Das könnte Ihnen auch gefallen
- Brünieren: Ein Überblick zu historischen und neueren Verfahren Mit über 90 Rezepturen und zahlreichen Anleitungen 48 FarbfotosVon EverandBrünieren: Ein Überblick zu historischen und neueren Verfahren Mit über 90 Rezepturen und zahlreichen Anleitungen 48 FarbfotosNoch keine Bewertungen
- Feuchteproblematik von Anstrichsystemen bei StuckfassadenVon EverandFeuchteproblematik von Anstrichsystemen bei StuckfassadenNoch keine Bewertungen
- 2.9 Fragen Zu Vorgänge Der Rißbildung in StählenDokument2 Seiten2.9 Fragen Zu Vorgänge Der Rißbildung in Stählenseppforcher87Noch keine Bewertungen
- 1.18 Fragen Zum KunststoffschweißenDokument2 Seiten1.18 Fragen Zum Kunststoffschweißenseppforcher87Noch keine Bewertungen
- Zur Beherrschung Der SchrumpfwirkungenDokument27 SeitenZur Beherrschung Der SchrumpfwirkungenHagen_of_TronjeNoch keine Bewertungen
- WerkstoffkundeDokument8 SeitenWerkstoffkundeomar moussaNoch keine Bewertungen
- A970DEDokument8 SeitenA970DEMick JarrNoch keine Bewertungen
- 02 Löten V306Dokument16 Seiten02 Löten V306DajanNoch keine Bewertungen
- WP Schutz-undFormiergaseDokument16 SeitenWP Schutz-undFormiergaseCatalinNoch keine Bewertungen
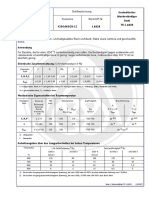
- Thyssen Datenblatt 1.4828Dokument4 SeitenThyssen Datenblatt 1.4828horstiillingNoch keine Bewertungen
- Inha 1Dokument19 SeitenInha 1ABNoch keine Bewertungen
- Einfluß Von Beschichtungen Auf Das Schwingungsrißkorrosionsverhalten Des Chromstahls X20Cr13-SchmittDokument9 SeitenEinfluß Von Beschichtungen Auf Das Schwingungsrißkorrosionsverhalten Des Chromstahls X20Cr13-SchmittAntonioNoch keine Bewertungen
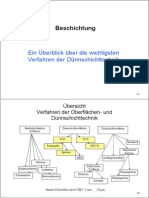
- 05 BeschichtungDokument0 Seiten05 BeschichtungcpullerNoch keine Bewertungen
- Schutz - Und FormiergaseDokument12 SeitenSchutz - Und FormiergaseHagen_of_TronjeNoch keine Bewertungen
- Beeinflussung Des Gefüges Durch UmformungDokument9 SeitenBeeinflussung Des Gefüges Durch UmformungSa RaNoch keine Bewertungen
- Technische GrundlagenDokument938 SeitenTechnische GrundlagenQuelle des ErfolgsNoch keine Bewertungen
- FT-Praktikum 3 Widerstand WS 17-18Dokument15 SeitenFT-Praktikum 3 Widerstand WS 17-18Fredy Andres MesaNoch keine Bewertungen
- Korrosion in HeizungsanlagenDokument5 SeitenKorrosion in HeizungsanlagenHagen_of_TronjeNoch keine Bewertungen
- Konstruktionslehre Schweißen Und KlebenDokument4 SeitenKonstruktionslehre Schweißen Und KlebenQuelle des ErfolgsNoch keine Bewertungen
- Werkstoffkunde Praktikum09Dokument7 SeitenWerkstoffkunde Praktikum09MitoNoch keine Bewertungen
- Cu Ni 10 Fe 1 MNDokument9 SeitenCu Ni 10 Fe 1 MNskisharkNoch keine Bewertungen
- Hinweise Zum Schweissen Von TitanDokument5 SeitenHinweise Zum Schweissen Von TitansusanwebNoch keine Bewertungen
- Oberflächen - Und Volumenprüfung An GussstückenDokument22 SeitenOberflächen - Und Volumenprüfung An GussstückensusanwebNoch keine Bewertungen
- SchweißenDokument12 SeitenSchweißenRime100% (1)
- Zerspantechnik Grundlagen Schueler SkriptumDokument18 SeitenZerspantechnik Grundlagen Schueler SkriptumDW HDNoch keine Bewertungen
- Riss Brei TenDokument23 SeitenRiss Brei TensadsafsafNoch keine Bewertungen
- 1 4580Dokument4 Seiten1 4580horstiillingNoch keine Bewertungen
- 1 4550Dokument4 Seiten1 4550Faruk PojskicNoch keine Bewertungen
- Last WSDokument17 SeitenLast WSmohamed awaadNoch keine Bewertungen
- Baumaterialien FragenDokument24 SeitenBaumaterialien FragenAli UyarNoch keine Bewertungen
- Gefährdung Von Rohleitungsstählen Durch WasserstoffversprödungDokument15 SeitenGefährdung Von Rohleitungsstählen Durch WasserstoffversprödungsusanwebNoch keine Bewertungen
