Das könnte Ihnen auch gefallen
- Mechanische Einständerpressen: Alleinverkauf Der Normen Durch Beuth Verlag GMBH, Berlin 30 Vertr.-Nr. 0006Dokument6 SeitenMechanische Einständerpressen: Alleinverkauf Der Normen Durch Beuth Verlag GMBH, Berlin 30 Vertr.-Nr. 0006pierocarnelociNoch keine Bewertungen
- V307-V317 - GAT - FL - PN16-40 - DN 50-600 - SiekmannDokument8 SeitenV307-V317 - GAT - FL - PN16-40 - DN 50-600 - Siekmannaidil luthfansyahNoch keine Bewertungen
- Motor ACME 997139Dokument12 SeitenMotor ACME 997139vadim vadimNoch keine Bewertungen
- Genie Gth-2506 Stiiib BaDokument99 SeitenGenie Gth-2506 Stiiib BaMario Halbmayr-DetterNoch keine Bewertungen
- Agria 400 ErsatzteillisteDokument68 SeitenAgria 400 ErsatzteillisteJanNoch keine Bewertungen
- Din 406-10Dokument6 SeitenDin 406-10AleGPNoch keine Bewertungen
- WZM AbnahmetestDokument15 SeitenWZM Abnahmetestchar16Noch keine Bewertungen
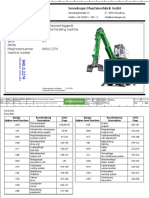
- ZX50U-2 Operation Manual - DEDokument219 SeitenZX50U-2 Operation Manual - DESzilvia PinkeNoch keine Bewertungen
- Din 406-11Dokument30 SeitenDin 406-11AleGPNoch keine Bewertungen
- Din - 24166 Ventilatoren Techn LieferbedingungenDokument12 SeitenDin - 24166 Ventilatoren Techn LieferbedingungenKAMRUL ISLAMNoch keine Bewertungen
- DIN ISO 6826-2000-05 - Hubkolben-Verbrennungsmotoren - Brandschutz (ISO 6826-1997)Dokument7 SeitenDIN ISO 6826-2000-05 - Hubkolben-Verbrennungsmotoren - Brandschutz (ISO 6826-1997)enviroNoch keine Bewertungen
- Din18381 2006-10dDokument20 SeitenDin18381 2006-10dBosko BabovicNoch keine Bewertungen
- Din 6701 T2Dokument29 SeitenDin 6701 T2evren meralNoch keine Bewertungen
- Singer 4228 Inspiration Sewing MachineDokument9 SeitenSinger 4228 Inspiration Sewing MachinefatagiuNoch keine Bewertungen
- En 12570 Handrad-AuslegungDokument6 SeitenEn 12570 Handrad-AuslegungVelibor StokicNoch keine Bewertungen
- Barthel LieferprogrammDokument8 SeitenBarthel LieferprogrammcarmaNoch keine Bewertungen
- Acme-Motor-Lombardini - ET-Liste Diesel MotorenDokument40 SeitenAcme-Motor-Lombardini - ET-Liste Diesel MotorenMirza SmailbegovicNoch keine Bewertungen
- Is - D1 MtuDokument1 SeiteIs - D1 Mtujonny kaistoNoch keine Bewertungen
- Reparar Instalaciones de Gas Según Procedimientos Técnicos y NormativaDokument5 SeitenReparar Instalaciones de Gas Según Procedimientos Técnicos y NormativaDYLAN ALONSO BARBARAN CHAPARRONoch keine Bewertungen
- DIN 4420 Teil 1 - 1990 - (PL) - (N)Dokument56 SeitenDIN 4420 Teil 1 - 1990 - (PL) - (N)Piotr1973Noch keine Bewertungen
- VDI 3838 - May2004Dokument2 SeitenVDI 3838 - May2004Jean-Baptiste LebegueNoch keine Bewertungen
- IS 202-DataDokument5 SeitenIS 202-Datajonny kaistoNoch keine Bewertungen
- Joker 3 - 6 CT: BetriebsanleitungDokument29 SeitenJoker 3 - 6 CT: BetriebsanleitungВлад ОпрышкоNoch keine Bewertungen
