Beruflich Dokumente
Kultur Dokumente
O-Ring Einbauanleitung
Hochgeladen von
Thomas RudolfOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
O-Ring Einbauanleitung
Hochgeladen von
Thomas RudolfCopyright:
Verfügbare Formate
O-Ring
B.2 Konstruktionshinweise
Nachfolgende Konstruktionshinweise können nicht für
den speziellen Werkstoff Isolast angewandt werden.
Bitte nutzen Sie hierzu unsere Isolast-Broschüre. Unsere
Spezialisten helfen Ihnen gerne. richtig
mit Fase
B.2.1 Montagehinweise
Generelle Hinweise
Vor Beginn der Montage sind folgende Punkte zu
überprüfen:
- Einführungsschrägen nach Zeichnung ausgeführt?
falsch
- innenliegende Bohrungen entgratet und verrundet? ohne Fase
- Bearbeitungsrückstände, wie Späne, Schmutz und
Fremdpartikel entfernt?
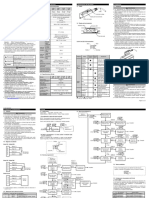
Bild 12 Kolbeneinbau mit O-Ring
- Gewindespitzen abgedeckt?
- Dichtungen und Bauteile eingefettet oder eingeölt? Auf
Medienverträglichkeit mit Elastomer achten. B+S emp-
richtig
fiehlt das abzudichtende Medium zur Schmierung. mit Fase
- keine Schmierstoffe mit Feststoffzusätzen, wie Molyb-
dändisulfid oder Zinksulfid, verwenden.
richtig
mit Fase
falsch
ohne Fase
Bild 13 O-Ring Einbau über Querbohrungen
falsch
ohne Fase
Einbau von Hand
- Keine scharfen Gegenstände verwenden!
Bild 11 Stangeneinbau mit O-Ring - Auf Verdrillen achten, Hilfsmittel verwenden zur
lagegerechten Positionierung
- Wo immer möglich, Montagehilfen verwenden
- O-Ringe nicht überdehnen
- Aus extrudierter Rundschnur hergestellte O-Ringe nicht
über die Stoßstelle aufdehnen.
Ausgabe März 2003
38
O-Ring
Einbau über Gewinde, Wellen u.ä.
Muss der O-Ring bei der Montage über Gewinde, Wellen,
Keilnuten oder ähnliches geführt werden ist eine
Montagehülse notwendig. Diese sollte keine scharfen
Kanten oder Grate aufweisen und kann aus weichem
Metall oder Kunststoff gefertigt werden.
Vorpressung
Automatische Montage
Druck = 0
Automatische O-Ring Montagen erfordern eine gute Vor-
bereitung. Häufig werden die Oberflächen der O-Ringe
mit unterschiedlichen Methoden behandelt (siehe hierzu
Kapitel “O-Ring Verfahren zur Reibungsreduzierung”).
Hieraus ergeben sich Vorteile bei der Montage durch
- Reduzierung der Montagekräfte
- Anti-Haft-Effekte, leichte Demontage.
Die Handhabung und das Montieren nicht formstabiler
Bauteile setzt viel Erfahrung voraus. Eine zuverlässige,
automatische Montage erfordert daher eine besondere Druck > 0
Behandlung und Verpackung von O-Ringen.
Bitte sprechen Sie mit unseren Fachleuten, wir beraten Sie
gerne.
Bild 14 Dichtpressungsverlauf mit und ohne
Druckbeaufschlagung
B.2.2 Vorpressung
Hydraulik, dynamisch
Die Vorpressung des O-Ringes in der Nut ist zur Sicher- 30
stellung der Funktion als Primär- oder Sekundär- 25
Dichtelement erforderlich (Bild 14). Sie dient u. a.
20
Vorpressung %
- zur Erzielung der Anfangsdichtheit max.
15
- zur Überbrückung von fertigungsbedingten
Toleranzen 10
min.
5
- zur Sicherstellung definierter Reibkräfte
0
- zum Ausgleich des Druckverformungsrestes (DVR) 1,8 2,65 3,55 5,3 7
O-Ring Schnur Ø d2 in mm
- zur Kompensation bei Verschleiß.
Pneumatik, dynamisch
Je nach Anwendung gelten für die Vorpressung folgende 30
Werte bezogen auf den Schnurdurchmesser (d2):
25
dynamischer Einbau: 6 bis 20%
20
statischer Einbau: 15 bis 30%
Vorpressung %
max.
