen
zustande (Bild 23):
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
17 08.02
Art. Nr.: WM022200.doc
Unter Einwirkung des hohen Impulsstro-
mes wird der Einbrand in den Grund-
werkstoff erzeugt und es bildet sich ein
punktfrmiges Schmelzbad aus. Dieses
beginnt unter Einwirkung des folgenden
niedrigeren Grundstromes bereits vom
Rand ausgehend zu erstarren, bis der
nchste Stromimpuls es wieder auf-
schmilzt und vergrert. Inzwischen ist
der Lichtbogen aber bereits in Schwei-
geschwindigkeit weiter gewandert, soda
die Schweinaht beim WIG-
Impulsschweien aus vielen sich ber-
lappenden Schweipunkten gebildet wird.
Die Gre des Schmelzbades ist dabei
im Durchschnitt kleiner als beim Schwei-
en mit gleichfrmigem Strom, soda es
sich in Zwangslagen besser beherrschen
lt. Trotzdem ist ausreichender Ein-
brand gewhrleistet. Der eben geschil-
derte Effekt tritt aber nur auf, wenn ein
ausreichender Temperaturunterschied im
Schmelzbad zwischen Grund- und Im-
pulsphase auftritt. Dies ist nur bei Im-
pulsfrequenzen unter etwa 5 Hz
gegeben.
Als Nachteil kann genannt werden, da
die Schweigeschwindigkeit vielfach
beim Impulsschweien verringert werden
mu. Auch nimmt der Schweier das
Pulsen im niedrigen Frequenzbereich als
strendes Flackern des Lichtbogens
wahr. Deshalb wird diese Variante des
WIG-Schweiens weniger beim manuel-
len Schweien angewandt, wo der
Schweier andere Mglichkeiten hat die
Badbeherrschung zu beeinflussen, als
vielmehr beim mechanisierten WIG-
Schweien.
6.10 Mglichkeiten des Mechanisierens
Das manuelle WIG-Verfahren (Bild 24)
lt sich schon mit einfachen Mittel me-
chanisieren. Dies wird vor allem interes-
sant, wenn lngere Lngsnhte an
Blechen zu schweien sind oder hufig
Rundnhte an rohrfrmigen Krpern vor-
kommen.
Beim Schweien von Lngsnhten kann
der Brenner an ein einfaches Fahrwerk
angeflanscht werden, mit dem er ber die
Schweifuge fhrt. Wenn Ungenauigkei-
ten in der Fugengeometrie auftreten,
empfiehlt sich die Verwendung einer
Badsicherung.
Beim Schweien von Rundnhten wird
der Brenner stationr aufgehngt und das
Werkstck bewegt sich in einer Drehvor-
richtung unter dem Brenner her.
Bei komplexen Teilen werden auch
Schweiroboter zum WIG-Schweien
eingesetzt.
In allen Fllen wird, wo Zusatzwerkstoff
erforderlich ist, dieser mechanisiert durch
eine Vorschubvorrichtung in Drahtform
dem Lichtbogen zugefhrt.
6.11 Arbeitssicherheit
Das WIG-Schweien ist ein sehr saube-
res Verfahren. Es entstehen kaum
schdliche Gase und Rauche, soda ein
Absaugen direkt am Entstehungsort nach
den bestehenden Arbeitsschutzvor-
schriften nicht vorgeschrieben ist. Es ge-
Bild 23 Aufbau der Schweinaht aus ein-
zelnen Schweipunkten [2}
Bild 24 TIG 230 DC, WIG-Schweien in der
Lebensmittelindustrie
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
18 08.02
Art. Nr.: WM022200.doc
ngt die freie Lftung oder die technische
Lftung des Raumes. Der Schweier
mu sich aber vor der Strahlung des
Lichtbogens und vor elektrischen Gefah-
ren schtzen.
Gegen die infrarote und ultraviolette
Strahlung trgt der WIG-Schweier in der
Regel einen Kopfschirm, Bild 24, der ihm
beide Hnde frei hlt fr die Brennerfh-
rung und die Zugabe von Zusatzmaterial.
In diesen Schutzschirm ist der Schwei-
erschutzfilter integriert. Diese Filter sind
neuerdings in DIN EN 169 genormt. Es
gibt verschiedene Schutzstufen, die auf
dem Glas dauerhaft aufgebracht sein
mssen. Beim WIG-Schweien werden je
nach angewandter Stromstrke Filter der
Schutzstufen 9 bis 14 eingesetzt, wobei
die Stufe 9 zu den geringeren Strmen
gehrt und 14 den hheren Stromstrken
zugeordnet ist.
