Das könnte Ihnen auch gefallen
- Brünieren: Ein Überblick zu historischen und neueren Verfahren Mit über 90 Rezepturen und zahlreichen Anleitungen 48 FarbfotosVon EverandBrünieren: Ein Überblick zu historischen und neueren Verfahren Mit über 90 Rezepturen und zahlreichen Anleitungen 48 FarbfotosNoch keine Bewertungen
- FeuerverzinkenDokument11 SeitenFeuerverzinkensdfgbsdfgbsfgbNoch keine Bewertungen
- Nanostrukturierte Aluminiumfluoridschichten: Über das neuartige Niedertemperatur Sol-Gel Verfahren und die charakteristischen EigenschaftenVon EverandNanostrukturierte Aluminiumfluoridschichten: Über das neuartige Niedertemperatur Sol-Gel Verfahren und die charakteristischen EigenschaftenNoch keine Bewertungen
- WeichlötenDokument4 SeitenWeichlötenHagen_of_TronjeNoch keine Bewertungen
- Einfluß Von Beschichtungen Auf Das Schwingungsrißkorrosionsverhalten Des Chromstahls X20Cr13-SchmittDokument9 SeitenEinfluß Von Beschichtungen Auf Das Schwingungsrißkorrosionsverhalten Des Chromstahls X20Cr13-SchmittAntonioNoch keine Bewertungen
- Inha 1Dokument19 SeitenInha 1ABNoch keine Bewertungen
- Zur Beherrschung Der SchrumpfwirkungenDokument27 SeitenZur Beherrschung Der SchrumpfwirkungenHagen_of_TronjeNoch keine Bewertungen
- Hinweise Zum Schweissen Von TitanDokument5 SeitenHinweise Zum Schweissen Von TitansusanwebNoch keine Bewertungen
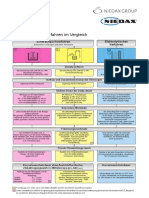
- Verzinkungsverfahren Im VergleichDokument3 SeitenVerzinkungsverfahren Im VergleichPhilipp FraasNoch keine Bewertungen
- Metallografie Von SchweißverbindungenDokument8 SeitenMetallografie Von SchweißverbindungenHagen_of_TronjeNoch keine Bewertungen
- SchweißverbindungenDokument29 SeitenSchweißverbindungenHagen_of_TronjeNoch keine Bewertungen
- Text 301Dokument9 SeitenText 301Behruz ArghavaniNoch keine Bewertungen
- Kapitel 05 DINO Techn TeilDokument10 SeitenKapitel 05 DINO Techn TeilJosé MoránNoch keine Bewertungen
- Opel Technik KopfdichtungDokument3 SeitenOpel Technik KopfdichtungJens CzesnikNoch keine Bewertungen
- ISO 4042 OberflächenschutzDokument10 SeitenISO 4042 Oberflächenschutzseb.mur94gmail.comNoch keine Bewertungen
- 2009 Vitt Herstellung Und Prüfung Von Biegebalken Nach DAfStb-Richtlinie StahlfaserbetonDokument7 Seiten2009 Vitt Herstellung Und Prüfung Von Biegebalken Nach DAfStb-Richtlinie StahlfaserbetonFanbing SongNoch keine Bewertungen
- PM Aluminum Camshaft Belt Pulleys For Automotive EnginesDokument11 SeitenPM Aluminum Camshaft Belt Pulleys For Automotive EnginesDarel Dalmasso100% (1)
- Schutz - Und FormiergaseDokument12 SeitenSchutz - Und FormiergaseHagen_of_TronjeNoch keine Bewertungen
- WP Schutz-undFormiergaseDokument16 SeitenWP Schutz-undFormiergaseCatalinNoch keine Bewertungen
- Manual 10020131Dokument43 SeitenManual 10020131Hans-Erik JensenNoch keine Bewertungen
- 03 Verbindungstechnik Teil1 SS19Dokument56 Seiten03 Verbindungstechnik Teil1 SS19Burak Bildirici100% (2)
- Katalog Alpinal 2009 - 08042011Dokument76 SeitenKatalog Alpinal 2009 - 08042011Senad DurićNoch keine Bewertungen
- Metall Metall Verbundguss Fraunhofer IfamDokument2 SeitenMetall Metall Verbundguss Fraunhofer IfamaaNoch keine Bewertungen
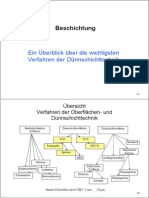
- 05 BeschichtungDokument0 Seiten05 BeschichtungcpullerNoch keine Bewertungen
- 03.13.4-1 ProjektskizzeDokument8 Seiten03.13.4-1 ProjektskizzeSengupta VivekNoch keine Bewertungen