15
Für die Auslegung von Nuten können die Richtwerte für
die Vorpressung aus den Diagrammen in Bild 15a / b. 10
entnommen werden. Diese berücksichtigen in Überein- 5
stimmung mit ISO 3601-2 die Abhängigkeit von Be- min.
anspruchungen und Schnurdurchmesser. 0
1,8 2,65 3,55 5,3 7
O-Ring Schnur Ø d2 in mm
Bild 15a Zulässiger Bereich der Vorpressung in
Abhängigkeit vom Schnurdurchmesser
Ausgabe März 2003
39
O-Ring
Hydraulik, Pneumatik, statisch
35
Querschnittsverpressung
30
10% 20%
25
Presskraft am O-Ring-Umfang N/cm
Vorpressung %
max.
20
160 NBR 90
15 NBR 80
140
10
min. 120
5
100 NBR 70
0
1,8 2,65 3,55 5,3 7 80
NBR 90
O-Ring Schnur Ø d2 in mm 60 NBR 80
NBR 70
40
Axial
40 20
35
30 1 2 3 4 5 6 7 8 9 10
25 mm
Vorpressung %
max. Schnur-Ø d2
20
15
min.
10 Bild 16 Presskräfte am O-Ring Umfang in
5
Abhängigkeit der Werkstoffe
0
1,8 2,65 3,55 5,3 7
O-Ring Schnur Ø d2 in mm
B.2.3 Dehnung – Stauchung
Bild 15b Zulässiger Bereich der Vorpressung in
Abhängigkeit vom Schnurdurchmesser Bei radial-dichtender Anordnung soll der O-Ring bei
innenliegender Nut – ”außendichtend” – über den
Nutgrund gedehnt werden. Die max. Aufdehnung im
Einbauzustand beträgt 6% für O-Ringe mit einem
Innendurchmesser > 50 mm und 8% für O-Ringe mit
Presskräfte einem Innendurchmesser < 50 mm.
Abhängig von der Höhe der Vorpressung und der Shore- Bei außenliegender Nut – ”innendichtend” – wird der
härte verändern sich die Verformungskräfte. Das Dia- O-Ring gestaucht eingebaut. Die maximale Stauchung
gramm Bild 16 zeigt die spezifische Presskraft je cm Dich- im Einbauzustand beträgt 3 %.
tungsumfang in Abhängigkeit vom Schnurdurchmesser. Bei Überschreitung dieser Werte kommt es zu einer
Die angegebenen Presskräfte dienen zur Abschätzung unzulässigen Querschnittsabnahme bzw. -zunahme.
der aufzuwendenden Gesamtkraft beim statischen Ein- Dies kann die Lebensdauer der Dichtung beeinflussen.
bau von O-Ringen. Die Querschnittsabnahme kann wie folgt berechnet
werden:
mit d1min = kleinster O-Ring Innendurchmesser
d2min = kleinster O-Ring Schnurdurchmesser
d3max = maximaler Nutdurchmesser
Prozentual kann annäherungsweise von der Hälfte der
Dehnung ausgegangen werden: 1% Aufdehnung des
Innendurchmessers entspricht einer Verringerung der
Schnurdicke (d2) um 0,5 %.
Ausgabe März 2003
40
O-Ring
B.2.4 Einbauarten und Hinweise zur Einbauraumgestaltung
Einbauarten
O-Ringe können in vielfältiger Weise in Bauteilen Verwen- Außendichtend
dung finden. Die O-Ring Größe ist so auszuwählen, dass der Innen-
durchmesser d1 gleich oder kleiner als der Nutgrund-
Bei der Konstruktion ist bereits die spätere Montagesitua- durchmesser d3 ist (Bild 17).
tion zu berücksichtigen. Um eine Beschädigung bei der
Montage zu vermeiden, sollten beim Einbau keine Kan- Axial-statischer Einbau
ten und Bohrungen überfahren werden. Bei langen Bei axial-statischem Einbau ist bei der Wahl der O-Ring
Schiebebewegungen ist der Dichtsitz möglichst abzuset- Größe die Druckrichtung zu beachten (Bild 18). Bei In-
zen oder die O-Ringe so anzuordnen, dass sie nur kurze nendruck soll der Außendurchmesser des O-Rings ca. 1
Montagewege zurücklegen. Gefahr des Verdrillens! bis 2 % größer als der Nutaußendurchmesser d7 gewählt
Radialer Einbau (statisch und dynamisch) werden. Bei Außendruck wird der O-Ring ca. 1 bis 3 %
kleiner als der Nutinnendurchmesser d8 gewählt.