Die hchste elektrische Gefhrdung geht
von der Leerlaufspannung aus. Dies ist
die hchste Spannung, welche an der
eingeschalteten Stromquelle zwischen
den Anschlubuchsen anliegt wenn der
Lichtbogen nicht brennt. Nach dem Zn-
den des Lichtbogens ist die Spannung
wesentlich geringer, beim WIG-
Schweien nur etwa 12 bis 20 Volt. Nach
der UVV VBG 15 drfen Stromquellen fr
Gleichstrom im normalen Betrieb einen
Scheitelwert der Leerlaufspannung von
max. 113 Volt haben. Bei Wechselstro-
manlagen betrgt dieser Wert ebenfalls
113 Volt, jedoch ist der Effektivwert Wert
auf max. 80 Volt begrenzt. Unter erhhter
elektrischer Gefhrdung, z.B. beim
Schweien in engen Rumen oder auf
groen Eisenmassen, gelten fr Wech-
selstrom herabgesetzte Werte, z.B. ein
Scheitelwert von 68 Volt und ein Effekti-
vwert von 48 Volt. Neuere Schwei-
stromquellen, die diese Forderung
erfllen tragen nach DIN EN 60974-1 das
Zeichen S. ltere Stromquellen knnen
dagegen noch mit K (Gleichstrom) oder
42 V (Wechselstrom) gekennzeichnet
sein. Gegen elektrische Schlge schtzt
der Schweier sich am sichersten durch
nicht beschdigte Schweierhandschuhe
aus Leder und gut isolierende Arbeits-
kleidung einschlielich Schuhwerk.
7 Besonderheiten verschiedener
Werkstoffe
Es wurde schon gesagt, da das WIG-
Verfahren sich fr das Schweien einer
groen Palette von Werkstoffen eignet.
Einige Werkstoffe werden dabei mit
Gleichstrom, andere mit Wechselstrom
geschweit. Tabelle 9 listet auf, welche
Werkstoffe sich besser mit Gleichstrom
und welche sich besser mit Wechsel-
strom schweien lassen.
Im Folgenden werden einige Besonder-
heiten behandelt, die sich bei den ver-
schiedenen Werkstoffen ergeben.
7.1 Un- und niedriglegierte Sthle
Diese Sthle lassen sich mit allen
Schmelzschweiverfahren fgen. Bei der
Auswahl des Schweiverfahrens sind
aber meist weniger Qualittsgesichts-
punkte als vielmehr wirtschaftliche ber-
legungen entscheidend. Das WIG-
Verfahren ist deshalb wegen seiner ge-
Gleich-
strom
Werkstoff
E
l
e
k
t
r
o
d
e
P
o
l
E
l
e
k
t
r
o
d
e
+
P
o
l
W
e
c
h
s
e
l
s
t
r
o
m
C-Stahl XX - -
Nichtrostender Stahl XX - -
Aluminium und Al-Legie-
rungen
- X
1)
XX
Magnesium und Mg-
Legierungen
- X
1)
XX
Kupfer XX - -
Aluminiumbronze X - XX
Siliziumbronze XX - -
Messing X - XX
Nickel und Ni-Legierungen XX - X
Titan XX - -
Tabelle 9 Geeignete Stromart fr verschie-
dene Werkstoffe Schutzgas:
Reinargon
1)
nur fr dnne Materialien
XX = beste Ergebnisse,
X = brauchbar,
- = nicht zu empfehlen
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
19 08.02
Art. Nr.: WM022200.doc
ringen Leistung bei diesen Sthlen unter-
reprsentiert. Eine Ausnahme macht das
Schweien von Wurzellagen. Bei Wand-
dicken grer etwa 6mm wird oft nur die
Wurzel WIG-geschweit und die brigen
Lagen werden mit einem leistungsfhige-
ren Verfahren eingebracht. Eine andere
Ausnahme ist das Schweien von Rohr-
leitungen mit kleineren Durchmessern.
Hierfr gibt es nichts, was sich besser
dafr eignen wrde als das WIG-
Verfahren.
Eine Besonderheit ist, da es zur Poren-
bildung kommen kann, z.B. bei unlegier-
ten Rohrsthlen (z.B. P235), die wenig
Silizium enthalten oder beim Einschwei-
en solcher Rohre in Kesselbden. Auch
bei Tiefziehsthlen, die nur mit Aluminium
beruhigt sind, knnen Poren auftreten,
wenn mit wenig Zusatzwerkstoff ge-
schweit wird. Durch Sauerstoffaufnah-
me aus der Atmosphre, die auch beim
Schutzgasschweien nicht vllig zu ver-
hindern ist, wird das Schweigut unberu-
higt und es knnen Poren durch
KohIenmonoxidbildung im Schweigut
auftreten. Die Abhilfe besteht darin, mg-
lichst viel Si / Mn-legierten Zusatzwerk-
stoff einzubringen, wodurch der
Sauerstoff unschdlich abgebunden wird.
7.2 Austenitsche CrNi-Sthle
Diese Werkstoffe eignen sich besonders
gut zum WIG-Schweien, weil durch die
gnstige Viskositt des Schweigutes
feingefiederte, glatte Oberraupen und fla-
che Wurzelunterseiten entstehen.
Durch die relativ langsame Schweige-
schwindigkeit des WIG-Verfahrens und
die geringe Wrmeleitfhigkeit der CrNi-
Sthle kann es bei kleinen Wanddicken
aber leicht zu berhitzungen kommen.
Dadurch knnen Heirisse auftreten,
auch die Korrosionsbestndigkeit kann
vermindert werden. berhitzungen kn-
nen wenn notwendig durch Einlegen von
Abkhlungspausen oder Khlen der
Werkstcke vermieden werden. Dadurch
verringert sich auch der Verzug, der ge-
rade bei CrNi-Sthlen wegen des hhe-
ren Ausdehnungskoeffizienten grer ist
als bei unlegiertem Stahl.
