Das könnte Ihnen auch gefallen
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri80% (5)
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri80% (5)
- (Arno Dorl (Auth.) ) Das Vorzeichnen Im Kessel - UndDokument68 Seiten(Arno Dorl (Auth.) ) Das Vorzeichnen Im Kessel - UndJoeNoch keine Bewertungen
- Werkstattstechnik BD 20 Heft 23 26Dokument32 SeitenWerkstattstechnik BD 20 Heft 23 26Marko Hriberšek100% (1)
- Grundlagen Des Tunnelbaus - TU Dresden - SpangDokument136 SeitenGrundlagen Des Tunnelbaus - TU Dresden - SpangNagy LeventeNoch keine Bewertungen
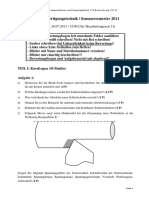
- Fertigungstechnik Klausur SS 2011Dokument7 SeitenFertigungstechnik Klausur SS 2011Hans DiddaNoch keine Bewertungen
- 7 Fügeverfahren AusbilderDokument6 Seiten7 Fügeverfahren AusbilderEmmanuel MichelNoch keine Bewertungen
- Giessereitechnik 1.PDF FUNDICIONDokument251 SeitenGiessereitechnik 1.PDF FUNDICIONJhonathan Pizarro ChoqueNoch keine Bewertungen
- Bohren, Senken Und ReibenDokument11 SeitenBohren, Senken Und Reibenapi-25967053Noch keine Bewertungen
- Bohler ChartDokument16 SeitenBohler ChartchrisNoch keine Bewertungen
- Schubkastenführungen. Eigentlich AufgebautDokument6 SeitenSchubkastenführungen. Eigentlich AufgebautIstván Kalász christmann-kalasz100% (1)
- Rep Handbuch ESABDokument120 SeitenRep Handbuch ESABMarija IvanovskaNoch keine Bewertungen
- Fragenkatalog DrehenDokument7 SeitenFragenkatalog DrehenMohammad HamoNoch keine Bewertungen
- SchweißenDokument12 SeitenSchweißenRime100% (1)
- Multi Hammer Drill 02-2013Dokument8 SeitenMulti Hammer Drill 02-2013hieu2006Noch keine Bewertungen
- Arbeitsbericht Nr. 4Dokument1 SeiteArbeitsbericht Nr. 4Marwan ABUNoch keine Bewertungen
- BohrenDokument42 SeitenBohrenKarl-Heinz Meier100% (1)
- Herstellverfahren StahlrohreDokument64 SeitenHerstellverfahren StahlrohrefraifikmushiNoch keine Bewertungen
- Diseño de Piezas 1949Dokument48 SeitenDiseño de Piezas 1949jose.figueroa@foseco.comNoch keine Bewertungen
- Arbeitsbericht Nr. 1Dokument2 SeitenArbeitsbericht Nr. 1Marwan ABUNoch keine Bewertungen
- Heft36 TUMZG WWWDokument170 SeitenHeft36 TUMZG WWWJose Maria BranasNoch keine Bewertungen
- Heft 3 - Das Anreissen in Maschinenbau-Werkstätten (Dritte Auflage)Dokument65 SeitenHeft 3 - Das Anreissen in Maschinenbau-Werkstätten (Dritte Auflage)Andi1987Noch keine Bewertungen
- Fragenkatalog 311620 2014Dokument3 SeitenFragenkatalog 311620 2014Sevko PandurovicNoch keine Bewertungen
- Einrichten Drehmaschine V1 16Dokument103 SeitenEinrichten Drehmaschine V1 16peterNoch keine Bewertungen
- Umformtechnik WissenDokument12 SeitenUmformtechnik WissenKarl JoebstlNoch keine Bewertungen
- Arbeitsbericht Nr. 5Dokument2 SeitenArbeitsbericht Nr. 5Marwan ABUNoch keine Bewertungen
- Klemm KR 909 2 PDFDokument6 SeitenKlemm KR 909 2 PDFJose Manuel ReyesNoch keine Bewertungen
- 1 PrakitkumsberichtDokument10 Seiten1 PrakitkumsberichtEndertainer CoCNoch keine Bewertungen
- Ausbildungsnachweis 13 Und 14 WocheDokument1 SeiteAusbildungsnachweis 13 Und 14 WocheItaloboy9Noch keine Bewertungen
- Prakla Drilling RigsDokument20 SeitenPrakla Drilling RigsAbiotNoch keine Bewertungen
- Kútfúró Gép, Kútfúró Berendezés: Tuchel Drill - Bohr-TracDokument2 SeitenKútfúró Gép, Kútfúró Berendezés: Tuchel Drill - Bohr-TracBatonyMetallKftNoch keine Bewertungen
- TMP - 10409 Wochenberichte 372264871Dokument13 SeitenTMP - 10409 Wochenberichte 372264871KenGuruNoch keine Bewertungen
- Met All Spritz enDokument56 SeitenMet All Spritz enstilmix60Noch keine Bewertungen
- Ams 201002Dokument130 SeitenAms 201002toasterzapperNoch keine Bewertungen
- Tarea KC1.1Dokument31 SeitenTarea KC1.1Maria MontesNoch keine Bewertungen
- 276656estampagem RotativaDokument4 Seiten276656estampagem RotativaClaudia Zachow MachadoNoch keine Bewertungen