Innendichtend
Die O-Ring Größe ist so auszuwählen, dass der Innen-
durchmesser d1 die kleinste Abweichung zum abzudich-
tenden Durchmesser d5 hat (Bild 17).
d3
d1
d5
d2
Bild 17 Radialer Einbau, statisch und dynamisch
d8 d8
d7 d7
Druck von innen Druck von außen
Bild 18 Axialer Einbau, statisch
Ausgabe März 2003
41
O-Ring
O-Ring als Rotationsdichtung Technische Daten
In einigen wenigen Anwendungsfällen, z.B. bei O-Ringe können in einem weiten Anwendungsspektrum
geringerer Einschaltdauer kann der O-Ring auch als eingesetzt werden. Temperatur, Druck und Medien
Rotationsdichtung zur Abdichtung von Wellen eingesetzt bestimmen die Auswahl der geeigneten Werkstoffe. Um
werden. Folgende Hinweise sind hierbei zu beachten: die Eignung des O-Ringes als Dichtelement für einen
gegebenen Anwendungsfall beurteilen zu können, muss
Um als Rotationsdichtung wirken zu können, müssen das Zusammenwirken aller Betriebsparameter berück-
O-Ringe nach bestimmten Richtlinien, dem Roto-Prinzip, sichtigt werden.
eingebaut werden.
Betriebsdruck
Das Roto-Prinzip beruht auf der Tatsache, dass sich ein
gedehnter Elastomer-Ring bei Erwärmung zusammen- Statischer Einsatz:
zieht (Joule-Effekt). Bei der üblichen Einbauweise - Innen- - bis 5 MPa für Innendurchmesser > 50 mm
durchmesser d1 < Wellendurchmesser - würde sich durch ohne Stützring
die Reibungswärme der Ring stärker zusammenziehen. bis 10 MPa für Innendurchmesser < 50 mm
Das führe zu einer höheren Anpressung auf die ohne Stützring
rotierende Welle, so dass eine Schmierfilmbildung unter (abhängig von Material, Schnurstärke und Spaltmaß)
der Dichtung verhindert und erhöhte Reibung auftreten - bis 40 MPa mit Stützring
würde. Die Folge wäre stärkerer Verschleiß und vor- - bis 250 MPa mit Sonderstützring
zeitiger Ausfall der Dichtung. Bitte beachten Sie die zulässigen Spaltmaße.
Um dies zu verhindern, wird gemäß dem Roto-Prinzip der Dynamischer Einsatz:
Dichtring so ausgewählt, dass der Innendurchmesser ca. - hin- und hergehend bis 5 MPa ohne Stützring
2 bis 5 % größer als der abzudichtende Wellendurch- - höhere Drücke mit Stützring
messer ist. Durch den Einbau in die Nut erfährt der
Dichtring eine radiale Stauchung und wird vom Nutgrund Geschwindigkeit
gegen die Welle gedrückt. Der Dichtring liegt somit etwas Hin- und hergehend bis 0,5 m/s
wellenförmig in der Nut, was eine Verbesserung der Rotierend bis 0,5 m/s
Schmierung bewirkt. In Abhängigkeit von Werkstoff und Anwendung.
Das Roto-Prinzip kann nur bei Umfangsgeschwindig- Temperatur
keiten kleiner 0,5 m/s vernachlässigt werden. Von -60 °C bis +325 °C
In Abhängigkeit von Werkstoff und Medienbeständigkeit
Für den Roto-Einsatz stehen besondere Werkstoffe zur
Verfügung. Bei der Beurteilung der Einsatzkriterien ist die kurzzeitige
Spitzen- und Dauergebrauchstemperatur sowie die Ein-
Grundsätzlich ist der Einsatz von O-Ringen als Rotations- schaltdauer zu berücksichtigen. Bei rotierendem Einsatz
dichtung nicht zu empfehlen. Bitte wenden Sie sich bei sind die Temperaturerhöhungen durch Reibungswärme
Fragen an unsere Spezialisten. zu beachten.
Medien
Mit einer großen Vielfalt an Werkstoffen mit unterschied-
lichen Eigenschaften können nahezu alle Flüssigkeiten,
Gase und Chemikalien abgedichtet werden. Bitte
beachten Sie bei der Auswahl des geeigneten Werkstoffes
die Angaben aus Kapitel ,,B.1 Werkstoffe’’ und unseren
Katalog ,,O-Ring Werkstoffe’’.
