Das könnte Ihnen auch gefallen
- Jaguar V-12 Motor Reparaturanleitung 1971 PDFDokument42 SeitenJaguar V-12 Motor Reparaturanleitung 1971 PDFNETER432100% (2)
- Pal Zyklen PDFDokument15 SeitenPal Zyklen PDFIvano PetrovićNoch keine Bewertungen
- Globale Wertschöpfungskette Der AutomobilindustrieDokument46 SeitenGlobale Wertschöpfungskette Der Automobilindustriethedude2002100% (9)
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- BereitstellungslisteDokument12 SeitenBereitstellungslisteKoray KorkutNoch keine Bewertungen
- Amestecator Mixer Pm1200-Parts List2171Dokument2 SeitenAmestecator Mixer Pm1200-Parts List2171Gheorghe JuganaruNoch keine Bewertungen
- Din 00508 (0206)Dokument5 SeitenDin 00508 (0206)Robert SumińskiNoch keine Bewertungen
- Din 18182-2 PDFDokument5 SeitenDin 18182-2 PDFNameNoch keine Bewertungen
- Thirteen Reasons WhyDokument11 SeitenThirteen Reasons WhyHussainNoch keine Bewertungen
- Arbeitsheft - Glodanje PDFDokument154 SeitenArbeitsheft - Glodanje PDFIvano PetrovićNoch keine Bewertungen
- Hebel 02aDokument5 SeitenHebel 02aIvano Petrović100% (1)
- TGTM HP 2013-14-4 - RadaufnahmeDokument6 SeitenTGTM HP 2013-14-4 - RadaufnahmeTrung Quoc LeNoch keine Bewertungen
- ProbeDokument6 SeitenProbeBM PannaNoch keine Bewertungen
- Din 977 1998-02Dokument5 SeitenDin 977 1998-02Benediktas DervinisNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Fräsen)Dokument6 SeitenLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNoch keine Bewertungen
- 08-Bemessung Von Stahlbauteilen Nach Din 18800Dokument5 Seiten08-Bemessung Von Stahlbauteilen Nach Din 18800ceca89Noch keine Bewertungen
- H2021 - Teil B L"sungDokument5 SeitenH2021 - Teil B L"sungSebastian VoigtNoch keine Bewertungen
- Nabenberechnung PDFDokument5 SeitenNabenberechnung PDFDauioNoch keine Bewertungen
- Anzug SchrauenverbindngDokument7 SeitenAnzug SchrauenverbindngHeviiNoch keine Bewertungen
- Inbetriebnahmeanleitung FK11 - 13Dokument12 SeitenInbetriebnahmeanleitung FK11 - 13Miguel Angel Corrales GomezNoch keine Bewertungen
- Bedienungsanleitung FK11Dokument30 SeitenBedienungsanleitung FK11Miguel Angel Corrales GomezNoch keine Bewertungen
- 2018 Herbst NTG IndustriemeisterDokument8 Seiten2018 Herbst NTG IndustriemeisterChris DNoch keine Bewertungen
- Din 938Dokument5 SeitenDin 938Hakan AvcıNoch keine Bewertungen
- UM 87-05 DeutschDokument5 SeitenUM 87-05 DeutschremydejongrsrNoch keine Bewertungen
- KLME B 01 Beleg 2022 23Dokument5 SeitenKLME B 01 Beleg 2022 23EmilyNoch keine Bewertungen
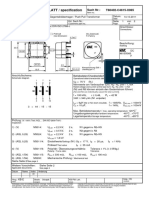
- DATENBLATT / Specification: Sach NR.: T60402-C4615-X065Dokument2 SeitenDATENBLATT / Specification: Sach NR.: T60402-C4615-X065anand shekhawatNoch keine Bewertungen
- TUM - CAD - AK SS12 AngabenDokument15 SeitenTUM - CAD - AK SS12 AngabenLeon KiesgenNoch keine Bewertungen
- (DIN 16831-1 - 2003-05) - Rohrverbindungen Und Formstücke Für Druckrohrleitungen Aus Polybuten (PB) - PB 125 - Teil 1 - Winkel Aus Spritzguss Für Muffenschweißung - Maße PDFDokument8 Seiten(DIN 16831-1 - 2003-05) - Rohrverbindungen Und Formstücke Für Druckrohrleitungen Aus Polybuten (PB) - PB 125 - Teil 1 - Winkel Aus Spritzguss Für Muffenschweißung - Maße PDFWagner BritoNoch keine Bewertungen