Bei Bauteilen, die spter einem Korrosi-
onsangriff ausgesetzt sind, mssen die
nach dem Schweien auf der Oberflche
der Naht und auf den Rndern beider-
seits im Grundwerkstoff zurckbleiben-
den Oxidhute und Anlauffarben durch
Brsten, Strahlen, Schleifen oder Beizen
entfernt werden, bevor das Bauteil in Be-
trieb geht. Unter diesen Huten kommt es
sonst zu einem verstrkten Korrosi-
onsangriff. Dies gilt auch fr die Wurzel-
seite beim Schweien von Rohren. Da
eine mechanische Bearbeitung hier
schlecht mglich ist, empfiehlt sich die
Vermeidung der Oxidation durch Formie-
ren siehe auch Kapitel 3.4 Formieren.
7.3 Aluminium und Aluminiumlegierungen
Beim Schweien von Aluminiumwerk-
stoffen wird, von Ausnahmen abgesehen
auf die spter noch eingegangen wird,
Wechselstrom zum Schweien verwen-
det. Dies ist erforderlich um die hoch-
schmelzende Oxidschicht auf dem Bad
zu beseitigen. Aluminiumoxid (AI
2
O
3
) hat
einen Schmelzpunkt von etwa 2050C.
Der Grundwerkstoff z.B. Reinaluminium
schmilzt dagegen schon bei 650C. Alu-
minium hat eine so groe chemische
Verwandtschaft zu Sauerstoff, soda sich
selbst wenn die Oberflche des Grund-
werkstoffs vor dem Schweien durch
Brsten oder Schaben oxidfrei gemacht
wurde, auf der Badoberflche schnell
wieder solche Hute bilden. Diese
schmelzen wegen ihres hohen Schmelz-
punktes nur direkt unter dem Lichtbogen
teilweise auf. Der grte Teil der Nahto-
berflche wre beim Schweien mit
Gleichstrom (-Pol) also mit einer festen
Schicht von Aluminiumoxid bedeckt. Die-
se macht die Badbeobachtung unmglich
und erschwert die Zugabe von Zusatz-
werkstoff. Zwar knnte diese Oxidschicht
durch Verwenden von Flumitteln, wie
beim Lten beseitigt werden, dies wrde
aber einen zustzlichen Aufwand be-
deuten.
Beim Schweien mit Wechselstrom bietet
sich die Mglichkeit, diese Oxidschicht
durch Ladungstrger im Lichtbogen auf-
zureien und zu beseitigen. Dafr kom-
men nur die lonen infrage, da die
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
20 08.02
Art. Nr.: WM022200.doc
Elektronen wegen ihrer geringen Masse
nicht gengend kinetische Energie dafr
besitzen. Bild 25 zeigt den Ladungstr-
gerflu im Lichtbogen.
Wenn der Minuspol an der Elektrode
liegt, wandern die Elektronen von der
Elektrode zum Werkstck und die
Restionen vom Werkstck zur Elektrode.
Bei dieser Polung ist eine Reinigungswir-
kung nicht mglich. Bei umgekehrter Po-
lung treffen dagegen die schwereren
lonen auf die Werkstckoberflche. Sie
knnen durch ihre kinetische Energie die
Oxidschicht aufreien und beseitigen.
Das Schweien am heieren Pluspol
htte aber zur Folge, da die Strombe-
lastbarkeit der Elektrode nur sehr gering
wre. Diese Variante des WIG-
Schweiens ist deshalb nur fr das
Schweien sehr dnner Aluminiumstruk-
turen (bis etwa 2,5 mm Wanddicke)
brauchbar. Als Kompromi bietet sich der
Wechselstrom an. Wenn die positive
Halbwelle an der Elektrode liegt, tritt die
Reinigungswirkung ein. In der danach
folgenden negativen Halbwelle kann die
Elektrode dann wieder abkhlen. Man
spricht deshalb auch von der Reinigungs-
und der Khlhalbwelle. Die Strombelast-
barkeit ist beim Schweien an Wechsel-
strom geringer als beim Gleichstrom-
Minuspolschweien. Sie ist aber wesent-
lich hher als beim Schweien am Plus-
pol siehe auch Tabelle 1. Es hat sich
gezeigt, da fr eine ausreichende Reini-
gungswirkung gar nicht die ganze positi-
ve Halbwelle bentigt wird. sondern da
20 oder 30% davon ausreichen. Dies hat
man sich bei modernen WIG-
Stromquellen zu Nutze gemacht. Diese
erzeugen einen knstlichen rechteckfr-
migen Wechselstrom, in dem mittels
schnell reagierender Schalter (Transisto-
ren) wechselseitig der Plus- und der Mi-
nuspol einer Gleichstromquelle auf die
Elektrode geschaltet wird. Dabei kann
man dann die Balance der beiden Halb-
wellen zueinander z.B. von 20% Plus /
80% Minus bis 80% Plus / 20% Minus
verndern (Bild 26).