Ausgabe März 2003
42
O-Ring
Nutgestaltung / Nutmaße
Einführungsschrägen Tabelle X Einführungsschrägen
Durch eine montagegerechte Konstruktion können Einführungsschrägen O-Ring Schnur-∅
∅
mögliche Fehlerquellen für ein Dichtungsversagen aus- Länge Z min. d2
geschaltet werden. 15° 20°
Da O-Ringe immer mit Übermaß montiert werden, sind 2,5 1,5 bis 1,78 1,80
Einführungsschrägen und Kantenverrundungen vorzu- 3,0 2,0 bis 2,62 2,65
sehen (Bild 19 und 20). 3,5 2,5 bis 3,53 3,55
4,5 3,5 bis 5,33 5,30
5,0 4,0 bis 7,00
15°-20° 6,0 4,5 über 7,00
Die Oberflächenrauheit der Einführungsschräge wird an-
gegeben mit:
Rz ≤ 4,0 µm Ra ≤ 0,8 µm
gerundet Dichtspalte
poliert
Die in der Einbautabelle XIV angegebenen Toleranzen
und zulässigen radialen Spaltmaße S (Dichtspalt) aus
Z
Tabelle XI sind einzuhalten.
Bei zu großen Dichtspalten besteht die Gefahr der
Bild 19 Einführungsschräge für Bohrungen, Rohre Spalt-Extrusion, die eine Zerstörung des O-Ringes zur
Folge haben kann (Bild 21).
gerundet, poliert
Druck
15°-20°
Dichtspalt S
Z
Bild 21 Dichtspalt ”S”
Bild 20 Einführungsschräge für Wellen, Stangen
Der zulässige radiale Spalt S zwischen den abzudichten-
Die Mindestlängen der Einführungsschrägen sind in den Teilen ist vom Systemdruck, dem Schnurdurch-
Tabelle X in Abhängigkeit des Schnurdurchmessers d2 messer, der Medientemperatur und der Shorehärte des
angegeben. O-Ringes abhängig.
In Tabelle XI sind Empfehlungen für das zulässige
Spaltmaß S in Abhängigkeit vom O-Ring Schnurdurch-
messer und von der Shorehärte angegeben. Die Tabelle
gilt für Elastomere-Werkstoffe, ausgenommen Poly-
urethan und FEP ummantelte O-Ringe.
Bei Drücken > 5 MPa für Innendurchmesser > 50 mm
und > 10 MPa für Innendurchmesser < 50 mm sind
Stützringe vorzusehen.
Ausgabe März 2003
43
O-Ring
Tabelle XI Spaltmaße S Diese Werte setzen voraus, dass die Bauteile zentrisch
zueinander geführt sind und sich unter Druck nicht
O-Ring aufdehnen. Sind diese Voraussetzungen nicht erfüllt, so
Schnur-∅
∅
d2
bis 2 2-3 3-5 5-7 über 7 sollte das Spiel entsprechend kleiner gehalten werden.
O-Ringe mit Härte 70 Shore A Bei statischen Anwendungen empfehlen wir allgemein
eine Passung von H8/g7.
Druck
Spalt S
MPa O-Ringe aus Polyurethan können aufgrund ihres hohen
≤ 3,50 0,08 0,09 0,10 0,13 0,15 Extrusionswiderstandes und der besseren Formstabilität
größere Spaltmaße überbrücken. Siehe hierzu Spalt-
≤ 7,00 0,05 0,07 0,08 0,09 0,10 maße für O-Ringe aus Polyurethan in Kapitel D.3.
≤ 10,50 0,03 0,04 0,05 0,07 0,08
O-Ringe mit Härte 90 Shore A
Oberflächen
Druck
Spalt S Elastomere passen sich an unregelmäßige Oberflächen
MPa
unter Druck an. Für gas- oder flüssigkeitsdichte Ver-
≤ 3,50 0,13 0,15 0,20 0,23 0,25
bindungen müssen jedoch Mindestanforderungen an die
≤ 7,00 0,10 0,13 0,15 0,18 0,20 Oberflächengüte der abzudichtenden Flächen gestellt
werden.
≤ 10,50 0,07 0,09 0,10 0,13 0,15
≤ 14,00 0,05 0,07 0,08 0,09 0,10
Grundsätzlich sind Riefen, Kratzer, Lunker, konzentrisch
verlaufende oder spiralförmige Bearbeitungsriefen u.a.
≤ 17,50 0,04 0,05 0,07 0,08 0,09 nicht zulässig. An dynamische Gegenlaufflächen sind
≤ 21,00 0,03 0,04 0,05 0,07 0,08
bezüglich der Oberflächengüte höhere Anforderungen
zu stellen als an statische Abdichtungen.
≤ 35,00 0,02 0,03 0,03 0,04 0,04
Für die Beschreibung von Gegenlaufflächen gibt es noch
keine einheitlichen Festlegungen. Die Angabe des
Ra-Wertes reicht in der Praxis für die Beurteilung der
Oberflächengüte nicht aus. Unsere Empfehlungen be-
inhalten deshalb verschiedene Begriffe und Definitionen
nach DIN 4768/1 und ISO 1302.
