Das könnte Ihnen auch gefallen
- Modellbau-Fernsteuerungsanlagen: richtig programmieren, umrüsten und einsetzenVon EverandModellbau-Fernsteuerungsanlagen: richtig programmieren, umrüsten und einsetzenNoch keine Bewertungen
- Ma DGS60Dokument28 SeitenMa DGS60Mariano Ariel RodriguezNoch keine Bewertungen
- Instruction Leaflet MotionControlEncoder Mit PROFINET FS10 211022Dokument8 SeitenInstruction Leaflet MotionControlEncoder Mit PROFINET FS10 211022Marian ChobodaNoch keine Bewertungen
- MAN_SHG_BTL7_V50D_E_T_P_C003_X_L16_DRW_892883_02_000Dokument16 SeitenMAN_SHG_BTL7_V50D_E_T_P_C003_X_L16_DRW_892883_02_000Matej CvetkoNoch keine Bewertungen
- Monitor K 7229 Betriebsvorschrift Mit EinstellungenDokument8 SeitenMonitor K 7229 Betriebsvorschrift Mit EinstellungenW3LL SmithNoch keine Bewertungen
- Manual Mld3Dokument160 SeitenManual Mld3Miguel Benitez CardonaNoch keine Bewertungen
- Ba PMRCLDokument20 SeitenBa PMRCLzewdu dechasaNoch keine Bewertungen
- Eba - S6 4514000 S6 4516600 - WebDokument16 SeitenEba - S6 4514000 S6 4516600 - Webazer tyNoch keine Bewertungen
- Frquenzumrichter Baureihe FDS 3-GenerationDokument38 SeitenFrquenzumrichter Baureihe FDS 3-GenerationOgnjen BanjacNoch keine Bewertungen
- Manual Decoder 60906Dokument80 SeitenManual Decoder 60906Miguel Benitez CardonaNoch keine Bewertungen
- Manual Del Multímetro Digital VC-404Dokument14 SeitenManual Del Multímetro Digital VC-404Angel ManuelNoch keine Bewertungen
- Premium Armaturen + Systeme: Regtronic EM" Einbau-Und Betriebsanleitung Für FachpersonalDokument64 SeitenPremium Armaturen + Systeme: Regtronic EM" Einbau-Und Betriebsanleitung Für FachpersonalMihaiBrebenelNoch keine Bewertungen
- VLT2800 KurzanleitungDokument36 SeitenVLT2800 KurzanleitungMichał GórnyNoch keine Bewertungen
- UT 2016-11-24 Trumpf TC 200R UnterlagenDokument93 SeitenUT 2016-11-24 Trumpf TC 200R UnterlagenIonescu VasileNoch keine Bewertungen
- Movitrac 31C Frequenzumrichter: UL ULDokument68 SeitenMovitrac 31C Frequenzumrichter: UL ULjesus.alonsoNoch keine Bewertungen
- Manual Book SI-30k-3PH - En.idDokument65 SeitenManual Book SI-30k-3PH - En.idAlhadi Marza PutraNoch keine Bewertungen
- Manual Msd3 9pinsDokument200 SeitenManual Msd3 9pinsMiguel Benitez CardonaNoch keine Bewertungen
- As 7 Y (FS) - As 7 W (FS) : Montage-Und BetriebsanleitungDokument12 SeitenAs 7 Y (FS) - As 7 W (FS) : Montage-Und BetriebsanleitungDorival SilvaNoch keine Bewertungen
- LIKA Encoder QR-MI36x - MC36xDokument2 SeitenLIKA Encoder QR-MI36x - MC36xAleksa GajićNoch keine Bewertungen
- Sentron Pac3200 Operating Instructions 06Dokument32 SeitenSentron Pac3200 Operating Instructions 06Doc_LACNoch keine Bewertungen
- Power Inverter LidlDokument42 SeitenPower Inverter Lidlgev013Noch keine Bewertungen
- Akku TiefentladeschutzDokument8 SeitenAkku TiefentladeschutzKarl A. RschNoch keine Bewertungen
- Betriebsanleitung Lenze ESMD FUDokument24 SeitenBetriebsanleitung Lenze ESMD FUJamshid JamshidiNoch keine Bewertungen
- 42,0410,2037 PDFDokument68 Seiten42,0410,2037 PDFSebastián PérezNoch keine Bewertungen
- Betriebsanleitung: HeidenhainDokument26 SeitenBetriebsanleitung: HeidenhainPham TruongNoch keine Bewertungen
- Ia 08Dokument2 SeitenIa 08vladalucarDNoch keine Bewertungen