- Praktikums BerichtDokument6 SeitenPraktikums BerichtJason GreeneNoch keine Bewertungen
- AML Skript 2012Dokument20 SeitenAML Skript 20121rubena1Noch keine Bewertungen
- KR 807-7G/ - 7GP: Drilling RigDokument8 SeitenKR 807-7G/ - 7GP: Drilling Rigzaki abbasNoch keine Bewertungen
- Fertigungsbericht Fest Los LagerungDokument5 SeitenFertigungsbericht Fest Los Lagerungvavahop468Noch keine Bewertungen
- Schleifen PräsentationDokument32 SeitenSchleifen PräsentationfolienkleberNoch keine Bewertungen
- BOHRSCHRAUBENDokument76 SeitenBOHRSCHRAUBENAnonymous 6aGAvbNNoch keine Bewertungen
- Die Grobblechherstellung Aus Verfahrenstechnischer SichtDokument10 SeitenDie Grobblechherstellung Aus Verfahrenstechnischer SichtBülent ÜstünNoch keine Bewertungen
- Autopompe Beton Si Pompe Stationare PutzmeisterDokument13 SeitenAutopompe Beton Si Pompe Stationare Putzmeisterovidiu_nt3440Noch keine Bewertungen
- Datenblatt Br8000 4 RentalDokument4 SeitenDatenblatt Br8000 4 Rentalmats.antonis01Noch keine Bewertungen
- Drilling Rig: BohrgerätDokument8 SeitenDrilling Rig: BohrgerätHenock ShewasemaNoch keine Bewertungen
- Catalogo Bomba PMDokument6 SeitenCatalogo Bomba PMmiguel_1650% (1)
- Fertigungstechnik Fragenkatalog 2010Dokument3 SeitenFertigungstechnik Fragenkatalog 2010Sevko PandurovicNoch keine Bewertungen
- UntitledDokument69 SeitenUntitledDaniel SousaNoch keine Bewertungen
- Kessel Kun deDokument19 SeitenKessel Kun deHakan CetinkayaNoch keine Bewertungen
- Stahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenVon EverandStahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenNoch keine Bewertungen
- Fernseminar Fortsetzung4Dokument82 SeitenFernseminar Fortsetzung4yazidNoch keine Bewertungen
- Seminar Entsorgung2Dokument20 SeitenSeminar Entsorgung2Lufianlisso AntonioNoch keine Bewertungen
- KR 801 3GSDokument8 SeitenKR 801 3GSzhujianglongNoch keine Bewertungen
- SchraubenzieherDokument4 SeitenSchraubenziehernaethanaelmNoch keine Bewertungen
- Boren SlijphulpstukDokument5 SeitenBoren Slijphulpstukth.wilbersNoch keine Bewertungen
- DVS 0221 2005-10Dokument6 SeitenDVS 0221 2005-10merinofalNoch keine Bewertungen
- TUNNEL Tunnel Penetration 11100 395Dokument10 SeitenTUNNEL Tunnel Penetration 11100 395antoniusnoroNoch keine Bewertungen
- Product Brochure Open Die Forge PDFDokument4 SeitenProduct Brochure Open Die Forge PDFElaine JohnsonNoch keine Bewertungen
- OmarDokument2 SeitenOmarGoliathNoch keine Bewertungen
- Übung 2 + 3 Mikrofertigungstechnik - Fließpressen Und Biegen-Lösung Der ZusatzaufgabenDokument3 SeitenÜbung 2 + 3 Mikrofertigungstechnik - Fließpressen Und Biegen-Lösung Der Zusatzaufgabenابو إبراهيمNoch keine Bewertungen
- BA BohrmaschineDokument25 SeitenBA BohrmaschineHugoLamotteNoch keine Bewertungen
- OEM FarbenDokument2 SeitenOEM Farbenbasarica0% (1)
- Projekt Zifferblattbau PDFDokument26 SeitenProjekt Zifferblattbau PDFandre_werner389Noch keine Bewertungen
- Smart - NC LotseDokument121 SeitenSmart - NC Lotseanon_703702902Noch keine Bewertungen
- Taladro de Columna Einhell TC-BD 630Dokument168 SeitenTaladro de Columna Einhell TC-BD 630RAUL HUGO CEVALLOS PEREIRANoch keine Bewertungen
- FT FT2 II SpanendeFertigung Skript OnlineDokument98 SeitenFT FT2 II SpanendeFertigung Skript OnlineMiklas MeyerNoch keine Bewertungen
- GBH 2 28 DFV ManualDokument6 SeitenGBH 2 28 DFV ManualAlamgir RobinNoch keine Bewertungen
- Bohren HandbuchDokument19 SeitenBohren HandbuchNibelungeNoch keine Bewertungen
- Hinges GBDokument82 SeitenHinges GBmmargarita_15Noch keine Bewertungen
- Glossar Zur Zerspantechnik Deutsch Englisch Version 07 2017Dokument120 SeitenGlossar Zur Zerspantechnik Deutsch Englisch Version 07 2017Mubina AhmetovićNoch keine Bewertungen