Der geringere Anteil des Pluspols fhrt zu
einer hheren Strombelastbarkeit der
Elektrode bzw. bei gleicher Stromein-
stellung zu einer lngeren Standzeit. Bei
diesen sogenannten Square-Wave-
Quellen kann meist auch die Frequenz
des knstlichen Wechselstromes noch
verndert werden, z.B. zwischen 50 und
300 Hz. Auch mit dem Erhhen der Fre-
quenz ist eine Schonung der Elektrode
verbunden.
Der rechteckfrmige knstliche Wechsel-
stromes hat aber noch einen weiteren
Vorteil. Da der Stromverlauf beim Wech-
sel der Polaritt sehr steil ist, sind die
Totzeiten des Lichtbogens beim Null-
durchgang wesentlich krzer als bei ei-
nem sinusfrmigen Verlauf. Das
Wiederznden erfolgt deshalb sicherer,
sogar ohne Zndhilfe, und der Lichtbogen
ist insgesamt stabiler. Allerdings machen
sich die Wiederzndvorgnge als strke-
res Brummgerusch bemerkbar. Moder-
ne WIG-Stromquellen gestatten das
Schweien mit Gleichstrom, sowie mit si-
Bild 25 Erklrung der Reinigungswirkung
Bild 26 Unterschiedliche Balanceeinstel-
lung bei rechteckfrmigen Wech-
selstrom
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
21 08.02
Art. Nr.: WM022200.doc
nusfrmigem und mit rechteckfrmigen
Wechselstrom, Bild 27.
In neuerer Zeit wird auch eine Variante
des WIG-Minuspolschweiens angewen-
det, bei der hochheliumhaltiges Schutz-
gas (z.B. 90% He / 10% Ar) verwendet
wird. Beim Schweien am Minuspol lt
sich wie bereits geschildert, die Oxidhaut
nicht aufbrechen. Durch die hohe Tempe-
ratur des energiereicheren Heliumlicht-
bogens kann sie aber verflssigt werden.
Damit ist sie nur noch wenig strend. Das
WIG-Gleichstrom-Minuspolschweien
unter Helium wird wegen des besseren
Einbrandverhaltens vor allem bei Repa-
raturschweiungen an Guteilen aus
Aluminium-Silizium-Legierungen ange-
wendet.
Eine weitere Besonderheit beim Schwei-
en des Werkstoffes Aluminium ist seine
Porenempfindlichkeit bei der Aufnahme
von Wasserstoff. Die Verhltnisse sind
wesentlich kritischer als beim Schweien
von Stahl. Whrend Eisen beim ber-
gang vom flssigen in den festen Zustand
noch eine Lsungsfhigkeit fr Wasser-
stoff von 8 cm
3
/100 g Schweigut besitzt,
hat Aluminium im festen Zustand prak-
tisch keine Lsungsfhigkeit fr Wasser-
stoff mehr. Das heit, aller Wasserstoff,
der beim Schweien aufgenommen wur-
de, mu das Schweigut verlassen bevor
es erstarrt. Anderenfalls entstehen Poren
im Schweigut.
Quellen fr Wasserstoff beim WIG-
Schweien von Aluminium sind in erster
Linie Oxidhute auf dem Grundwerkstoff.
Diese binden Feuchtigkeit und mssen
deshalb vor dem Schweien durch Br-
sten oder Schaben entfernt werden. An-
dererseits ist der Lichtbogen ruhiger,
wenn sich eine dnne Oxidhaut auf der
Oberflche befindet, weil diese leichter
Elektronen aussendet als das reine Me-
tall. Es mu deshalb ein Kompromi ge-
funden werden, zwischen einem stabilen
Lichtbogen und einer ausreichenden Po-
rensicherheit. Es hat sich als gnstig er-
wiesen, die Werkstckoberflchen vor
dem Schweien grndlich von Oxiden zu
befreien, danach aber mit dem Schwei-
en noch eine oder zwei Stunden zu
warten, damit sich eine dnne Oxid-
schicht neu bilden kann. Auch die auf der
Oberflche der Schweistbe gebildeten
Oxidhute tragen zur Porenbildung bei.
Zusatzwerkstoffe aus Aluminium sollten
deshalb sorgfltig und nicht zu lange ge-
lagert werden.
7.4 Kupfer und Kupferlegierungen
Das Schweien von Kupfer wird vor al-
lem durch seine groe Wrmeleitfhigkeit
erschwert. Deshalb mu bei greren
Werkstoffdicken zumindest am Schwei-
nahtbeginn vorgewrmt werden. Spter
ergibt sich ein Vorwrmeffekt durch die
voranlaufende Schweiwrme, soda ein
groflchiges Vorwrmen nur bei Wand-
dicken > 5 mm erforderlich ist. Das WIG-
Verfahren bietet die Mglichkeit den
Lichtbogen selbst zum Vorwrmen zu
benutzen, in dem man am Schweinaht-
beginn durch kreisende Bewegungen mit
dem verlngerten Lichtbogen Wrme
einbringt.