- Rcma420 D00059 Q DeenDokument8 SeitenRcma420 D00059 Q Deen王磊(KissYourToes)Noch keine Bewertungen
- VT Ba Esk2001 PDFDokument84 SeitenVT Ba Esk2001 PDFhexapodo2Noch keine Bewertungen
- Versi BrakeDokument34 SeitenVersi BrakeMichaelNoch keine Bewertungen
- Manual Invertor Fronius EcoDokument68 SeitenManual Invertor Fronius EcoBirshopulosNoch keine Bewertungen
- 2030 - Anleitung - Operating Instructions - ManuelDokument76 Seiten2030 - Anleitung - Operating Instructions - ManuelNeryNoch keine Bewertungen
- Man 8PT2223 04 000Dokument4 SeitenMan 8PT2223 04 000Mahmoud GaberNoch keine Bewertungen
- Esmd251x2sfa PDFDokument24 SeitenEsmd251x2sfa PDFherbiklaNoch keine Bewertungen
- 2-723-092 Bedienungsanleitung Signos 723 1Dokument13 Seiten2-723-092 Bedienungsanleitung Signos 723 1kapasariNoch keine Bewertungen
- GEZE Installation Instructions en 642351Dokument12 SeitenGEZE Installation Instructions en 642351PiotrNoch keine Bewertungen
- Solucionario SAM UD2Dokument6 SeitenSolucionario SAM UD2ScribdTranslationsNoch keine Bewertungen
- AVID Eazycal deDokument9 SeitenAVID Eazycal deFlavioNoch keine Bewertungen
- Anleitung TM FUDokument11 SeitenAnleitung TM FUfarowarezNoch keine Bewertungen
- 1FT506 BeDokument30 Seiten1FT506 BeRodneyCelestinoMelloNoch keine Bewertungen
- 1FT502 BeDokument26 Seiten1FT502 BeRodneyCelestinoMelloNoch keine Bewertungen
- Instruction Manual-BG 65 SI Motor With Integrated Speed ControllerDokument36 SeitenInstruction Manual-BG 65 SI Motor With Integrated Speed ControllermiratuquecosaNoch keine Bewertungen
- D710722BDokument8 SeitenD710722BragaleataNoch keine Bewertungen
- Betriebsanleitung: Instruction ManualDokument110 SeitenBetriebsanleitung: Instruction ManualDavid Davidneel DavidsNoch keine Bewertungen
- Monteurhandbuch Becker RolloantriebDokument62 SeitenMonteurhandbuch Becker Rolloantrieba906481Noch keine Bewertungen
- BA Frequenzregelgerät OCS 902.000810 (DE)Dokument40 SeitenBA Frequenzregelgerät OCS 902.000810 (DE)Andrii MaalerNoch keine Bewertungen
- Elan EcDokument80 SeitenElan EcBo ScoobmanNoch keine Bewertungen
- SA Modbus Ecotronic 0111Dokument20 SeitenSA Modbus Ecotronic 0111Сергей ГригоровичNoch keine Bewertungen
- FRAKO rm2106 - 2112 - Ba - DTDokument32 SeitenFRAKO rm2106 - 2112 - Ba - DTJose EspinozaNoch keine Bewertungen
- LMK4 AnlDokument28 SeitenLMK4 AnlMeister DrumlogNoch keine Bewertungen
- Motorrad Ganganzeige UmDokument16 SeitenMotorrad Ganganzeige UmPaweł MoździerzNoch keine Bewertungen
- 22004255B deDokument26 Seiten22004255B deJahir BallesterosNoch keine Bewertungen
- Man BTL7 Ssi Abyz 8 X L19 Dok 868142 05 000 PDFDokument134 SeitenMan BTL7 Ssi Abyz 8 X L19 Dok 868142 05 000 PDFGerardo Cruz EspinosaNoch keine Bewertungen
- Abb Aad 6xxx 8xxxDokument56 SeitenAbb Aad 6xxx 8xxxcamilo andres vera fernandez100% (1)
- CrouzetDokument4 SeitenCrouzetFrancisco RuizNoch keine Bewertungen
- 7633TWDEDokument21 Seiten7633TWDEMUHAMAD AWISSNoch keine Bewertungen
- SEARCHLIGHT Seematz - Searchlight - Manual EFA 463Dokument24 SeitenSEARCHLIGHT Seematz - Searchlight - Manual EFA 463AnandNoch keine Bewertungen