Tabelle XII Oberflächengüte
Beanspruchungsart Oberfläche Rmax µm Rz µm Ra µm
radial-dynamisch Gegenlauffläche * 1,0 - 4,0 0,63 - 2,5 0,1 - 0,4
(Bohrung, Stange, Welle)
Nutoberfläche ≤ 16,0 ≤ 10,0 ≤ 1,6
radial-statisch Gegendichtfläche ≤ 16,0 ≤ 10,0 ≤ 1,6
axial-statisch Nutoberfläche
(Nutgrund, Nutflanken)
Bei pulsierenden Drücken: ≤ 10,0 ≤ 6,3 ≤ 0,8
Gegendichtfläche
Nutoberfläche
(Nutgrund, Nutflanken)
*drallfrei geschliffen Die in der Tabelle angegebenen Werte sind als Leitfaden
für einen Großteil der möglichen Dichtungsanwen-
dungen zu verstehen. Bei speziellen Anwendungen
wenden Sie sich bitte an unsere Fachleute.
Ausgabe März 2003
44
O-Ring
Trapeznut
b2
Die Trapeznut sollte nur in Sonderfällen zum Einsatz
kommen, z. B. bei Überkopfmontage, um den O-Ring b1
festzuhalten (Bild 22). Die Einbaumaße sind in Tabelle XIII
aufgeführt. Grundsätzlich ist die Trapeznut erst ab einem
Schnurdurchmesser von 3,53 mm zu empfehlen. Der
Innendurchmesser des O-Rings ergibt sich aus dem
mittleren Nutdurchmesser abzüglich der Ringdicke.
h
Bild 22 Einbau in Trapeznut
Tabelle XIII Einbaumaße für Trapeznut
O–Ring
O Ring Schnur-∅
Schnur ∅ Nutabmessungen
Nutbreite Nutbreite Nuttiefe Radius (max.)
d2 b1 ±0,05 b2 ±0,05 h ±0,05 r3 r2
3,53 3,55 2,90 3,20 2,90 0,25 0,80
4,00 3,40 3,70 3,20 0,25 0,80
5,00 4,30 4,60 4,20 0,25 0,80
5,33 5,30 4,60 4,90 4,60 0,25 0,80
5,70 4,75 5,25 4,80 0,40 0,80
6,00 5,05 5,55 5,10 0,40 0,80
7,00 6,00 6,50 6,00 0,40 1,60
8,00 6,85 7,45 6,90 0,50 1,60
8,40 7,25 7,85 7,30 0,50 1,60
Rechtecknut
0°-5°
Bei Neukonstruktionen soll die Rechtecknut bevorzugt
werden. Ausführungen mit schrägen Nutflanken bis 5°
sind zulässig. Bei Verwendung von Stützringen sind
gerade Nutflanken vorzusehen. r1
Um das Risiko einer Spaltextrusion zu verringern, sollte
im Idealfall der Radius r das maximal zulässige Spaltmaß
S (siehe Tabelle XI) nicht überschreiten.
Bild 23 Nutangaben
Ausgabe März 2003
45
O-Ring
Einbauempfehlungen
b1
r1
r1
t
b4
S
t1
t1
S
d2 b3 b2 h
Bild 24 Einbauzeichnung Spaltmaß S siehe Kapitel Konstruktionshinweise, Seite 43
Oberflächenangaben siehe Kapitel Konstruktionshinweise, Seite 44.