- ProbeDokument6 SeitenProbeBM PannaNoch keine Bewertungen
- deDokument80 SeitendeДориана КирчеваNoch keine Bewertungen
- Horsch Maestro 12-24 SW BetriebsanleitungDokument90 SeitenHorsch Maestro 12-24 SW BetriebsanleitungAgrartec OWLNoch keine Bewertungen
- DIN 941-1 SenkdurchmesserDokument8 SeitenDIN 941-1 SenkdurchmesserLinuNoch keine Bewertungen
- Betriebsanleitung 4-13 STWDokument16 SeitenBetriebsanleitung 4-13 STWvladatanNoch keine Bewertungen
- Manual de Operare 300 Ci - DE PDFDokument165 SeitenManual de Operare 300 Ci - DE PDFramiro000175% (4)
- Motor Kubota GH400 997146Dokument24 SeitenMotor Kubota GH400 997146Saso MangeNoch keine Bewertungen
- 00193153-02 (Software Ver - SR407)Dokument92 Seiten00193153-02 (Software Ver - SR407)Aleksandr KapustinNoch keine Bewertungen
- Din 28085Dokument10 SeitenDin 28085Elisa VizzaccaroNoch keine Bewertungen
- DIN 9830 - BurrsDokument6 SeitenDIN 9830 - BurrspopoNoch keine Bewertungen
- Aerzen VM 140Dokument34 SeitenAerzen VM 140Nestor Cortes100% (4)
- 840.0.2274 Mechatronics DiagramDokument235 Seiten840.0.2274 Mechatronics DiagramНиколай МозговNoch keine Bewertungen
- WITTE Zusatzanleitung Für Explosionsgeschüzte Motoren - z04 Zuba Atex-51 de Rev01Dokument56 SeitenWITTE Zusatzanleitung Für Explosionsgeschüzte Motoren - z04 Zuba Atex-51 de Rev01kai.pahnkeNoch keine Bewertungen
- Pss3100se West J 0415 WebDokument142 SeitenPss3100se West J 0415 WebSerwis ToraNoch keine Bewertungen
- Manual de Partes RD880Dokument84 SeitenManual de Partes RD880Diego Orlando Santos BuitragoNoch keine Bewertungen
- Din 30660 1999-12Dokument4 SeitenDin 30660 1999-12Archivar1Noch keine Bewertungen
- Agria 506Dokument28 SeitenAgria 506Ivica RunjicNoch keine Bewertungen
- German FX20 Operator's (ID0239335 - 01 - SVC)Dokument91 SeitenGerman FX20 Operator's (ID0239335 - 01 - SVC)ismicicNoch keine Bewertungen
- BoilerDokument36 SeitenBoilerBojidar KirchevNoch keine Bewertungen
- DIN - Allemand - 07.2021Dokument28 SeitenDIN - Allemand - 07.2021Philippe100% (1)
- DIN en ISO 6789 2003-10 Drehmoment-SchraubwerkzeugeDokument18 SeitenDIN en ISO 6789 2003-10 Drehmoment-SchraubwerkzeugeAlex.TohmNoch keine Bewertungen
- Din Iso 6106 2006-03Dokument12 SeitenDin Iso 6106 2006-03jhscribdaccNoch keine Bewertungen
- DIN16742-2013A Eng PDFDokument36 SeitenDIN16742-2013A Eng PDFUlysses Carrasco60% (10)
- Ilovepdf MergedDokument7 SeitenIlovepdf Mergeddzenan97Noch keine Bewertungen
- Druckversion DataDokument218 SeitenDruckversion Datadona gangulyNoch keine Bewertungen
- Mercedes E-Klasse Diesel W124 von 1/85 bis 6/95: So wird's gemacht - Band 55Von EverandMercedes E-Klasse Diesel W124 von 1/85 bis 6/95: So wird's gemacht - Band 55Noch keine Bewertungen
- Sensorlose Positionserfassung in linearen Synchronmotoren: Trägersignalbasierte LageauswertungVon EverandSensorlose Positionserfassung in linearen Synchronmotoren: Trägersignalbasierte LageauswertungNoch keine Bewertungen