- Operating Instructions Sks skm36 Motor Feedback System Rotary Hiperface® de en Im0044241Dokument4 SeitenOperating Instructions Sks skm36 Motor Feedback System Rotary Hiperface® de en Im0044241serkanNoch keine Bewertungen
- Digital-LokdecoderDokument28 SeitenDigital-LokdecoderPablo BozziniNoch keine Bewertungen
- Installation VL Installation VL Installation VL Installation VL Installation VLT T T T T Serie 2800 Serie 2800 Serie 2800 Serie 2800 Serie 2800Dokument2 SeitenInstallation VL Installation VL Installation VL Installation VL Installation VLT T T T T Serie 2800 Serie 2800 Serie 2800 Serie 2800 Serie 2800RaisNoch keine Bewertungen
- Wartungsanleitung: YZF-R1 (Y)Dokument572 SeitenWartungsanleitung: YZF-R1 (Y)jon AaaaNoch keine Bewertungen
- Speck Pump p41!58!110Dokument4 SeitenSpeck Pump p41!58!110channgaimunNoch keine Bewertungen
- DNM Ao-30rc LuftdämpferDokument7 SeitenDNM Ao-30rc LuftdämpferMichael Baumann100% (1)
- R1 - 2000DEUTSCH ZusatzDokument78 SeitenR1 - 2000DEUTSCH Zusatz2strokes4lifeNoch keine Bewertungen
- VTR 304 11Dokument234 SeitenVTR 304 11Oğuz Kağan Ökdem100% (2)
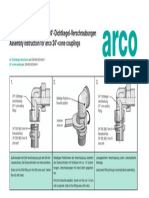
- 24 Grad-Dichtkegel-VerschraubungenDokument1 Seite24 Grad-Dichtkegel-VerschraubungensithulibraNoch keine Bewertungen
- A 924 B-LI 957 41546: Ersatzteilkatalog Spare Parts ListDokument918 SeitenA 924 B-LI 957 41546: Ersatzteilkatalog Spare Parts ListDayvison LúcioNoch keine Bewertungen
- PK 7501Dokument162 SeitenPK 7501Alfred HitchcockNoch keine Bewertungen
- Dehnstarr PDFDokument4 SeitenDehnstarr PDFhorstiillingNoch keine Bewertungen
- Manualslib - De: Heruntergeladen Von Handbücher-SuchmachieneDokument316 SeitenManualslib - De: Heruntergeladen Von Handbücher-SuchmachieneMelinda RahnefeldNoch keine Bewertungen
- Gra b5 DieselDokument6 SeitenGra b5 DieselMilen MinchevNoch keine Bewertungen
- Et 458000000-1Dokument12 SeitenEt 458000000-1Georgi GeorgievNoch keine Bewertungen
- Sisu 84.494 CTAG-4V - ErsatzteillisteDokument51 SeitenSisu 84.494 CTAG-4V - ErsatzteillistePalatzkeNoch keine Bewertungen
- Buck Dv36 MotordeleDokument38 SeitenBuck Dv36 MotordeleJose Carlos Vaz CarneiroNoch keine Bewertungen
- Kurzanleitung A5Dokument16 SeitenKurzanleitung A5Varga A PaulNoch keine Bewertungen
- Rotax Motor PDFDokument55 SeitenRotax Motor PDFIwan MagLia100% (1)
- GEZE Installation Instructions en 740002Dokument2 SeitenGEZE Installation Instructions en 740002PiotrNoch keine Bewertungen
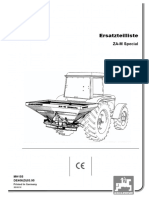
- ZA-M Special 95rDokument70 SeitenZA-M Special 95rGracjan ŁochowiczNoch keine Bewertungen
- Beni̇ Oku!Dokument334 SeitenBeni̇ Oku!Canan DönmezNoch keine Bewertungen
- CP 221 Spare Parts Catalogue Scp221-2enDokument291 SeitenCP 221 Spare Parts Catalogue Scp221-2enmariutza_luciaNoch keine Bewertungen
- Dimensiones Tapa de LimpiezaDokument1 SeiteDimensiones Tapa de LimpiezaBilly ZununNoch keine Bewertungen
- (RICAMBI) Supersport 620 Dark (2003)Dokument160 Seiten(RICAMBI) Supersport 620 Dark (2003)Marco MontesiNoch keine Bewertungen
- Ersatzteilkatalog Fuchs MHL350 PDFDokument411 SeitenErsatzteilkatalog Fuchs MHL350 PDFKevine Khaled100% (1)
- RFW Activities Productlist December2021 2Dokument37 SeitenRFW Activities Productlist December2021 2Tomaz TopolnikNoch keine Bewertungen