Reinkupfer und viele Cu-Legierungen
werden mit Gleichstrom, Elektrode am
Minuspol geschweit. Nur einige Bronzen
wie Messing und Aluminiumbronze las-
sen sich besser mit Wechselstrom
schweien.
7.5 Sonstige Werkstoffe
Auer den bereits besprochenen Werk-
stoffen werden noch in nennenswertem
Mae Nickel und Nickellegierungen WIG-
geschweit. Die wichtigsten sind Nickel /
Bild 27 TRITON 220 AC/DC, WIG-Inverter-
Schweigert
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
22 08.02
Art. Nr.: WM022200.doc
Chrom-Legierungen (z.B. Inconel) und
Nickel / Kupfer-Legierungen (z.B. Monel).
Ferner werden Titan und Titanlegierun-
gen WIG-geschweit. Auch fr diese
Werkstoffe eignet sich am besten Gleich-
strom mit negativ gepolter Elektrode.
Beim Schweien von Titan mu aber
nicht nur der Schweinahtbereich selbst
durch Schutzgas geschtzt werden, son-
dern auch in weiterer Entfernung von der
Schweistelle und gegebenenfalls auch
auf der Rckseite mu durch Schlepp-
brausen Schutzgas zugegeben werden
um Anlauffarben zu vermeiden. Der
Werkstoff versprdet sonst durch Auf-
nahme atmosphrischer Gase.
8 Anwendung des WIG-
Schweiens
Anwendungsbeispiele fr das WIG-
Schweien zeigen Bild 28 bis Bild 32. Mit
dem WIG-Verfahren werden vornehmlich
dnnwandige Werkstcke gefgt, bei dik-
keren Materialien wird dagegen meist nur
die Wurzel mit diesem Verfahren ge-
schweit und die Fll- und Decklagen mit
anderen, leistungsfhigeren Verfahren
eingebracht. Nach einer Statistik, liegt
deshalb auf die Gesamtheit aller in
Deutschland hergestellten Schweinhte
bezogen, der Anteil dieses Verfahrens
nur knapp unter 2%. Diese Zahl fllt al-
lerdings fr das WIG-Schweien deshalb
ungnstig aus, weil sie auf dem Zusatz-
werkstoffverbrauch basiert. Beim WIG-
Schweien wird aber wie schon ausge-
fhrt, in der Regel wenig Schweizusatz
gebraucht. Der wirkliche Anteil dieses
Verfahrens drfte deshalb hher liegen,
obwohl es an die Anwendung des Licht-
bogenhandschweiens, das etwa bei
7,5% liegt, nicht annhernd herankommt.
Trotzdem ist das WIG-Schweien ein
sehr wichtiges Verfahren. Seine Vorteile
wurden schon an anderer Stelle dieser
Broschre beschrieben.
8.1 Fertigungszweige
Das WIG-Schweien wird hauptschlich
im Kessel-, Behlter-, Apparate- und
Rohrleitungsbau eingesetzt, aber auch in
der Luft- und Raumfahrtindustrie und bei
der Herstellung lngsnahtgeschweiter
Rohre aus Edelstahl.
Ein weiteres Anwendungsgebiet hat das
WIG-Schweien beim Auftragsschweien
vornehmlich im Werkzeugbau wo mit die-
sem Verfahren auch sehr feine Konturen,
z.B. an Gesenken und Schnittwerkzeu-
gen ausgebessert werden knnen.
8.2 Anwendungsbeispiele
Bild 29 zeigt die Anwendung des manu-
ellen WIG-Schweiens im Apparatebau.
Bild 28 Anwendung der PICOTIG 160 HF
Bild 29 TRITON 160 DC, WIG-Schweien im
Apparatebau
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
23 08.02
Art. Nr.: WM022200.doc
In ein Gehuse aus nichtrostendem CrNi-
Stahl (W.-Nummer 1.4301) wird ein
Flansch eingeschweit. Die benutzte
Schweianlage TRITON 160 DC liefert
dafr Gleichstrom bis zu 160 Ampere bei
einer Einschaltdauer von 50%.
Ebenfalls um das Schweien von CrNi-
Stahl in der chemischen Industrie geht es
in dem Anwendungsfall in Bild 30
Hier werden Rundnhte an Rohrleitungen
aus diesem Werkstoff WIG mit Gleich-
strom geschweit. Es ist die leistungsf-
higere Schweianlage TRITON 260 DC
mit einer Nennstromstrke von 260 Am-
pere im Einsatz. Das WIG-Verfahren
wurde hier vor allem darum ausgewhlt,
weil eine einwandfreie Wurzeldurch-
schweiung von auen gefordert war. Bei
solchen Schweiarbeiten mu das Roh-
rinnere formiert werden.
Es wurde schon erwhnt, da ein bevor-
zugtes Anwendungsgebiet fr das WIG-
Schweien die Luft- und Raumfahrtindu-
strie ist. Bild 31 zeigt die Anwendung des
Verfahrens bei der Reparatur einer
Mischkammer fr ein Flugzeugtriebwerk.
Der Grundwerkstoff ist hier eine hoch-
warmfeste und korrosionsbestndige
Nickelbasis-Legierung.