- Rohrverbindungen Und Formstücke Für Druckrohrleitungen Aus Polybuten (PB) - PB 125Dokument8 SeitenRohrverbindungen Und Formstücke Für Druckrohrleitungen Aus Polybuten (PB) - PB 125Wagner BritoNoch keine Bewertungen
- LM4501Dokument11 SeitenLM4501geshuintonNoch keine Bewertungen
- DIN 13-20.1983-10 - Metrisches ISO-Gewinde - Grenzmaße Für Regelgewinde Von 1 Bis 68 MM Nenndurchmesser Mit Gebräuchlichen ToleranzfeldernDokument6 SeitenDIN 13-20.1983-10 - Metrisches ISO-Gewinde - Grenzmaße Für Regelgewinde Von 1 Bis 68 MM Nenndurchmesser Mit Gebräuchlichen ToleranzfeldernbeqetNoch keine Bewertungen
- Formelsammlung Stahlbau EC3Dokument85 SeitenFormelsammlung Stahlbau EC3ali.jamilNoch keine Bewertungen
- Fertigungsplanung Uebung Pressen Folien PDFDokument19 SeitenFertigungsplanung Uebung Pressen Folien PDFProduktionstechnikNoch keine Bewertungen
- DrehzahlDokument10 SeitenDrehzahlMiha KuharNoch keine Bewertungen
- X990.006.934.000 4894-De Externes Bedienteil Im Terminal NT01 Tauschen 1 AGCO PDF A4 De-De 117253Dokument24 SeitenX990.006.934.000 4894-De Externes Bedienteil Im Terminal NT01 Tauschen 1 AGCO PDF A4 De-De 117253Nicoleta Costea100% (1)
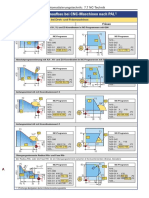
- Cabeçotes AngularesDokument31 SeitenCabeçotes Angularesfabricio.sousaNoch keine Bewertungen
- Datenblatt /: Specification Sach NR.: T60403-F4615-X067Dokument3 SeitenDatenblatt /: Specification Sach NR.: T60403-F4615-X067anand shekhawatNoch keine Bewertungen
- BasisDokument110 SeitenBasisZef GjoklajNoch keine Bewertungen
- De BemDokument14 SeitenDe BemMárton PéterNoch keine Bewertungen
- DIN-1480 ТалрепDokument6 SeitenDIN-1480 ТалрепiiscienceiiNoch keine Bewertungen
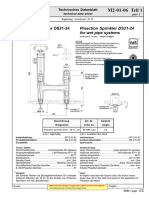
- Preaction Sprinkler Wet-DS21-24 - M2 - 01061 - M2 - 01061Dokument2 SeitenPreaction Sprinkler Wet-DS21-24 - M2 - 01061 - M2 - 01061Furkan KadıNoch keine Bewertungen
- AKG - C4000B - Service ManualDokument5 SeitenAKG - C4000B - Service ManualWalter ReneNoch keine Bewertungen
- TU00-0770-5104620 Temperature Sensors - Short - Version PDFDokument36 SeitenTU00-0770-5104620 Temperature Sensors - Short - Version PDFJosé David Barrios PadrónNoch keine Bewertungen
- De BemDokument15 SeitenDe BemtomoralNoch keine Bewertungen
- DIN 43772 Bei-2 2008-03Dokument19 SeitenDIN 43772 Bei-2 2008-03teonesalazarNoch keine Bewertungen
- Din 3016-1 - 2000Dokument5 SeitenDin 3016-1 - 2000Miraç Ölmez100% (1)
- (DIN 3949 - 1998-02) - Lötlose Rohrverschraubungen - Bördelanschlußteile Für Bohrungsform Des Schneidringanschlusses Nach DIN EN ISO 8434-1Dokument5 Seiten(DIN 3949 - 1998-02) - Lötlose Rohrverschraubungen - Bördelanschlußteile Für Bohrungsform Des Schneidringanschlusses Nach DIN EN ISO 8434-1vjakovljevic100% (1)
- Umformtechnik PDFDokument11 SeitenUmformtechnik PDFDana Codruța VișanNoch keine Bewertungen
- Gleitlagertechnik Für Motorsport: High-Performance SerieDokument6 SeitenGleitlagertechnik Für Motorsport: High-Performance SerieJuan RomarNoch keine Bewertungen
- PremidoorDokument4 SeitenPremidoorPappNoch keine Bewertungen
- Rde 90304-04-SDokument4 SeitenRde 90304-04-SMahmmod Al-Qawasmeh100% (1)
- Aufbau PDFDokument134 SeitenAufbau PDFAntonio MesaNoch keine Bewertungen
