Das könnte Ihnen auch gefallen
- PolyrhythmikDokument18 SeitenPolyrhythmikmerlin1965Noch keine Bewertungen
- Römische Medaillons / Von Friedrich KennerDokument48 SeitenRömische Medaillons / Von Friedrich KennerDigital Library Numis (DLN)100% (1)
- B152 Schweisserprufug en ISO 9606-1-2013 deDokument1 SeiteB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- AD 2000 Inhaltsverzeichnis 2012 01Dokument3 SeitenAD 2000 Inhaltsverzeichnis 2012 01bikobelloNoch keine Bewertungen
- Antike Welt 2.15Dokument103 SeitenAntike Welt 2.15German LophophoraNoch keine Bewertungen
- Stockhausen Stu Die I IDokument3 SeitenStockhausen Stu Die I IFrancisco Javier González-Velandia GómezNoch keine Bewertungen
- Asme Details PDFDokument110 SeitenAsme Details PDFsitam_nitj4202Noch keine Bewertungen
- Nach Dem Weg FragenDokument5 SeitenNach Dem Weg FragenMaja TaseskaNoch keine Bewertungen
- WPQR & WPQ Sudare Combinata TIG-MAG Tb20 13CrMo4-5Dokument6 SeitenWPQR & WPQ Sudare Combinata TIG-MAG Tb20 13CrMo4-5Danut RusNoch keine Bewertungen
- PA208 Prüfanweisung UTDokument4 SeitenPA208 Prüfanweisung UTStefan KlinkeNoch keine Bewertungen
- PAVATEX LesnovlakneneplsceDokument92 SeitenPAVATEX LesnovlakneneplscekersinjoNoch keine Bewertungen
- 6RA22Dokument90 Seiten6RA22Pedro Arrambidez HernandezNoch keine Bewertungen
- En 10168 PDFDokument1 SeiteEn 10168 PDFananda_27Noch keine Bewertungen
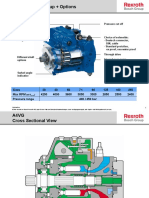
- A4VGDokument2 SeitenA4VGeaglego00Noch keine Bewertungen
- BA Variomat 032007Dokument34 SeitenBA Variomat 032007Cristina UrsuNoch keine Bewertungen
- 1.so 8-150 RF - 9B5770Dokument1 Seite1.so 8-150 RF - 9B5770Yosses Sang NahkodaNoch keine Bewertungen
- WPQ German English PDFDokument1 SeiteWPQ German English PDFJimmy RodriguesNoch keine Bewertungen
- Schweißer QualifikationsformatDokument1 SeiteSchweißer QualifikationsformatScribdTranslationsNoch keine Bewertungen
- WPS Form (Welding)Dokument2 SeitenWPS Form (Welding)zalfien1118Noch keine Bewertungen
- 6RA8018 6DV62 0AA0 DatasheetDokument1 Seite6RA8018 6DV62 0AA0 DatasheetlecosobralNoch keine Bewertungen
- ProductsDokument83 SeitenProductsAdilson Leite ProençaNoch keine Bewertungen
- Especificación Técnica: Se Revisionan Pag. 2-3-13-27-40-50-60-70-75, Se Agregan Pag. 79 A 87Dokument170 SeitenEspecificación Técnica: Se Revisionan Pag. 2-3-13-27-40-50-60-70-75, Se Agregan Pag. 79 A 87DestructorDeDiosesNoch keine Bewertungen
- Αντιστοιχίσεις υλικών ASTM-DINDokument9 SeitenΑντιστοιχίσεις υλικών ASTM-DINElias KapaNoch keine Bewertungen
- SoW 5Dokument8 SeitenSoW 5Marcelo OliveiraNoch keine Bewertungen
- PS SPGH CD 001Dokument2 SeitenPS SPGH CD 001senthil muruganNoch keine Bewertungen
- 1LE1501 2AA59 0JA4 M1B DatasheetDokument1 Seite1LE1501 2AA59 0JA4 M1B DatasheetMichele Dai PreNoch keine Bewertungen
- Internetvergleich ASTM en 12 2006 151206Dokument7 SeitenInternetvergleich ASTM en 12 2006 151206iliaigiNoch keine Bewertungen
- Ritag ValveDokument0 SeitenRitag Valvekingathur26681Noch keine Bewertungen
- Produto 45943 Id Arquivo 25951Dokument41 SeitenProduto 45943 Id Arquivo 25951Adilson Leite ProençaNoch keine Bewertungen
- AKF-M3 AbsperrklappeDokument8 SeitenAKF-M3 AbsperrklappeKemal GokovicNoch keine Bewertungen
- Thermit Welding Sow5Dokument5 SeitenThermit Welding Sow5100offeerNoch keine Bewertungen
- Vds 2100-08 Web PDFDokument0 SeitenVds 2100-08 Web PDFAntonio FanelloNoch keine Bewertungen
- Certificat For Build-Up WeldingDokument2 SeitenCertificat For Build-Up WeldingSTUDIUM ZAGREBNoch keine Bewertungen
- Amphenol Test Standards Pruefverfahren - Flexibler - AkkreditierungsbereichDokument10 SeitenAmphenol Test Standards Pruefverfahren - Flexibler - Akkreditierungsbereichpratul acharyaNoch keine Bewertungen
- Ce SV Posv Deutsch Englisch 07 2016 Ped 2014 68 EuDokument1 SeiteCe SV Posv Deutsch Englisch 07 2016 Ped 2014 68 EuErikNoch keine Bewertungen
- Brazing Notes (Induction Brazing)Dokument2 SeitenBrazing Notes (Induction Brazing)Emir MumicNoch keine Bewertungen
