Das könnte Ihnen auch gefallen
- (Essentials) Thomas Bindel, Dieter Hofmann - R&I-Fließschema - Übergang Von DIN 19227 Zu DIN EN 62424-Springer Vieweg (2016) PDFDokument63 Seiten(Essentials) Thomas Bindel, Dieter Hofmann - R&I-Fließschema - Übergang Von DIN 19227 Zu DIN EN 62424-Springer Vieweg (2016) PDFVanessa Rios NolayaNoch keine Bewertungen
- Energietechnische Grundlagen Gas - RWE PDFDokument57 SeitenEnergietechnische Grundlagen Gas - RWE PDFNguyen HieuNoch keine Bewertungen
- Diplomarbeit Kläranlage Mödling-FertigDokument88 SeitenDiplomarbeit Kläranlage Mödling-FertigMichaela WeissgramNoch keine Bewertungen
- V04 HPSS FTT MP Urformen 3 Gussfehler Und KonstruktionDokument26 SeitenV04 HPSS FTT MP Urformen 3 Gussfehler Und KonstruktionSebastian UngerNoch keine Bewertungen
- MVT e 5Dokument16 SeitenMVT e 5yogolainNoch keine Bewertungen
- Direkte Methanisierung Von CO2 Aus Dem Rauchgas Konventioneller Kraftwerke - Experimentelle Untersuchung Und Verfahrensaspekte-Springer SpektrumDokument96 SeitenDirekte Methanisierung Von CO2 Aus Dem Rauchgas Konventioneller Kraftwerke - Experimentelle Untersuchung Und Verfahrensaspekte-Springer SpektrumGiorgio Del Lago MaggioreNoch keine Bewertungen
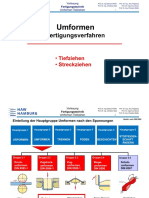
- V08 HPSS FTT MP Umformen 3 Tiefziehen PDFDokument39 SeitenV08 HPSS FTT MP Umformen 3 Tiefziehen PDFSebastian UngerNoch keine Bewertungen
- Erdgas Und Biogas Technische Und Wirtschaftliche AspekteDokument50 SeitenErdgas Und Biogas Technische Und Wirtschaftliche AspekteAnonymous MVHQ97KEoPNoch keine Bewertungen
- Möglichkeiten Und Klimarelevante Auswirkungen Der Stofflichen Nutzung Von KohlenstoffdioxidDokument148 SeitenMöglichkeiten Und Klimarelevante Auswirkungen Der Stofflichen Nutzung Von Kohlenstoffdioxidwbc2014Noch keine Bewertungen
- 8 FüzeDokument4 Seiten8 Füzenxo51952Noch keine Bewertungen
- Development of Branched Aromatic Polyester PolyolsDokument7 SeitenDevelopment of Branched Aromatic Polyester PolyolsThy Nguyễn Thị MinhNoch keine Bewertungen
- Grüner Wasserstoff - Wie Steht Es Um Die Wirtschaftlichkeit Und Welche Nachfrage Lässt Sich ErwartenDokument7 SeitenGrüner Wasserstoff - Wie Steht Es Um Die Wirtschaftlichkeit Und Welche Nachfrage Lässt Sich ErwartenyassineNoch keine Bewertungen
- Stoffliche Und Energetische Nutzung Von Stroh 01 PDFDokument47 SeitenStoffliche Und Energetische Nutzung Von Stroh 01 PDFskakindNoch keine Bewertungen
- A-EW 256 Mobilisierung-Kreislaufwirtschaft Exec-Sum DE WEBDokument17 SeitenA-EW 256 Mobilisierung-Kreislaufwirtschaft Exec-Sum DE WEBVonstroheNoch keine Bewertungen
- CO2 und CO – Nachhaltige Kohlenstoffquellen für die KreislaufwirtschaftVon EverandCO2 und CO – Nachhaltige Kohlenstoffquellen für die KreislaufwirtschaftNoch keine Bewertungen
- Kohlendioxid, Biomasse und regenerativer Strom - Ressourcen einer neuen KohlenstoffwirtschaftVon EverandKohlendioxid, Biomasse und regenerativer Strom - Ressourcen einer neuen KohlenstoffwirtschaftNoch keine Bewertungen
- Potenzial Und Grundlagen Für Eine Grüne Wasserstoff - Strategie Für Rheinland-PfalzDokument46 SeitenPotenzial Und Grundlagen Für Eine Grüne Wasserstoff - Strategie Für Rheinland-PfalzyassineNoch keine Bewertungen
- Influence of Carbon Black Fines ContentDokument8 SeitenInfluence of Carbon Black Fines ContentcronoromNoch keine Bewertungen