In Bild 32 werden Rohre aus hitzebe-
stndigem Stahl in den Rohrboden eines
Wrmetauschers eingeschweit. Es geht
hier um die manuelle Anwendung des
Verfahrens.
Sehr oft werden aber solche Schweiar-
beiten auch mechanisiert. In diesem Fall
wird der Brenner mittels eines Spann-
dorns im Innern des Rohres zentriert. Er
luft in der Regel von einer Position vor
PA ausgehend in einer Kreisbahn um das
Bild 30 TRITON 260 DC, WIG-Schweien an
Rohrleitungen
Bild 31 WIG-Schweien bei der Reparatur
von Triebwerksteilen
Bild 32 WIG-Schweien beim Einschweien
von Rohren in Rohrbden
Die EWM WIG-Fibel
2002 EWM HIGHTEC WELDING GmbH
Dr. Gnter-Henle-Str. 8 D-56271 Mndersbach/Ww., Germany
www.ewm.de
24 08.02
Art. Nr.: WM022200.doc
Rohr herum (Orbitalschweien). Dabei
kann auch Zusatzwerkstoff zugefhrt
werden. Da nacheinander alle Positionen
von waagerecht ber fallend und ber-
kopf bis steigend durchlaufen werden,
sind die dafr verwendeten Schwei-
stromquellen programmierbar, soda die
Schweidaten der jeweiligen Schweipo-
sition entsprechend optimal angepat
werden knnen. Solche WIG-Orbital-
schweiungen kommen auch als Stumpf-
nhte an Rohren vor. In diesem Falle
luft der Brenner an einer Spannzange
um das Rohr.
9 Schrifttum
[1] R. Killing: Handbuch der Schweiver-
fahren, Teil 1: Lichtbogenschweien
Fachbuchreihe Schweitechnik Band
76/I, DVS-Verlag GmbH Dsseldorf 1999
[2] R. Killing: Kompendium der Schwei-
technik Band 1: Verfahren der Schwei-
technik Fachbuchreihe Schweitechnik
Band 128/I, DVS-Verlag GmbH Dssel-
dorf 1997
[3] G. Aichele: Leistungskennwerte fr
Schweien und Schneiden Fachbuchrei-
he Schweitechnik Band 72, DVS-Verlag
GmbH Dsseldorf 1994
10 Impressum
Die WIG-Fibel, 1. Ausgabe 2002
Aus der Schriftenreihe EWM-Wissen
rund ums Schweissen
Alle Rechte vorbehalten.
Nachdruck, auch auszugsweise, verbo-
ten. Kein Teil dieser Broschre darf ohne
schriftliche Einwilligung von EWM in ir-
gendeiner Form (Fotokopie, Mikrofilm
oder ein anderes Verfahren), reproduziert
oder unter Verwendung elektronischer
Systeme verarbeitet, vervielfltigt oder
verbreitet werden.
EWM HIGHTEC WELDING GmbH
Dr.-Gnter-Henle-Str. 8
D-56271 Mndersbach
Fon: +49(0)2680.181-121
Fax: +49(0)2680.181-161
mailto:info@ewm.de
http://www.ewm.de
Satz:
EWM HIGHTEC WELDING GmbH, Mn-
dersbach
Druck:
Mller Digitaldruck GmbH, Montabaur
Pico
CLASSICS
WELDON
EVOLUTION X
STICK
PLASMA
- So klein kann so stark sein
- Die 1000-fach Bewhrten
- Power-Welding fr Profis
- Konsequent evolutionre Schweisstechnik
- Mobil - flexibel - leistungsstark
- Immer hchste Schweissnahtqualitt
E-Hand- und WIG- Schweissgerte 140A - 220A.
Die kompakte und einfach zu bedienende Lsung fr den Werkstatt-
und Baustelleneinsatz.
MIG/MAG-Standard-Schweissgerte 200A - 600A.
Speziell geeignet fr Einsatzbereiche in Industrie und Handwerk,
in denen es hart zugeht.
Mehrverfahren-Schweissgerte 160A - 500A.
(WIG, E-Hand und MIG/MAG)
Egal ob Montage, Werkstatt oder Produktion in Handwerk und
Industrie, optimale Leistung jederzeit und berall.
Mehrverfahren-Schweissgerte 300A - 500A.
(MIG/MAG-Impuls und -Standard sowie WIG und E-Hand)
Die volldigitale Gerteserie mit einfachster Bedienung,
selbst fr die komplexesten Anwendungen.
E-Hand-Schweissgerte 250A - 350A.
Portables E-Hand-Schweissen ist jetzt noch
kompakter und noch leistungsfhiger geworden:
Mit den exzellenten Schweisseigenschaften
der Inverter Stick-Serie fr mobile
Montageeinstze.
Plasma- und Microplasma-Schweigerte 20A - 450A
Einfach...
...immer und berall!
...EINSATZBEREIT...
www.ewm.de
Einfach mehr...
...INFORMATION...
Die von EWM bieten ideale Lsungen fr hchste
Schweissansprche
flexiblen Gerteserien
Aus der Dokumentationsreihe "Wissen - rund ums
Schweissen" sind u.a. auch Fibeln fr das E-Hand-
und MIG/MAG-Schweiverfahren erhltlich.