- 2015 07 Formieren Im Rohrleitungs Und BehaelterbauDokument3 Seiten2015 07 Formieren Im Rohrleitungs Und BehaelterbauGabor VatoNoch keine Bewertungen
- Löten Von Kupfer Und KupferlegierungenDokument19 SeitenLöten Von Kupfer Und KupferlegierungenHagen_of_TronjeNoch keine Bewertungen
- Korrosion Auf Aluminium)Dokument28 SeitenKorrosion Auf Aluminium)seymaNoch keine Bewertungen
- WerkstoffkundeDokument8 SeitenWerkstoffkundeomar moussaNoch keine Bewertungen
- Bci-001 1948 16 171 DDokument9 SeitenBci-001 1948 16 171 DGaya HbnNoch keine Bewertungen
- Oberflächen - Und Volumenprüfung An GussstückenDokument22 SeitenOberflächen - Und Volumenprüfung An GussstückensusanwebNoch keine Bewertungen
- Formieren Im Rohrleitungsund BehlterbauDokument6 SeitenFormieren Im Rohrleitungsund BehlterbauGabor VatoNoch keine Bewertungen
- Bandyopadhyay - 1992 - Injection-Molded Ceramics Critical Aspects of The Binder Removal Process and Component FabricationDokument12 SeitenBandyopadhyay - 1992 - Injection-Molded Ceramics Critical Aspects of The Binder Removal Process and Component FabricationLorrane JudyNoch keine Bewertungen
- PT - 3 - Grundlagen Und Typische AnwendungsfelderDokument46 SeitenPT - 3 - Grundlagen Und Typische AnwendungsfelderPeterNoch keine Bewertungen
- 2.9 - 2 Fragen Zu Vorgänge Der Rißbildung in StählenDokument5 Seiten2.9 - 2 Fragen Zu Vorgänge Der Rißbildung in Stählenseppforcher87Noch keine Bewertungen
- 125462Dokument5 Seiten125462dgjNoch keine Bewertungen
- Beeinflussung Des Gefüges Durch UmformungDokument9 SeitenBeeinflussung Des Gefüges Durch UmformungSa RaNoch keine Bewertungen
- Stahlguss 01Dokument83 SeitenStahlguss 01JosipPekoNoch keine Bewertungen
- 02 Löten V306Dokument16 Seiten02 Löten V306DajanNoch keine Bewertungen
- LötenDokument4 SeitenLötenHagen_of_TronjeNoch keine Bewertungen
- DBL 9455 2005 05Dokument5 SeitenDBL 9455 2005 05Oliver SteinrötterNoch keine Bewertungen
- Schweißen Von Aluminium PDFDokument83 SeitenSchweißen Von Aluminium PDFHagen_of_TronjeNoch keine Bewertungen
- SCH Weiss NaehteDokument61 SeitenSCH Weiss NaehteSladan VujcicNoch keine Bewertungen
- Galvanotechnik Ausgabe September 2015 Neue Alkalische Zink-Nickel-VerfahrenDokument4 SeitenGalvanotechnik Ausgabe September 2015 Neue Alkalische Zink-Nickel-VerfahrenxerxeshakaNoch keine Bewertungen
- 02 GiessereitechnikDokument251 Seiten02 GiessereitechnikLucaNoch keine Bewertungen
- SafariDokument10 SeitenSafariandreasNoch keine Bewertungen
- Giessereitechnik 1.PDF FUNDICIONDokument251 SeitenGiessereitechnik 1.PDF FUNDICIONJhonathan Pizarro ChoqueNoch keine Bewertungen
- SGL Technische Info SIGRAFLEX Korrosionsvorgaenge DEDokument5 SeitenSGL Technische Info SIGRAFLEX Korrosionsvorgaenge DEluis claudio c, vieiraNoch keine Bewertungen
- 11bbs 02Dokument26 Seiten11bbs 02Jan GnatNoch keine Bewertungen
- Reparaturschweißen Von GusseisenDokument2 SeitenReparaturschweißen Von GusseisenharryblnNoch keine Bewertungen
- DE102005059614A1Dokument8 SeitenDE102005059614A1Samar MuhaisenNoch keine Bewertungen
- RHEINZINK® Weichloetanleitung PDFDokument22 SeitenRHEINZINK® Weichloetanleitung PDFkoreandiNoch keine Bewertungen
- 6 Scweissverbindungen, Lotverindungen, KlebverbingungenDokument10 Seiten6 Scweissverbindungen, Lotverindungen, KlebverbingungenCătălina StoicanNoch keine Bewertungen
