Beruflich Dokumente
Kultur Dokumente
Casar Endverbindungen
Hochgeladen von
Nedret BajramovicCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Casar Endverbindungen
Hochgeladen von
Nedret BajramovicCopyright:
Verfügbare Formate
Seilendverbindungen
Seilendverbindungen
von Dipl.- Ing. Roland Verreet
1. Einleitung....................................................................................... 2
2. Systematik ..................................................................................... 3
3. Die Drahtseilklemme ...................................................................... 4
4. Die asymmetrische Keilendklemme ............................................... 11
5. Die symmetrische Keilendklemme ................................................. 20
6. Der Splei .................................................................................... 22
7. Die Aluminiumpreverbindung ..................................................... 28
8. Das Flmische Auge ..................................................................... 40
9. Die Bolzenpreverbindung............................................................ 44
10. Der metallische Seilvergu............................................................ 50
11. Der Kunststoffseilvergu .............................................................. 67
12. Ein Wort zu den Preisen................................................................ 70
1996,2003 PR GmbH Werbeagentur & Verlag GmbH, Aachen.
Grafiken: Sandy Vonhoegen und Roland Verreet, Titel: Rolf Bunse, PR GmbH, Aachen.
Satz, Layout und Gestaltung: PR GmbH Werbeagentur & Verlag GmbH, Aachen.
Nachdruck, auch teilweise, nur mit Genehmigung des Verfassers.
1
1. Einleitung
Man gebe mir einen festen Punkt im All, und ich hebe die Welt aus den
Angeln. Archimedes, von dem dieser Ausspruch berliefert ist, hat schon
vor 2200 Jahren klar erkannt, da oft nicht das Hebemittel und die im
Hebemittel wirkende Kraft, sondern seine Verankerung und die Einleitung
der Kraft in das Hebemittel das eigentliche Problem darstellen.
Die Einleitung der Kraft in ein Drahtseil erfolgt mit Hilfe der Seilend-
verbindung. Die Anforderungen an dieses Konstruktionsteil sind hoch: Die
Seilendverbindung mu groe statische und dynamische Krfte bertra-
gen und eventuell hohe Temperaturen ertragen knnen, in einer oder zwei
Ebenen um einen Festpunkt drehbar sein, leicht anzubringen und gegebe-
nenfalls zum Wechsel der Seileinscherung oder zu Inspektionszwecken auch
problemlos wieder lsbar sein. Sie soll zudem kompakt, leicht und nicht
zuletzt auch preiswert sein.
Natrlich gibt es keine Seilendverbindung, die alle diese Anforderungen
in optimaler Weise erfllt. Es gibt vielmehr eine sehr groe Zahl verschie-
dener Seilendverbindungen, die jeweils einzelne dieser Anforderungen sehr
gut erfllen, dafr aber in Bezug auf andere Anforderungen zum Teil gra-
vierende Nachteile aufweisen.
Die vorliegende Broschre erklrt die Funktion der verschiedenen End-
verbindungen und gibt Hinweise zu ihrer Herstellung, Anbringung und
Inspektion. Sie soll dem Konstrukteur oder Betreiber von Kranen, Anlagen
oder Bauwerken helfen, die fr seinen Verwendungszweck geeignetste Seil-
endverbindung auszuwhlen.
Sollten Sie ein spezielles Problem haben, welches in dieser Broschre
nicht behandelt wird, wenden Sie sich bitte direkt an
Casar Drahtseilwerk Saar GmbH
Casarstr. 1
D- 66459 Kirkel
Tel. 06841- 80910
Fax 06841- 8694
oder an den Autor dieser Schrift
Dipl.- Ing. Roland Verreet
Ingenieurbro fr Frdertechnik
Grnenthaler Str. 40a
D- 52072 Aachen
Tel. 0241- 173147
Fax 0241- 12982
e-Mail: R.Verreet@t-Online.de
Wir werden uns bemhen, Ihnen zu helfen.
2
Bild 1: Systematik der Endverbindungen
2. Systematik
Wir unterscheiden zwischen reib- und stoffschlssigen Seilendverbindun-
gen, hierzu zhlen die metallischen Seilvergsse und die Kunststoffseil-
vergsse, und reib- und formschlssigen Seilendverbindungen. Zu diesen
zhlen die nicht lsbaren Preverbindungen und Spleiverbindungen so-
wie die lsbaren Keil- und Schraubverbindungen. Bild 1 zeigt eine Systema-
tik der Seilendverbindungen.
Metallischer
Seilvergu
Kunststoff-
seilvergu
Splei
Flmisches
Auge
Alumin.pre-
verbindung
Bolzenpre-
verbindung
Symmetr.
Keilschlo
Asymmetr.
Keilschlo
Klemmkopf
Drahtseil-
klemme
Vergsse
Splei-
verbindungen
Pre-
verbindungen
Keil-
verbindungen
Schraub-
verbindungen
lsbar
nicht lsbar
nicht lsbar
Reib- und
stoffschlssig
Reib- und
formschlssig
Seilendver-
bindungen
3
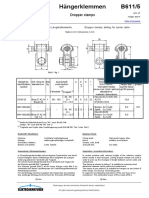
3. Die Drahtseilklemme
Seilendverbindungen mit Hilfe von Drahtseilklemmen (Bild 2) sind sehr
beliebt, weil sie mit uerst geringem Aufwand vor Ort herzustellen und
gleichzeitig sehr preiswert sind. Gegenber vielen anderen Endverbindungen
besitzen sie zudem den Vorteil, da sie leicht lsbar und einfach zu ber-
wachen sind.