Poster (DINA1) Verfahren der Lichtbogen -
Schweisstechnik
Prospekte der gesamten Produktpalette
Fachaufstze u.a. zu den Themen MAG-Hochleistungs- , Plasma-Aluminium- oder
WIG-Impuls-Schweissen.
Alle Informationen finden Sie auch im Internet
unter . www.ewm.de
Interessieren Sie sich fr weitere schweitechnische Themen?
Wir bieten Ihnen folgende kostenlose Informationen:
E
W
M
H
I
G
H
T
E
C
W
E
L
D
I
N
G
G
m
b
H
2
0
0
2
EWM
HIGHTEC WELDINGGmbH
www.ewm.de info@ewm.de
Dr.-Gnter-Henle-Strasse8 D-56271 Mndersbach
Phone+49(0)2680.181-0 Fax +49(0)2680.181-244
W
M
.
0
2
2
2
.
0
0
0
8
.
0
2
W
e
r
e
s
e
r
v
e
t
h
e
r
i
g
h
t
t
o
m
a
k
e
a
m
e
n
d
m
e
n
t
s
Verkauf, Beratung, Service
Wenden Sie sich an uns oder unsere autorisierten Fachhndler um die gewnschten
Informationen kostenlos zu erhalten.
EWM - Einfach mehr, wenns ums Schweissen geht!
Das könnte Ihnen auch gefallen
- ElektronenstrahlschweißenDokument102 SeitenElektronenstrahlschweißenHagen_of_Tronje100% (1)
- Logistikprozesse für temperaturgeführte LebensmittelVon EverandLogistikprozesse für temperaturgeführte LebensmittelNoch keine Bewertungen
- Protokoll SchadensanalyseDokument9 SeitenProtokoll Schadensanalysesmorf3Noch keine Bewertungen
- Schweisspruefung Din en 9606 1 Poster PDFDokument1 SeiteSchweisspruefung Din en 9606 1 Poster PDFsusanwebNoch keine Bewertungen
- 6 EntgratenDokument15 Seiten6 EntgratenCristi LăpăduşNoch keine Bewertungen
- BV 1033-1Dokument44 SeitenBV 1033-1slincNoch keine Bewertungen
- Poster Gase Final LowDokument1 SeitePoster Gase Final LowtomasinkaNoch keine Bewertungen
- KBK Anlage PDFDokument5 SeitenKBK Anlage PDFPato PuruncajasNoch keine Bewertungen
- Logistische Kennzahlensysteme: Unter besonderer Berücksichtigung von NachhaltigkeitVon EverandLogistische Kennzahlensysteme: Unter besonderer Berücksichtigung von NachhaltigkeitNoch keine Bewertungen
- Propellerhandbuch For KS-F2Dokument6 SeitenPropellerhandbuch For KS-F2mario bulgheriniNoch keine Bewertungen
- Umrechnung Zoll in MMDokument1 SeiteUmrechnung Zoll in MMHalilKrizevacNoch keine Bewertungen
- 1 VerschleißDokument16 Seiten1 Verschleißapi-25967053Noch keine Bewertungen
- UTP Schweissen Im Werkzeugbau 2018Dokument28 SeitenUTP Schweissen Im Werkzeugbau 2018Gilberto GarciaNoch keine Bewertungen
- Sin WF PDFDokument120 SeitenSin WF PDFRolf-Dieter LossNoch keine Bewertungen
- CE-Kennzeichnung von Maschinen: vom Praktiker für PraktikerVon EverandCE-Kennzeichnung von Maschinen: vom Praktiker für PraktikerNoch keine Bewertungen
- Aluminium WIG Schweißen PDFDokument20 SeitenAluminium WIG Schweißen PDFMilan RadosavljevicNoch keine Bewertungen
- Schweißen Von Kupfer Und KupferlegierungenDokument52 SeitenSchweißen Von Kupfer Und KupferlegierungenHagen_of_TronjeNoch keine Bewertungen
- Alu Wig SchweissenDokument50 SeitenAlu Wig SchweissenfagslungNoch keine Bewertungen
- Hesse Spannen Mit Druckluft Und VakuumDokument49 SeitenHesse Spannen Mit Druckluft Und VakuumMario Valdes100% (1)
- Boehler Handbuch 06Dokument515 SeitenBoehler Handbuch 06LORELAY1004100% (3)
- Transport Im Betrieb (Aleman)Dokument60 SeitenTransport Im Betrieb (Aleman)Cesar Eduardo Gómez PuenteNoch keine Bewertungen
- Aluminium - Schweißverbindungen PDFDokument71 SeitenAluminium - Schweißverbindungen PDFHagen_of_TronjeNoch keine Bewertungen
- Rep Handbuch ESABDokument120 SeitenRep Handbuch ESABMarija IvanovskaNoch keine Bewertungen
- DBSV KorrosionDokument36 SeitenDBSV KorrosionHorstS123Noch keine Bewertungen
- Das Geradzahn StirnradDokument66 SeitenDas Geradzahn Stirnradxiaochi1989Noch keine Bewertungen