Tabelle XIV Einbaumaße
Schnur-∅
∅ Radialer Einbau Axialer Einbau Radius
Nuttiefe Nutbreite Nuttiefe Nutbreite
dynamisch statisch
d2 t1 +0,05 t +0,05 b1 +0,2 b2 +0,2 b3 +0,2 h +0,05 b4 +0,2 r1 ±0,2
0,50 - 0,35 0,80 - - 0,35 0,80 0,20
0,74 - 0,50 1,00 - - 0,50 1,00 0,20
1,00 1,02 - 0,70 1,40 - - 0,70 1,40 0,20
1,20 - 0,85 1,70 - - 0,85 1,70 0,20
1,25 1,27 - 0,90 1,70 - - 0,90 1,80 0,20
1,30 - 0,95 1,80 - - 0,95 1,80 0,20
1,42 - 1,05 1,90 - - 1,05 2,00 0,30
1,50 1,52 1,25 1,10 2,00 3,00 4,00 1,10 2,10 0,30
1,60 1,63 1,30 1,20 2,10 3,10 4,10 1,20 2,20 0,30
1,78 1,80* 1,45 1,30 2,40 3,80 5,20 1,30 2,60 0,30
1,83 1,50 1,35 2,50 3,90 5,30 1,35 2,60 0,30
1,90 1,55 1,40 2,60 4,00 5,40 1,40 2,70 0,30
1,98 2,00 1,65 1,50 2,70 4,10 5,50 1,50 2,80 0,30
2,08 2,10 1,75 1,55 2,80 4,20 5,60 1,55 2,90 0,30
2,20 1,85 1,60 3,00 4,40 5,80 1,60 3,00 0,30
Ausgabe März 2003
46
O-Ring
Schnur-∅
∅ Radialer Einbau Axialer Einbau Radius
Nuttiefe Nutbreite Nuttiefe Nutbreite
dynamisch statisch
d2 t1 +0,05 t +0,05 b1 +0,2 b2 +0,2 b3 +0,2 h +0,05 b4 +0,2 r1 ±0,2
2,26 1,90 1,70 3,00 4,40 5,80 1,70 3,10 0,30
2,30 2,34 1,95 1,75 3,10 4,50 5,90 1,75 3,10 0,30
2,40 2,05 1,80 3,20 4,60 6,00 1,80 3,30 0,30
2,46 2,10 1,85 3,30 4,70 6,10 1,85 3,40 0,30
2,50 2,15 1,85 3,30 4,70 6,10 1,85 3,40 0,30
2,62 2,65* 2,25 2,00 3,60 5,00 6,40 2,00 3,80 0,30
2,70 2,30 2,05 3,60 5,00 6,40 2,05 3,80 0,30
2,80 2,40 2,10 3,70 5,10 6,50 2,10 3,90 0,60
2,92 2,95 2,50 2,20 3,90 5,30 6,70 2,20 4,00 0,60
3,00 2,60 2,30 4,00 5,40 6,80 2,30 4,00 0,60
3,10 2,70 2,40 4,10 5,50 6,90 2,40 4,10 0,60
3,50 3,05 2,65 4,60 6,00 7,40 2,65 4,70 0,60
3,53 3,55* 3,10 2,70 4,80 6,20 7,60 2,70 5,00 0,60
3,60 3,15 2,80 4,80 6,20 7,60 2,80 5,10 0,60
4,00 3,50 3,10 5,20 6,90 8,60 3,10 5,30 0,60
4,50 4,00 3,50 5,80 7,50 9,20 3,50 5,90 0,60
5,00 4,40 4,00 6,60 8,30 10,00 4,00 6,70 0,60
5,33 5,30* 4,70 4,30 7,10 9,00 10,90 4,30 7,30 0,60
5,50 4,80 4,50 7,10 9,00 10,90 4,50 7,30 0,60
5,70 5,00 4,60 7,20 9,00 11,00 4,60 7,40 0,60
6,00 5,30 4,90 7,40 9,30 11,20 4,90 7,60 0,60
6,50 5,70 5,40 8,00 9,90 11,90 5,40 8,20 1,00
6,99 7,00* 6,10 5,80 9,50 12,30 15,10 5,80 9,70 1,00
7,50 6,60 6,30 9,70 12,50 15,30 6,30 9,90 1,00
8,00 7,10 6,70 9,80 12,60 15,40 6,70 10,00 1,00
8,40 7,50 7,10 10,00 12,80 15,60 7,10 10,30 1,00
9,00 8,10 7,70 10,60 13,40 16,30 7,70 10,90 1,50
9,50 8,60 8,20 11,00 13,80 16,70 8,20 11,40 1,50
10,00 9,10 8,60 11,60 14,50 17,40 8,60 12,00 2,00
12,00 11,00 10,60 13,50 16,40 19,40 10,60 14,00 2,00
*ISO 3601 Empfehlung
Bei der Verwendung von Stützringen sollte r1=0,25 ±0,2 mm gewählt werden.