- Kunststoffformenstähle: Vorvergüteter, Korrosionsbeständiger StahlDokument2 SeitenKunststoffformenstähle: Vorvergüteter, Korrosionsbeständiger StahlJames ShillinglawNoch keine Bewertungen
- 11212313Dokument1 Seite11212313hasali313Noch keine Bewertungen
- Tabela ISO 12944 2 Korozijski TipiDokument2 SeitenTabela ISO 12944 2 Korozijski TipiGorazd JutrišaNoch keine Bewertungen
- Split Document 5Dokument100 SeitenSplit Document 5zfold580Noch keine Bewertungen
- Korrosion ECVortragDokument29 SeitenKorrosion ECVortragAnonymous iaRQMTNoch keine Bewertungen
- Technisches Datenblatt HartchromDokument2 SeitenTechnisches Datenblatt HartchromfasdgNoch keine Bewertungen
- 1 4878Dokument3 Seiten1 4878b2027661Noch keine Bewertungen
- PT - 7 - Design Und Eigenschaften Von Dünnen SchichtenDokument28 SeitenPT - 7 - Design Und Eigenschaften Von Dünnen SchichtenPeterNoch keine Bewertungen
- SCH Weiss NaehteDokument61 SeitenSCH Weiss NaehteSladan VujcicNoch keine Bewertungen
- Mikroelektronik - Zwischen Wirtschaftlichkeit Und TechnikDokument120 SeitenMikroelektronik - Zwischen Wirtschaftlichkeit Und TechnikFroggy28Noch keine Bewertungen
- Hochfester Martensitaushärtbarer Stahl - W 1.6354Dokument12 SeitenHochfester Martensitaushärtbarer Stahl - W 1.6354Hagen_of_TronjeNoch keine Bewertungen
- Niedriglegierte Warmfeste Staehle Neu Mit SchweissenDokument67 SeitenNiedriglegierte Warmfeste Staehle Neu Mit SchweissenJEELE77Noch keine Bewertungen
- Fragen 2006 SFIDokument7 SeitenFragen 2006 SFIAlex E.100% (1)
- Waermebehandlung Von Grosszahnraedern - Minimierung Von HaerteverzuegenDokument12 SeitenWaermebehandlung Von Grosszahnraedern - Minimierung Von HaerteverzuegenHagen_of_TronjeNoch keine Bewertungen
- LötenDokument4 SeitenLötenHagen_of_TronjeNoch keine Bewertungen
- Starloy NdfuDokument105 SeitenStarloy NdfuMark Saul Pérez TorresNoch keine Bewertungen
- 1.4539 de PDFDokument2 Seiten1.4539 de PDFNils KönigNoch keine Bewertungen
- CermetDokument36 SeitenCermetJohn RamboNoch keine Bewertungen
- KunststoffenDokument5 SeitenKunststoffenQuelle des ErfolgsNoch keine Bewertungen
- Schweißen Von KunststoffenDokument5 SeitenSchweißen Von KunststoffenQuelle des ErfolgsNoch keine Bewertungen
- Mig LötenDokument8 SeitenMig LötenABNoch keine Bewertungen
- M300DEDokument12 SeitenM300DEJigar M. UpadhyayNoch keine Bewertungen
- Wasserstoffinduzierte SprödbrücheDokument4 SeitenWasserstoffinduzierte SprödbrüchesusanwebNoch keine Bewertungen
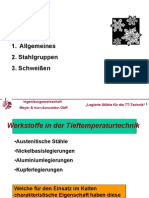
- Kaltzaehe StaehleDokument69 SeitenKaltzaehe Staehle9914102Noch keine Bewertungen
- 1 4571Dokument4 Seiten1 4571wilian_coelho3309Noch keine Bewertungen
- 3 - 2016 - Prüfungsfragen - Hälfte 1 & 2Dokument64 Seiten3 - 2016 - Prüfungsfragen - Hälfte 1 & 2Ersel Gül100% (1)
- Aushärtung Einer Al-Legierung v2017Dokument6 SeitenAushärtung Einer Al-Legierung v2017Hagen_of_TronjeNoch keine Bewertungen
- Raumklima & Lüftung der Wohnung: Wege zum Wohlfühlen. Bauliche Voraussetzungen. Richtiges Verhalten.Von EverandRaumklima & Lüftung der Wohnung: Wege zum Wohlfühlen. Bauliche Voraussetzungen. Richtiges Verhalten.Noch keine Bewertungen
- Wege zum schadensfreien Wohnen: Schäden erkennen, beseitigen, verhütenVon EverandWege zum schadensfreien Wohnen: Schäden erkennen, beseitigen, verhütenNoch keine Bewertungen
- FM GOETZE LWD KatalogDokument44 SeitenFM GOETZE LWD KatalogVolodymyrNoch keine Bewertungen
- File Planungshandbuch Auflage7 Gesch deDokument452 SeitenFile Planungshandbuch Auflage7 Gesch demuzafer89Noch keine Bewertungen
- 8506plus deDokument1 Seite8506plus deMumtaz Ahmed GhummanNoch keine Bewertungen
- 32 Technische Daten Stufenwendel BB-SDokument2 Seiten32 Technische Daten Stufenwendel BB-SalfNoch keine Bewertungen