- 2011 Guirguis Stahlfaserspritzbeton Im Tunnelbau Stand Der Technik Und BeispieleDokument11 Seiten2011 Guirguis Stahlfaserspritzbeton Im Tunnelbau Stand Der Technik Und BeispieleFanbing SongNoch keine Bewertungen
- Aushärtung Einer Al-Legierung v2017Dokument6 SeitenAushärtung Einer Al-Legierung v2017Hagen_of_TronjeNoch keine Bewertungen
- GlasbauSkript07 PDFDokument134 SeitenGlasbauSkript07 PDFigormajstorovic100% (1)
- Ars Lan 2009Dokument10 SeitenArs Lan 2009labNoch keine Bewertungen
- Zilch Lingemann Die Richtlinie StahlfaserbetonDokument13 SeitenZilch Lingemann Die Richtlinie StahlfaserbetonRoberts LaamsNoch keine Bewertungen
- Dispersionsschichten Mit Hexagonalem BornitridDokument9 SeitenDispersionsschichten Mit Hexagonalem Bornitridjoerg.beerlibluewin.chNoch keine Bewertungen
- Study of Aluminium Foam Formation Kinetics and MicrostructureDokument14 SeitenStudy of Aluminium Foam Formation Kinetics and MicrostructureSamuel ArelianoNoch keine Bewertungen
- cu-ofe-c10100-pna-203_deDokument2 Seitencu-ofe-c10100-pna-203_deABNoch keine Bewertungen
- Werkstoffgruppen_metallischer_WerkstoffeDokument6 SeitenWerkstoffgruppen_metallischer_WerkstoffeABNoch keine Bewertungen
- Unterrichtsmappe_Schweissen_macht_SchuleDokument76 SeitenUnterrichtsmappe_Schweissen_macht_SchuleABNoch keine Bewertungen
- Aluminium+AlMgSi+0.5,+RichtwerteDokument1 SeiteAluminium+AlMgSi+0.5,+RichtwerteABNoch keine Bewertungen
- VWTS_BroschuereDokument24 SeitenVWTS_BroschuereABNoch keine Bewertungen
- Werkstoff Datenblatt Cu-OFDokument2 SeitenWerkstoff Datenblatt Cu-OFABNoch keine Bewertungen
- Aluminium SchweißenDokument11 SeitenAluminium SchweißenABNoch keine Bewertungen
- Name: Datum: Flaschenzüge - Aufgaben: L L Z ZDokument1 SeiteName: Datum: Flaschenzüge - Aufgaben: L L Z ZABNoch keine Bewertungen
- Cu OFDokument3 SeitenCu OFABNoch keine Bewertungen
- Skript Basics Fuer Level III Version 2-0-01Dokument282 SeitenSkript Basics Fuer Level III Version 2-0-01ABNoch keine Bewertungen
- Orientierung En-Iso13585Dokument7 SeitenOrientierung En-Iso13585ABNoch keine Bewertungen
- 90 B12 SPO MAB Dual Erga Nzungsssatzung 2022-06-15Dokument8 Seiten90 B12 SPO MAB Dual Erga Nzungsssatzung 2022-06-15ABNoch keine Bewertungen
- Alu DIN 9606 2Dokument2 SeitenAlu DIN 9606 2ABNoch keine Bewertungen
- Ehand 111Dokument5 SeitenEhand 111ABNoch keine Bewertungen
- Wirtschaftlichkeit SchweisstechnikDokument101 SeitenWirtschaftlichkeit SchweisstechnikAB100% (2)
- Alu DIN 9606 2Dokument2 SeitenAlu DIN 9606 2ABNoch keine Bewertungen
- Silo - Tips - Bauen in Stahl Bautendokumentation Des Stahlbau Zentrums Schweiz 01 12 Steeldoc Hallenbau Planungsleitfaden Tec 03Dokument32 SeitenSilo - Tips - Bauen in Stahl Bautendokumentation Des Stahlbau Zentrums Schweiz 01 12 Steeldoc Hallenbau Planungsleitfaden Tec 03maxanNoch keine Bewertungen
- Grundfos Replacement SealsDokument2 SeitenGrundfos Replacement Sealsanhhai1905Noch keine Bewertungen
- Hochbau 2 PDFDokument224 SeitenHochbau 2 PDFLupastean OvidiuNoch keine Bewertungen
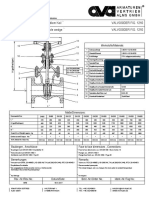
- Valvosider 1210 PN25 1.0619Dokument1 SeiteValvosider 1210 PN25 1.0619Валентин СелищевNoch keine Bewertungen
- Q03 - Patrizier Und Diebesbanden (2013, TruePDF)Dokument191 SeitenQ03 - Patrizier Und Diebesbanden (2013, TruePDF)Jörn KlaßenNoch keine Bewertungen
- Industrie 4.0Dokument172 SeitenIndustrie 4.0Ucok DedyNoch keine Bewertungen
- Sprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenVon EverandSprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenBewertung: 3.5 von 5 Sternen3.5/5 (6)
- DIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Von EverandDIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Noch keine Bewertungen
- Heilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungVon EverandHeilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungNoch keine Bewertungen
- Lehrbuch der Aurachirurgie: Medizin im 21. JahrhundertVon EverandLehrbuch der Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Die Geheimnisse der Visualisierung nutzen lernenVon EverandDie Geheimnisse der Visualisierung nutzen lernenBewertung: 5 von 5 Sternen5/5 (1)
- Pflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenVon EverandPflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenBewertung: 5 von 5 Sternen5/5 (1)
- Sofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidVon EverandSofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidNoch keine Bewertungen
- Elektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerVon EverandElektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerNoch keine Bewertungen
- Formulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKVon EverandFormulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKNoch keine Bewertungen
- Einführung in die Aurachirurgie: Medizin im 21. JahrhundertVon EverandEinführung in die Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Compendium Wortschatz Deutsch-Deutsch, erweiterte Neuausgabe: 2. erweiterte NeuausgabeVon EverandCompendium Wortschatz Deutsch-Deutsch, erweiterte Neuausgabe: 2. erweiterte NeuausgabeBewertung: 3 von 5 Sternen3/5 (7)
- Schnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenVon EverandSchnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenBewertung: 5 von 5 Sternen5/5 (2)
- Handlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtVon EverandHandlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtBewertung: 5 von 5 Sternen5/5 (1)
- Sofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverVon EverandSofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverBewertung: 5 von 5 Sternen5/5 (1)
- Spirituelle Krise oder Psychose?: Dunkle Pfade zur ErleuchtungVon EverandSpirituelle Krise oder Psychose?: Dunkle Pfade zur ErleuchtungNoch keine Bewertungen
- Der Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenVon EverandDer Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenBewertung: 5 von 5 Sternen5/5 (2)
- Lexikon der Symbole und Archetypen für die TraumdeutungVon EverandLexikon der Symbole und Archetypen für die TraumdeutungBewertung: 5 von 5 Sternen5/5 (1)
- Enzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikVon EverandEnzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikBewertung: 5 von 5 Sternen5/5 (1)
- DMT Handbuch - Alles über Dimethyltryptamin, DMT-Herstellungsanleitung und Schamanische PraxistippsVon EverandDMT Handbuch - Alles über Dimethyltryptamin, DMT-Herstellungsanleitung und Schamanische PraxistippsNoch keine Bewertungen
- Psychedelische Chemie: Aspekte psychoaktiver MoleküleVon EverandPsychedelische Chemie: Aspekte psychoaktiver MoleküleBewertung: 5 von 5 Sternen5/5 (1)
- Der Pathologe weiß alles … aber zu spät: Heitere und ernsthafte Geschichten aus der MedizinVon EverandDer Pathologe weiß alles … aber zu spät: Heitere und ernsthafte Geschichten aus der MedizinBewertung: 3 von 5 Sternen3/5 (5)