Ausgabe März 2003
47
Das könnte Ihnen auch gefallen
- German Learning B1Dokument29 SeitenGerman Learning B1sony jamesNoch keine Bewertungen
- Noris Ts Automatic Manual Deutsch Ma 0743Dokument18 SeitenNoris Ts Automatic Manual Deutsch Ma 0743ANDREAS HARPENoch keine Bewertungen
- Hormann GTS 40 EinbauanleitungDokument40 SeitenHormann GTS 40 Einbauanleitungluyckxj100% (3)
- Westfalia VotoDokument55 SeitenWestfalia VotoFrançois LenchonNoch keine Bewertungen
- Labyrinthdichtung S 1Dokument7 SeitenLabyrinthdichtung S 1claudehackerNoch keine Bewertungen
- 07eins PDA Einbauanleitung PDE Brucke 2021 05 AktuellDokument46 Seiten07eins PDA Einbauanleitung PDE Brucke 2021 05 Aktuell曲小Noch keine Bewertungen
- Instruction Leaflet QP 150Dokument6 SeitenInstruction Leaflet QP 150Mostafa ShoaibNoch keine Bewertungen
- Micro Fim de Curso EuchnerDokument6 SeitenMicro Fim de Curso EuchnerAlexandre SepulvedaNoch keine Bewertungen
- Technischer Hinweis O-RingeDokument5 SeitenTechnischer Hinweis O-Ringexiaochi1989Noch keine Bewertungen
- Bikon 1006 PDFDokument4 SeitenBikon 1006 PDFNavidJalalianNoch keine Bewertungen
- Montageanleitung HSCH Siegenia 2020 V3Dokument3 SeitenMontageanleitung HSCH Siegenia 2020 V3Mark DuffnerNoch keine Bewertungen
- Man SHG BTL7 V50D e T P C003 X L16 DRW 892883 02 000Dokument16 SeitenMan SHG BTL7 V50D e T P C003 X L16 DRW 892883 02 000Matej CvetkoNoch keine Bewertungen
- Einhell MK225Dokument46 SeitenEinhell MK225bekirm1Noch keine Bewertungen
- Bikon 4000Dokument4 SeitenBikon 4000AmR ZakiNoch keine Bewertungen
- BMW C1 Roller, Sozius AnleitungDokument25 SeitenBMW C1 Roller, Sozius Anleitungbjoern.wortmannNoch keine Bewertungen
- DM MDFD001 02 GerDokument37 SeitenDM MDFD001 02 Gertwm64Noch keine Bewertungen
- Montageanleitung: Mounting InstructionsDokument2 SeitenMontageanleitung: Mounting InstructionsraviNoch keine Bewertungen
- Bucha FixacaoDokument29 SeitenBucha FixacaoAugusto MonjardimNoch keine Bewertungen
- Im D-MP Smx03esDokument3 SeitenIm D-MP Smx03esJorge MezaNoch keine Bewertungen
- 00-Techdoku Trendline 11 2022 Teil 1Dokument32 Seiten00-Techdoku Trendline 11 2022 Teil 1danny04111Noch keine Bewertungen
- Hydraulische SteckverbindungDokument13 SeitenHydraulische SteckverbindungPavel EvdokimovNoch keine Bewertungen
- Blaupunkt 10 Inch Mobil CRT Monitor PDFDokument11 SeitenBlaupunkt 10 Inch Mobil CRT Monitor PDFl miguelNoch keine Bewertungen
- BionX MontageanleitungDokument4 SeitenBionX MontageanleitungHarry121212Noch keine Bewertungen
- Zeiss Z-Point Scope Manual PDFDokument48 SeitenZeiss Z-Point Scope Manual PDFErikNoch keine Bewertungen
- FlowGrid Notice-De-Montage FRDokument6 SeitenFlowGrid Notice-De-Montage FRAsistencia Técnica JLFNoch keine Bewertungen
- Anbauanleitung: Nebenabtriebe NH/6, NL/6 Ausführungen B, CDokument14 SeitenAnbauanleitung: Nebenabtriebe NH/6, NL/6 Ausführungen B, CAbhishek kumarNoch keine Bewertungen
- GF BD SKS3620V de-DEDokument36 SeitenGF BD SKS3620V de-DEZIBA KHADIBINoch keine Bewertungen
- Segway Couplings Wechseln - AnleitungDokument8 SeitenSegway Couplings Wechseln - AnleitungSteelstormNoch keine Bewertungen
- Jura Z5 Service CompleetDokument86 SeitenJura Z5 Service Compleeteddystoel2653Noch keine Bewertungen
- Bedienungsanleitung Rud RsDokument4 SeitenBedienungsanleitung Rud RsBaggerkingNoch keine Bewertungen
- Anbauanleitung: Nebenabtriebe NS 42/2Dokument12 SeitenAnbauanleitung: Nebenabtriebe NS 42/2Abhishek kumarNoch keine Bewertungen
- KL-0369-46 KDokument16 SeitenKL-0369-46 KkallatisNoch keine Bewertungen
- Strung EinhelDokument48 SeitenStrung EinhelvalytenNoch keine Bewertungen
- Bel CDR2005Dokument3 SeitenBel CDR2005Otávio PasaNoch keine Bewertungen