- ERP-Systeme On Demand: Chancen, Risiken, Anforderungen, TrendsVon EverandERP-Systeme On Demand: Chancen, Risiken, Anforderungen, TrendsNoch keine Bewertungen
- Die 10 Gebote der Löttechnik: Lötfertigung und RationalisierungVon EverandDie 10 Gebote der Löttechnik: Lötfertigung und RationalisierungNoch keine Bewertungen
- Preispolitik für industrielle Dienstleistungen: Verfahren für Industriegüterhersteller zur Wahl und Umsetzung von preispolitischen OptionenVon EverandPreispolitik für industrielle Dienstleistungen: Verfahren für Industriegüterhersteller zur Wahl und Umsetzung von preispolitischen OptionenNoch keine Bewertungen
- Getriebeturbofan und konventioneller Turbofan: Ein Vergleich auf der Basis stationärer LeistungsrechnungenVon EverandGetriebeturbofan und konventioneller Turbofan: Ein Vergleich auf der Basis stationärer LeistungsrechnungenNoch keine Bewertungen
- Triebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsVon EverandTriebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsNoch keine Bewertungen
- Analyse und Darstellung neuer normativer Anforderungen für den NS- und MS-Schaltanlagenbau sowie marktüblicher Ausführungsvarianten von SchaltanlagenVon EverandAnalyse und Darstellung neuer normativer Anforderungen für den NS- und MS-Schaltanlagenbau sowie marktüblicher Ausführungsvarianten von SchaltanlagenNoch keine Bewertungen
- Novellierung der Immobilienwertermittlungsverordnung: Die neue Rechtsnorm des Immobilienmarkts in DeutschlandVon EverandNovellierung der Immobilienwertermittlungsverordnung: Die neue Rechtsnorm des Immobilienmarkts in DeutschlandNoch keine Bewertungen
- Dienstleistungsnormung und Privatrecht im Europäischen BinnenmarktVon EverandDienstleistungsnormung und Privatrecht im Europäischen BinnenmarktNoch keine Bewertungen
- SANDProfile Katalog DDokument70 SeitenSANDProfile Katalog DPetar JuricNoch keine Bewertungen
- Nokia 3724 - 3725 - 4525 - 5125 - 5525 Mono Plus ChassisDokument11 SeitenNokia 3724 - 3725 - 4525 - 5125 - 5525 Mono Plus ChassislocatisNoch keine Bewertungen
- Din 30670-2012Dokument37 SeitenDin 30670-2012adprimNoch keine Bewertungen
- Herzlich Willkommen Zur Ausbildung!: Der Leiter AtemschutzDokument9 SeitenHerzlich Willkommen Zur Ausbildung!: Der Leiter AtemschutzMueller2Noch keine Bewertungen
- Handbuch (Quad) SMC 250 Teil 2 (German)Dokument25 SeitenHandbuch (Quad) SMC 250 Teil 2 (German)rabu64100% (2)
- Rolf Hinrichs Aus GöttingenDokument4 SeitenRolf Hinrichs Aus GöttingenDirk Karl MassatNoch keine Bewertungen
- Global Denken - Lokal HandelnDokument36 SeitenGlobal Denken - Lokal HandelnSPD in NiedersachsenNoch keine Bewertungen
- pd2 360 Master 1c DDokument4 Seitenpd2 360 Master 1c DSergeNoch keine Bewertungen