- Leachage Gas Managememt-Impartus-Km6Dokument57 SeitenLeachage Gas Managememt-Impartus-Km6manoj kumar GNoch keine Bewertungen
- Grundlagen Wissenschaftlichen ArbeitensDokument10 SeitenGrundlagen Wissenschaftlichen Arbeitenstoni.william2608Noch keine Bewertungen
- Naspub Perhitungan GWPDokument13 SeitenNaspub Perhitungan GWPMUHYIDIN-NUR-ROHMANNoch keine Bewertungen
- 978-3-031-22100-2 - 9 deDokument64 Seiten978-3-031-22100-2 - 9 deAnedo 1909Noch keine Bewertungen
- The Reformed EU ETS: Intertemporal Emission Trading With Restricted BankingDokument30 SeitenThe Reformed EU ETS: Intertemporal Emission Trading With Restricted BankingjurajNoch keine Bewertungen
- Gabi Ahmed Prösi WDokument19 SeitenGabi Ahmed Prösi WSaltyamvNoch keine Bewertungen
- 57-Article Text-106-1-10-20180120Dokument8 Seiten57-Article Text-106-1-10-20180120Dwi ApriyanaNoch keine Bewertungen
- 978 3 031 22100 2 - 9 - 15ohne13Dokument253 Seiten978 3 031 22100 2 - 9 - 15ohne13Anedo 1909Noch keine Bewertungen
- Biederman NDokument215 SeitenBiederman Ndavid limNoch keine Bewertungen
- UBA Oesterreich Abfalelle in Der ZementindustrieDokument230 SeitenUBA Oesterreich Abfalelle in Der ZementindustriejazeevNoch keine Bewertungen
- Messer_Michelle_ElektroautoDokument6 SeitenMesser_Michelle_Elektroautoflugelcarl89Noch keine Bewertungen
- Inyeccion 904 en ALEMANDokument214 SeitenInyeccion 904 en ALEMANJULIOFERLEDEZMANoch keine Bewertungen
- 2013 - STOLZENBURG & DECKER - Efficient Liquefaction of Hydrogen - Results of The IDEALHY ProjectDokument9 Seiten2013 - STOLZENBURG & DECKER - Efficient Liquefaction of Hydrogen - Results of The IDEALHY ProjectelmabroukiNoch keine Bewertungen
- IBBG D 09-Gesamtwerk-WebDokument69 SeitenIBBG D 09-Gesamtwerk-WebLong ThuậnNoch keine Bewertungen
- BiogaspräsentationDokument9 SeitenBiogaspräsentationTill ThalNoch keine Bewertungen
- Facharbeit EK LKDokument19 SeitenFacharbeit EK LKchaymaelmeknassi2Noch keine Bewertungen
- paper DME drom syngasDokument6 Seitenpaper DME drom syngasAuiru MedoNoch keine Bewertungen
- Co2 Win Projektblttergesammelt de EngDokument49 SeitenCo2 Win Projektblttergesammelt de Engraj RajputNoch keine Bewertungen
- ChlorDokument39 SeitenChlorasaraiszaboNoch keine Bewertungen
- Zielgerechte Logistikkonzepte in Betrachtung Von LNGDokument8 SeitenZielgerechte Logistikkonzepte in Betrachtung Von LNGokankonasNoch keine Bewertungen
- 163 Building-Sector-Efficiency en WEBDokument136 Seiten163 Building-Sector-Efficiency en WEBgojakirfanNoch keine Bewertungen
- Wood-Up: Aufwertung Der Produktionskette Von Holzbiokohle Für Energie, Bodenfruchtbarkeit Und KlimaschutzDokument262 SeitenWood-Up: Aufwertung Der Produktionskette Von Holzbiokohle Für Energie, Bodenfruchtbarkeit Und KlimaschutzFD OriaNoch keine Bewertungen
- Alternative Antriebe Fragenkatalog AusgearbeitetDokument36 SeitenAlternative Antriebe Fragenkatalog Ausgearbeitetarmin1811Noch keine Bewertungen
- Alternative PDFDokument319 SeitenAlternative PDFAttila ZélityNoch keine Bewertungen
- Pellets Bro Schue ReDokument23 SeitenPellets Bro Schue Retest_downloa_05Noch keine Bewertungen
- CI 4 2018 Woywadt Henrich India Cements Produced in MVR and MPS MillsDokument8 SeitenCI 4 2018 Woywadt Henrich India Cements Produced in MVR and MPS MillsAminur RahmanNoch keine Bewertungen