- eahSTXTA FedertauschDokument4 SeiteneahSTXTA Federtauschtpm.schillingNoch keine Bewertungen
- V09 Darstellung Verbindungselemente PDFDokument56 SeitenV09 Darstellung Verbindungselemente PDFSaidi FirasNoch keine Bewertungen
- 5053 Oper Instr Gebr-Anl - Gr.5-S - 040195011Dokument12 Seiten5053 Oper Instr Gebr-Anl - Gr.5-S - 040195011renjithas2005Noch keine Bewertungen
- WerkstueckspannungDokument73 SeitenWerkstueckspannungDanielNoch keine Bewertungen
- Chrisson Allgemeine MontageanleitungDokument27 SeitenChrisson Allgemeine MontageanleitungSladjana Komac0% (1)
- Schallschutzelement Für Orchesterstühle Mit RückenlehneDokument4 SeitenSchallschutzelement Für Orchesterstühle Mit RückenlehneDavidLirioRomeroNoch keine Bewertungen
- Bedienungsanleitung 954 REXA IIIDSBDDokument16 SeitenBedienungsanleitung 954 REXA IIIDSBDAllmann AndreasNoch keine Bewertungen
- Auriol IAN 276687 BinocularsDokument25 SeitenAuriol IAN 276687 BinocularsPatrick BarnesNoch keine Bewertungen
- iMOTION 3 Ins D 6 06Dokument20 SeiteniMOTION 3 Ins D 6 06justjudgeNoch keine Bewertungen
- Baxis331872 94Dokument2 SeitenBaxis331872 94victorzacherhotmail.comNoch keine Bewertungen
- Montageanleitung Raffstore2014 0Dokument20 SeitenMontageanleitung Raffstore2014 0Vasile PurdaNoch keine Bewertungen
- D 05 FDokument9 SeitenD 05 FYalcin DogrulNoch keine Bewertungen
- Albe Berndes Montage-Betriebsanleitung KugelkupplungenDokument2 SeitenAlbe Berndes Montage-Betriebsanleitung KugelkupplungenMike RichterNoch keine Bewertungen
- Notice de Montage H16Dokument3 SeitenNotice de Montage H16bruno dupardNoch keine Bewertungen
- Ee 3 CF 901Dokument1 SeiteEe 3 CF 901Pelayo AlvarrzNoch keine Bewertungen
- Stirndeckel+Ausbauen,+Einbauen V1.0Dokument3 SeitenStirndeckel+Ausbauen,+Einbauen V1.0Cosmyn IpsilatNoch keine Bewertungen
- PremidoorDokument4 SeitenPremidoorPappNoch keine Bewertungen
- Bedienungsanleitung Winterhopf WS 3000Dokument3 SeitenBedienungsanleitung Winterhopf WS 3000bakaliskNoch keine Bewertungen
- Anbauanleitung: Nebenabtriebe NH/4, NL/4 Ausführungen B, CDokument19 SeitenAnbauanleitung: Nebenabtriebe NH/4, NL/4 Ausführungen B, CAbhishek kumarNoch keine Bewertungen
- SchnellverschluesseDokument54 SeitenSchnellverschluesseLukas GneistNoch keine Bewertungen
- CESlocks Montageanleitung Vario Flex (Deutsch)Dokument6 SeitenCESlocks Montageanleitung Vario Flex (Deutsch)Mac Conin0% (1)
- Entfernung Von Drallklappen Im Ansaugkrümmer BMW N47 - BedienungsanleitungDokument2 SeitenEntfernung Von Drallklappen Im Ansaugkrümmer BMW N47 - BedienungsanleitungMichael SixtNoch keine Bewertungen
- E36 m50 ZKD TauschDokument15 SeitenE36 m50 ZKD TauschDraZa Gaming (GrEgOrYx62)Noch keine Bewertungen
- Flatmount Adapter ScrewDokument1 SeiteFlatmount Adapter Screwzaoui01Noch keine Bewertungen
- de en 01 MA Getriebe R AntriebskegelDokument2 Seitende en 01 MA Getriebe R AntriebskegelGil de P.Noch keine Bewertungen
- Montagewerkzeug Radlager 11620-7Dokument2 SeitenMontagewerkzeug Radlager 11620-7BEHNAZ AHMADPOORNoch keine Bewertungen
- (Sharewood - Band) Praxisbuch Deutsch Lernen Mit MnemotechnikenDokument72 Seiten(Sharewood - Band) Praxisbuch Deutsch Lernen Mit MnemotechnikenValdemar BriukmanNoch keine Bewertungen
- Binswanger Symposium 1997Dokument64 SeitenBinswanger Symposium 1997Ernst DorfnerNoch keine Bewertungen
- Su201 0108Dokument36 SeitenSu201 0108vt8235Noch keine Bewertungen
- Nova Sedes Antrag Auf VL-ÜberweisungDokument2 SeitenNova Sedes Antrag Auf VL-ÜberweisungNova SedesNoch keine Bewertungen
- Ultraschall - Die Verkannte GefahrDokument7 SeitenUltraschall - Die Verkannte Gefahr-Targeted-Individuals-Noch keine Bewertungen