- Din 76-1 (2004) (Ger) PDFDokument9 SeitenDin 76-1 (2004) (Ger) PDFgooseNoch keine Bewertungen
- Stutze S26 Bemessunug Dimenzioniranje Stupa S26Dokument8 SeitenStutze S26 Bemessunug Dimenzioniranje Stupa S26Gordana BalabanNoch keine Bewertungen
- Manual ProminenteDokument14 SeitenManual ProminenteEduardo OliveiraNoch keine Bewertungen
- Mexin CatalogueDokument265 SeitenMexin CatalogueMecaninor MecanizadosNoch keine Bewertungen
- Der Industriemeister PrüfungsbuchDokument42 SeitenDer Industriemeister PrüfungsbuchFrancescoNoch keine Bewertungen
- UM 87-04b DeutschDokument23 SeitenUM 87-04b DeutschremydejongrsrNoch keine Bewertungen
- Auspuffbau V1Dokument24 SeitenAuspuffbau V1propshaft69Noch keine Bewertungen
- Embolo Pressao 2 lados-PT (Turcon Glyd Ring T)Dokument4 SeitenEmbolo Pressao 2 lados-PT (Turcon Glyd Ring T)Ivan SilvaNoch keine Bewertungen
- JBO - Coordinate Measuring Plug - 2019 D, ENDokument4 SeitenJBO - Coordinate Measuring Plug - 2019 D, END.T.Noch keine Bewertungen
- Triebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsVon EverandTriebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsNoch keine Bewertungen
- Sensorlose Positionserfassung in linearen Synchronmotoren: Trägersignalbasierte LageauswertungVon EverandSensorlose Positionserfassung in linearen Synchronmotoren: Trägersignalbasierte LageauswertungNoch keine Bewertungen
- Fanuc21MB de C PDFDokument78 SeitenFanuc21MB de C PDFIvano PetrovićNoch keine Bewertungen
- 2383TMVC19A Grundlagen Der CNC-TechnikDokument2 Seiten2383TMVC19A Grundlagen Der CNC-TechnikIvano PetrovićNoch keine Bewertungen
- Leseprobe2 PDFDokument14 SeitenLeseprobe2 PDFIvano PetrovićNoch keine Bewertungen
- Prospekt Firmenschulung CNC-TrainingDokument7 SeitenProspekt Firmenschulung CNC-TrainingIvano PetrovićNoch keine Bewertungen
- Fanuc21MB de CDokument78 SeitenFanuc21MB de CIvano PetrovićNoch keine Bewertungen
- 3 - Bericht Modul 2 - Full (German)Dokument42 Seiten3 - Bericht Modul 2 - Full (German)Ivano PetrovićNoch keine Bewertungen
- Sinumerik840D Mill de G 01Dokument260 SeitenSinumerik840D Mill de G 01Ivano PetrovićNoch keine Bewertungen
- Sinumerik840D Mill de G 01Dokument260 SeitenSinumerik840D Mill de G 01Ivano PetrovićNoch keine Bewertungen
- FraeszyklenDokument11 SeitenFraeszyklenIvano PetrovićNoch keine Bewertungen
- CERVA Katalog 2015-2016 Radna OdjecaDokument315 SeitenCERVA Katalog 2015-2016 Radna OdjecaEnormis d.o.o.Noch keine Bewertungen
- Handout Korrelationen Und Regression en Mit SPSS1Dokument16 SeitenHandout Korrelationen Und Regression en Mit SPSS1peter1328Noch keine Bewertungen
- Rezept PDF Cremige Erdbeertorte PDFDokument2 SeitenRezept PDF Cremige Erdbeertorte PDFSheepeeNoch keine Bewertungen
- Protokoll 2011 Doc 11868Dokument2 SeitenProtokoll 2011 Doc 11868Gymnasium AlbertinumNoch keine Bewertungen
- Rechnung: Starter: R&M Kuchtabau Rafal Sebastian Kuchta Am Sennenbusch 33 32052 HerfordDokument2 SeitenRechnung: Starter: R&M Kuchtabau Rafal Sebastian Kuchta Am Sennenbusch 33 32052 HerfordPaweł JamrożekNoch keine Bewertungen
- Die Analyse Des Hypes in VorarlbergDokument12 SeitenDie Analyse Des Hypes in VorarlbergLeakzNoch keine Bewertungen
- Antrag NV 1ADokument2 SeitenAntrag NV 1ARalf HuberNoch keine Bewertungen