- Lavadora Primus, Rs35Dokument26 SeitenLavadora Primus, Rs35Alfredo DavalosNoch keine Bewertungen
- Cascade DNP 55f-Sss-A890-R3Dokument5 SeitenCascade DNP 55f-Sss-A890-R3Widlak TomaszNoch keine Bewertungen
- A0 - Premium Install Guide InternationalDokument6 SeitenA0 - Premium Install Guide InternationalViktor ŽinićNoch keine Bewertungen
- 4646 086 009 - e Manual de Partes Transmision ZF PDFDokument93 Seiten4646 086 009 - e Manual de Partes Transmision ZF PDFJohnathan Miller100% (11)
- Der leichte Einstieg in die Elektrotechnik & Elektronik: Bauteile der Elektrotechnik · Solartechnik · Netzgeräte · Motoren und Generatoren · Messgeräte · BeleuchtungVon EverandDer leichte Einstieg in die Elektrotechnik & Elektronik: Bauteile der Elektrotechnik · Solartechnik · Netzgeräte · Motoren und Generatoren · Messgeräte · BeleuchtungBewertung: 5 von 5 Sternen5/5 (1)
- Das Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenVon EverandDas Sensor-Buch: Mit Elektronik, Arduino und Raspberry Pi die Welt erfassenNoch keine Bewertungen
- 3D-Druck für Anspruchsvolle: Mit dem Ultimaker perfekte Werkstücke erstellenVon Everand3D-Druck für Anspruchsvolle: Mit dem Ultimaker perfekte Werkstücke erstellenNoch keine Bewertungen
- Roboter mit Raspberry Pi: Mit Motoren, Sensoren, LEGO® und Elektronik eigene Roboter mit dem Pi bauen, die Spaß machen und Ihnen lästige Aufgaben abnehmenVon EverandRoboter mit Raspberry Pi: Mit Motoren, Sensoren, LEGO® und Elektronik eigene Roboter mit dem Pi bauen, die Spaß machen und Ihnen lästige Aufgaben abnehmenNoch keine Bewertungen
- High-End-Röhrenschaltungen: So bauen Sie professionelle High-End Ein- und GegentaktverstärkerVon EverandHigh-End-Röhrenschaltungen: So bauen Sie professionelle High-End Ein- und GegentaktverstärkerNoch keine Bewertungen
- Arduino-Projekte: 25 Bastelprojekte für Maker zum LoslegenVon EverandArduino-Projekte: 25 Bastelprojekte für Maker zum LoslegenNoch keine Bewertungen
- Das LEGO®-MINDSTORMS®-EV3-Labor: Bauen, programmieren und experimentieren mit 5 tollen RobotsVon EverandDas LEGO®-MINDSTORMS®-EV3-Labor: Bauen, programmieren und experimentieren mit 5 tollen RobotsNoch keine Bewertungen
- Formelsammlung Thermodynamik, Wärme- und Stoffübertragung und Strömungsmechanik: mit Stoffwertetabellen und -diagrammenVon EverandFormelsammlung Thermodynamik, Wärme- und Stoffübertragung und Strömungsmechanik: mit Stoffwertetabellen und -diagrammenNoch keine Bewertungen
- Lehrbuch für das Uhrmacherhandwerk - Band 1: Arbeitsfertigkeiten und WerkstoffeVon EverandLehrbuch für das Uhrmacherhandwerk - Band 1: Arbeitsfertigkeiten und WerkstoffeBewertung: 5 von 5 Sternen5/5 (1)
- Arduino: Mikrocontroller-Programmierung mit Arduino/FreeduinoVon EverandArduino: Mikrocontroller-Programmierung mit Arduino/FreeduinoNoch keine Bewertungen
- Drohnen selber bauen & tunen: Ohne Vorkenntnisse: Drohne, Quadrocopter, Multicopter: Schritt für Schritt selbst gebaut.Von EverandDrohnen selber bauen & tunen: Ohne Vorkenntnisse: Drohne, Quadrocopter, Multicopter: Schritt für Schritt selbst gebaut.Noch keine Bewertungen
- Das große Nähbuch - Grundlagen & Techniken: Schritt für Schritt selber nähen lernen mit Anleitungen für erste ProjekteVon EverandDas große Nähbuch - Grundlagen & Techniken: Schritt für Schritt selber nähen lernen mit Anleitungen für erste ProjekteBewertung: 3 von 5 Sternen3/5 (1)