- Arco-Kfz Katalog-411 - 2011 PDFDokument71 SeitenArco-Kfz Katalog-411 - 2011 PDFZMCONTROLNoch keine Bewertungen
- Tevi RectangulareDokument20 SeitenTevi RectangularemsecarNoch keine Bewertungen
- NADERMCCBNDM3A-250MTUVCEtestingreport 20210316123306.769 XDokument8 SeitenNADERMCCBNDM3A-250MTUVCEtestingreport 20210316123306.769 XJaikaran DanNoch keine Bewertungen
- Siemens 3se5232-0hk21 - DB - deDokument6 SeitenSiemens 3se5232-0hk21 - DB - deA SNoch keine Bewertungen
- Uni ValveDokument8 SeitenUni Valvemohammad hazbehzadNoch keine Bewertungen
- Teil3 Schweissaggregate 2012 DTDokument92 SeitenTeil3 Schweissaggregate 2012 DTbatka2Noch keine Bewertungen
- BMVIT-327120 - 0024 - 12 - ANP - SHS Fels - Und BodennagelDokument20 SeitenBMVIT-327120 - 0024 - 12 - ANP - SHS Fels - Und BodennagelakajsiNoch keine Bewertungen
- FT Raccord NVNV-P213Dokument2 SeitenFT Raccord NVNV-P213ARMENGAUDNoch keine Bewertungen
- DS Fam3200 en GDokument28 SeitenDS Fam3200 en GdfidgeNoch keine Bewertungen
- Gfps-Certificate-Butterfly-Valves-Types-038 - 039-DeDokument2 SeitenGfps-Certificate-Butterfly-Valves-Types-038 - 039-DeAlejandro VnNoch keine Bewertungen
- Routine Test Report HV Connex-Male-Halim (3 PCS)Dokument3 SeitenRoutine Test Report HV Connex-Male-Halim (3 PCS)Aray HendraNoch keine Bewertungen
- Stahlbau - 05 WWW - Buev-Ev - deDokument8 SeitenStahlbau - 05 WWW - Buev-Ev - derubberttNoch keine Bewertungen
- 00 Stück-Und Versandliste / Bill of Material and Shipping ListDokument3 Seiten00 Stück-Und Versandliste / Bill of Material and Shipping ListJibin Reji KoshyNoch keine Bewertungen
- Sa-SsalDokument8 SeitenSa-SsalTrung ĐứcNoch keine Bewertungen
- Pipes - Erndtebrücker Eisenwerk GMBHDokument1 SeitePipes - Erndtebrücker Eisenwerk GMBHMETAL EngNoch keine Bewertungen
- KBK Anlage PDFDokument5 SeitenKBK Anlage PDFPato PuruncajasNoch keine Bewertungen
- Material GPTeil1 2020 - 1Dokument3 SeitenMaterial GPTeil1 2020 - 1Ahmed AhmedNoch keine Bewertungen
- 140123-ZL Standard - Montagewerkzeug Schlosser - Rev04Dokument27 Seiten140123-ZL Standard - Montagewerkzeug Schlosser - Rev04davidfr2Noch keine Bewertungen
- GEA AWP Produktbroschüre DeutschDokument12 SeitenGEA AWP Produktbroschüre DeutschNenadNoch keine Bewertungen
- Rohrfedermanometer, Kupferlegierung Einbauausführung Typen 111.16 Und 111.26Dokument5 SeitenRohrfedermanometer, Kupferlegierung Einbauausführung Typen 111.16 Und 111.26behnamdaftary2Noch keine Bewertungen
- RCBODokument6 SeitenRCBOmuqtar4uNoch keine Bewertungen
- Din-Dvgw 451 W DDokument2 SeitenDin-Dvgw 451 W DRicardo BarrosNoch keine Bewertungen
- Omron 3G3MV Quick deDokument28 SeitenOmron 3G3MV Quick devga1234Noch keine Bewertungen
- Din-Dvgw 4510 W DDokument2 SeitenDin-Dvgw 4510 W DRicardo BarrosNoch keine Bewertungen
- IfU SP Agila 9039703Dokument24 SeitenIfU SP Agila 9039703Nacer MaatiNoch keine Bewertungen
- Einführung in die bruchmechanische SchadensbeurteilungVon EverandEinführung in die bruchmechanische SchadensbeurteilungNoch keine Bewertungen
- Manual Programador Orbis CronoDokument4 SeitenManual Programador Orbis CronoDaniel100% (1)
- Faust - I TeilDokument4 SeitenFaust - I TeilFloristeanu Roxana MihaelaNoch keine Bewertungen
- Nach Der Strukturellen Seite Hin Unterscheiden Wir Also KnappeDokument4 SeitenNach Der Strukturellen Seite Hin Unterscheiden Wir Also KnappeАлёна КириченкоNoch keine Bewertungen
- Programa General Del Congreso de IOSOT 2013Dokument307 SeitenPrograma General Del Congreso de IOSOT 2013Abner B. Bartolo H.Noch keine Bewertungen
- Transitivität Und Rektion Der VerbenDokument13 SeitenTransitivität Und Rektion Der Verbengqh2015Noch keine Bewertungen
- Bertha Dudde Buch 31 A4 - B31 - 2134 - 2274Dokument133 SeitenBertha Dudde Buch 31 A4 - B31 - 2134 - 2274Ingo SchneuingNoch keine Bewertungen
- Dahlhaus Aesthetik Und Wiener KlassikDokument16 SeitenDahlhaus Aesthetik Und Wiener KlassikUrsus BohemicusNoch keine Bewertungen
- LichtblickeDokument10 SeitenLichtblickeQuartierNoch keine Bewertungen