- Die Schlacht um Europas Gasmarkt: Geopolitische, wirtschaftliche und technische HintergründeVon EverandDie Schlacht um Europas Gasmarkt: Geopolitische, wirtschaftliche und technische HintergründeNoch keine Bewertungen
- Dekarnonisierung Der Ziegel Industrie Ziegel - deDokument5 SeitenDekarnonisierung Der Ziegel Industrie Ziegel - deSimon MacquetNoch keine Bewertungen
- Broschuere ZertgasDokument64 SeitenBroschuere ZertgassepproseNoch keine Bewertungen
- 2021-Agora-EW 219 Politikinstrumente Klimaneutrales Deutschland WEBDokument76 Seiten2021-Agora-EW 219 Politikinstrumente Klimaneutrales Deutschland WEBprocurationNoch keine Bewertungen
- Kurzbeschreibung Block9Dokument40 SeitenKurzbeschreibung Block9mikirscNoch keine Bewertungen
- 10 1002@lipi 19640660502Dokument4 Seiten10 1002@lipi 19640660502Abhishek JunghareNoch keine Bewertungen
- Performance Analysis of A Triple Pressure HRSGDokument11 SeitenPerformance Analysis of A Triple Pressure HRSGpinenamuNoch keine Bewertungen
- Wasserstoff Kenan FinalDokument17 SeitenWasserstoff Kenan FinalKenan087 pNoch keine Bewertungen
- 0255 2701 (84) 85013 8Dokument10 Seiten0255 2701 (84) 85013 8LTORRESMNoch keine Bewertungen
- Biomasse als grundlastfähige erneuerbare Energie: Wirtschaftlichkeit und MarktentwicklungVon EverandBiomasse als grundlastfähige erneuerbare Energie: Wirtschaftlichkeit und MarktentwicklungNoch keine Bewertungen
- Kühlkonzepte Für Hochtemperatur-Polymerelektrolyt Brennstoffzellen-StacksDokument209 SeitenKühlkonzepte Für Hochtemperatur-Polymerelektrolyt Brennstoffzellen-StacksKevin LippsNoch keine Bewertungen
- Umweltaspekte VonelektroautosDokument107 SeitenUmweltaspekte Vonelektroautosalex_grgNoch keine Bewertungen
- B 28010 A 5 AbDokument15 SeitenB 28010 A 5 AbRiski Nalendra SukmaNoch keine Bewertungen
- BiogasanlagenDokument92 SeitenBiogasanlagenVara110Noch keine Bewertungen
- FULLTEXT01Dokument108 SeitenFULLTEXT01Adarsh Rai NMAMIT - MechNoch keine Bewertungen
- Die Schlüsselrolle der deutschen Stromwirtschaft im europäischen EmissionshandelVon EverandDie Schlüsselrolle der deutschen Stromwirtschaft im europäischen EmissionshandelNoch keine Bewertungen
- Biokraftstoff Blödsinn: Es Geht Um Super Mit E10Dokument2 SeitenBiokraftstoff Blödsinn: Es Geht Um Super Mit E10katharina_vogtNoch keine Bewertungen
- Ökobilanz UmweltsbundeamtDokument16 SeitenÖkobilanz Umweltsbundeamttwitch kNoch keine Bewertungen
- BacksourcingDokument28 SeitenBacksourcingBrainmediaNoch keine Bewertungen
- Hydrau Lik Venti LeDokument7 SeitenHydrau Lik Venti LekanNoch keine Bewertungen
- Durchflussmessung Mit Venturi: Laboraufgabe 5Dokument18 SeitenDurchflussmessung Mit Venturi: Laboraufgabe 5naeleNoch keine Bewertungen
- Formelsammlung TWL - 2021-22Dokument4 SeitenFormelsammlung TWL - 2021-22kanuni41Noch keine Bewertungen
- Wissenswert Februar 2019 - Magazin Der Leopold-Franzens-Universität InnsbruckDokument24 SeitenWissenswert Februar 2019 - Magazin Der Leopold-Franzens-Universität InnsbruckUniversität InnsbruckNoch keine Bewertungen
- PulverbeschichtenDokument2 SeitenPulverbeschichtenDomenico TiberiniNoch keine Bewertungen
- Flue Gas Flow Rate Calculation For Mass Emissions ReportingDokument6 SeitenFlue Gas Flow Rate Calculation For Mass Emissions ReportingMarcos Noboru ArimaNoch keine Bewertungen
- Umformtechnik Aus Schwäbisch GmündDokument11 SeitenUmformtechnik Aus Schwäbisch GmündDaniel LückNoch keine Bewertungen