- (Arno Dorl (Auth.) ) Das Vorzeichnen Im Kessel - UndDokument68 Seiten(Arno Dorl (Auth.) ) Das Vorzeichnen Im Kessel - UndJoeNoch keine Bewertungen
- KFMDMDKDokument49 SeitenKFMDMDKFabian ZwingelNoch keine Bewertungen
- VG 95425-1Dokument25 SeitenVG 95425-1Lidija StojanovaNoch keine Bewertungen
- Sand - Und Kokillenguss Aus AluminiumDokument82 SeitenSand - Und Kokillenguss Aus AluminiumrobbythomNoch keine Bewertungen
- Unterweisung LaserschutzDokument25 SeitenUnterweisung LaserschutzFelix GrosseNoch keine Bewertungen
- Handbuch Für Staplerfahrer RICHTIGDokument61 SeitenHandbuch Für Staplerfahrer RICHTIGAlex100% (1)
- SKF Economos Hydraulik-Zylinder-Service PräsentationDokument15 SeitenSKF Economos Hydraulik-Zylinder-Service PräsentationNorbert DoetschNoch keine Bewertungen
- Selbstbau RöhrenprüfgerätDokument5 SeitenSelbstbau RöhrenprüfgerätPodaruNoch keine Bewertungen
- Bias EinstellungDokument13 SeitenBias EinstellungAnonymous bEER7ELA7D100% (1)
- Verschleiss Schutz Bei WerkzeugenDokument46 SeitenVerschleiss Schutz Bei WerkzeugenMarcWorldNoch keine Bewertungen
- Skriptum Metallogr REMDokument19 SeitenSkriptum Metallogr REMlatius1Noch keine Bewertungen
- Herstellverfahren StahlrohreDokument64 SeitenHerstellverfahren StahlrohrefraifikmushiNoch keine Bewertungen
- Feinguss KleinDokument52 SeitenFeinguss KleinAlejandro SanchezNoch keine Bewertungen
- Gastechnik Live VerbundnetzPlusDokument225 SeitenGastechnik Live VerbundnetzPlusMarcWorld100% (1)
- Skript OberflaechenmesstechnikDokument8 SeitenSkript OberflaechenmesstechnikAndrea KahmNoch keine Bewertungen
- TRL EPLAN 05-2019 Vorgaben Zur Ausführung Von EPLAN-Dokumentation V1.2Dokument22 SeitenTRL EPLAN 05-2019 Vorgaben Zur Ausführung Von EPLAN-Dokumentation V1.2Fábio SeabraNoch keine Bewertungen
- Diplomarbeit AndreasWeich Absicherung Einsatzstellen StrasseDokument144 SeitenDiplomarbeit AndreasWeich Absicherung Einsatzstellen Strasse64ssqax7100% (1)
- G 943Dokument18 SeitenG 943Joel Eljo Enciso SaraviaNoch keine Bewertungen
- Wirtschaftlichkeit SchweisstechnikDokument101 SeitenWirtschaftlichkeit SchweisstechnikAB100% (2)
- Vorlesung Aktuatorikinderprozessautomatisierung Kapitel 1Dokument193 SeitenVorlesung Aktuatorikinderprozessautomatisierung Kapitel 1ibotchakNoch keine Bewertungen
- GL I-1-1 DDokument408 SeitenGL I-1-1 DkuliguntNoch keine Bewertungen
- Fertigungs-und-Fügetechnik, NormteileDokument23 SeitenFertigungs-und-Fügetechnik, NormteileMARIORAPELLI100% (1)
- BIONIK-In Der LuftfahrtDokument79 SeitenBIONIK-In Der Luftfahrtcaprioloo100% (1)
- DIN EN 15629 - DE - Sep.2010Dokument38 SeitenDIN EN 15629 - DE - Sep.2010Alin David0% (1)
- SchraubenDokument98 SeitenSchraubenmvooNoch keine Bewertungen
- Montage Folien PDFDokument67 SeitenMontage Folien PDFProduktionstechnikNoch keine Bewertungen
- A. Wipf - MechanikDokument262 SeitenA. Wipf - Mechaniknom nomNoch keine Bewertungen
- Formwork Folder D 2012 HK1261Dokument8 SeitenFormwork Folder D 2012 HK1261MarcWorldNoch keine Bewertungen
- Praxisbuch Prozessoptimierung - AbbildungsverzeichnisseDokument4 SeitenPraxisbuch Prozessoptimierung - Abbildungsverzeichnissegoseahawks0% (1)
- NOT-Funk UKWDokument32 SeitenNOT-Funk UKWita127Noch keine Bewertungen
- Kunststoffe PDFDokument66 SeitenKunststoffe PDFmaxbornNoch keine Bewertungen
- Entwicklung Eines Pruefstands Fuer FreilaeufeDokument419 SeitenEntwicklung Eines Pruefstands Fuer FreilaeufeAramisNoch keine Bewertungen
- Karteikarten Klausur Fragenseite Fischer I IIDokument219 SeitenKarteikarten Klausur Fragenseite Fischer I IILynnNoch keine Bewertungen
- ZOLLERN GießereitechnikDokument12 SeitenZOLLERN GießereitechnikHagen_of_TronjeNoch keine Bewertungen