- Mikrocontroller in der Elektronik: Mikrocontroller programmieren und in der Praxis einsetzenVon EverandMikrocontroller in der Elektronik: Mikrocontroller programmieren und in der Praxis einsetzenNoch keine Bewertungen
- Praxisratgeber Klassikerkauf Mercedes-Benz 190 (W 201): Alle Modelle von 1982-1993Von EverandPraxisratgeber Klassikerkauf Mercedes-Benz 190 (W 201): Alle Modelle von 1982-1993Noch keine Bewertungen
- Plancha: Das große Plancha-Grillbuch. 101 Rezepte aus aller Welt. Eine Grillbibel mit vielen mediterranen Rezepten. Grillrezepte für schonendes und aromatisches Grillen. Vom Profi Campingaz.Von EverandPlancha: Das große Plancha-Grillbuch. 101 Rezepte aus aller Welt. Eine Grillbibel mit vielen mediterranen Rezepten. Grillrezepte für schonendes und aromatisches Grillen. Vom Profi Campingaz.Noch keine Bewertungen
- LED-Beleuchtungen im Haus selbst planen und installieren: Leicht gemacht, Geld und Ärger gespart!Von EverandLED-Beleuchtungen im Haus selbst planen und installieren: Leicht gemacht, Geld und Ärger gespart!Noch keine Bewertungen
- LEGO®-EV3-Roboter: Bauen und programmieren lernen mit LEGO® MINDSTORMS® EV3Von EverandLEGO®-EV3-Roboter: Bauen und programmieren lernen mit LEGO® MINDSTORMS® EV3Bewertung: 4 von 5 Sternen4/5 (1)
- E-MTB: Wartung, Pflege & Reparatur: Sitzposition, Motor, Schaltung, Bremsen, Federung, LaufräderVon EverandE-MTB: Wartung, Pflege & Reparatur: Sitzposition, Motor, Schaltung, Bremsen, Federung, LaufräderNoch keine Bewertungen
- Bike-Reparatur & Wartung: Funktion, Einstellung, Pflege, InstandsetzungVon EverandBike-Reparatur & Wartung: Funktion, Einstellung, Pflege, InstandsetzungNoch keine Bewertungen
- Digitale Modellbahn selbstgebaut: CANguru-Steuerung mit ESP32 in Arduino-UmgebungVon EverandDigitale Modellbahn selbstgebaut: CANguru-Steuerung mit ESP32 in Arduino-UmgebungNoch keine Bewertungen
- Eine Hybride von Drehkolbenmotor und Turbine mit riesigem SynergieeffektVon EverandEine Hybride von Drehkolbenmotor und Turbine mit riesigem SynergieeffektNoch keine Bewertungen
- Schaltregler und Schaltnetzteile entwickeln: Schaltungen · Bauanleitungen · MesstechnikVon EverandSchaltregler und Schaltnetzteile entwickeln: Schaltungen · Bauanleitungen · MesstechnikNoch keine Bewertungen
- Das inoffizielle Festnetz-, Handy- und Internetbuch: Hier steht, was im Handbuch nicht steht...Von EverandDas inoffizielle Festnetz-, Handy- und Internetbuch: Hier steht, was im Handbuch nicht steht...Noch keine Bewertungen
- Der leichte Einstieg in die Mechatronik: Antriebstechnik · Messtechnik · Pneumatik · Hydraulik · GetriebeVon EverandDer leichte Einstieg in die Mechatronik: Antriebstechnik · Messtechnik · Pneumatik · Hydraulik · GetriebeNoch keine Bewertungen
- AUTOMOBIL SERVICE CHECKLISTE - Wartung - Service - Kontrolle - Protokoll - NotizenVon EverandAUTOMOBIL SERVICE CHECKLISTE - Wartung - Service - Kontrolle - Protokoll - NotizenNoch keine Bewertungen
- Der RC-Helikopter: Montage, Technik, Wartung und richtiges FliegenVon EverandDer RC-Helikopter: Montage, Technik, Wartung und richtiges FliegenNoch keine Bewertungen