Drahtseilklemmen nach DIN 1142 (Bild 3) drfen nicht fr Endver-
bindungen bei Lasthebeeinrichtungen im Hebezeugbetrieb eingesetzt wer-
den. Eine Ausnahme bilden Anschlagmittel, die jeweils fr eine spezielle,
einmalige Verwendung hergestellt werden. Sie drfen zudem nicht fr
Bergbaufrderseile, in Seiltrieben fr Htten- und Walzwerkskrane und
fr die dauernde Befestigung von Seilen in anderen Seiltrieben, die nach
DIN 15020 Teil 1, berechnet werden, eingesetzt werden.
Bild 2: Seilendverbindung mit Hilfe von Drahtseilklemmen
Bild 3: Drahtseilklemme nach DIN 1142
3.1 Bruchkraft und Schwingspielzahl
Im quasistatischen Zerreiversuch bertragen Seilendverbindungen mit
Hilfe von Seilklemmen etwa 90% der Bruchkraft des verwendeten Draht-
Bild 4: Drahtseilklemme nach DIN 741
4
seiles. Im dynamischen Zugschwellversuch erreichen sie etwa die Hlfte
der Schwingspielzahl von metallischen Seilvergssen.
3.2 Normung
Drahtseilklemmen fr lsbare Seilendverbindungen sind in DIN 1142 ge-
normt, die Norm DIN 741 fr eine erheblich schwchere Ausfhrungsform
mit einfachen Muttern (Bild 4) wurde 1982 zurckgezogen. Eine Drahtseil-
klemme besteht aus einer Klemmbacke, die wegen ihrer Form auch Sat-
tel genannt wird, einem Klemmbgel und zwei Bundmuttern (Bild 3). Die
Klemmen sind gem dem grten zulssigen Seilnenndurchmesser ge-
kennzeichnet. Eine vollstndige Seilklemme fr die Seilnenndurchmesser
20mm bis 22mm wird beispielsweise in folgender Weise gekennzeichnet:
Drahtseilklemme DIN 1142 - S 22. Die Bezeichnungen der Komponenten
sind: Klemmbacke DIN 1142 - SB 22, Klemmbgel DIN 1142 - SA 22 und
Bundmutter DIN 1142 - SC M 16.
3.3 Funktion
Die Klemmen pressen den lebenden auf den toten Seilstrang und erlau-
ben somit eine Kraftbertragung zwischen den beiden Seilstrngen sowohl
durch Reibschlu als auch durch Formschlu (Verzahnung). An jeder Klem-
me wird etwa die gleiche Kraft vom lebenden auf den toten Strang bertra-
gen. Bei Verwendung von beispielsweise 5 Seilklemmen wird an jeder Klem-
me etwa 1/10, also etwa 10% der Zugkraft bertragen. Der lebende Strang
ist also zunchst mit 100% der Zugkraft beaufschlagt und gibt an jeder
Seilklemme 10% dieser Kraft an den toten Seilstrang ab. Im Bereich der
Kausche hat sich dann die Seilkraft auf exakt 50% abgebaut (Bild 5).
Der tote Seilstrang anderseits ist an seinem Ende unbelastet. An jeder
Seilklemme bernimmt er 10% der Zugkraft des lebenden Strangs, bis sich
die Zugkraft im Bereich der Kausche auf 50% aufgebaut hat.
Bild 5: Kraftverlauf in einer Seilendverbindung mit Drahtseilklemmen
50% 40% 30% 20% 10%
10% 10% 10% 10% 10%
0%
50% 60% 70% 80% 90% 100%
5
3.4 Montage/Herstellung
Drahtseilklemmen als Seilendverbindung werden in folgender Weise befe-
stigt: Zunchst werden die Gewinde der Klemmbgel und die Auflageflchen
der Muttern geschmiert, um ein reibungsloses Anziehen zu gewhrlei-
sten. Anschlieend wird das Seilende um eine Kausche gelegt und eine
erste Klemme dicht an der Kausche aufgeschraubt. Bei einer Befestigung
ohne Kausche sollte der Klemmenabstand etwa den dreifachen Bolzen-
durchmesser, mindestens aber den 15fachen Seildurchmesser, betragen.
Die Klemmbacke schmiegt sich der Seiloberflche relativ gut an, wh-
rend der runde Klemmbgel eine nahezu punktfrmige Querkraft auf das
Drahtseil ausbt und seine Bruchkraft im Auflagebereich stark reduziert.
Es ist daher darauf zu achten, da die Klemmbacke (der Sattel) auf dem
lebenden, hher belasteten Strang zu liegen kommt, der Klemmbgel auf
dem toten, niedriger belasteten Strang.
Offensichtlich knnen sich viele Benutzer von Seilklemmen nicht mer-
ken, auf welchen Strang der Sattel und auf welchen Strang der Bgel auf-
gebracht werden mu: Zwei von drei Endverbindungen mit Seilklemmen
werden unsachgem ausgefhrt (Bild 6).
Der Sattel gehrt auf den lebenden, nicht auf den toten Strang:
Sattle nie ein totes Pferd!
Bild 6: Unsachgem ausgefhrte Endverbindungen mit Drahtseilklemmen
6
Je nach verwendetem Seildurchmesser werden in Abstnden von jeweils
mindestens einer Klemmenbreite 2 bis 5 weitere Klemmen aufgeschraubt.
Bis zu einem Seilnenndurchmesser von 6,5mm werden insgesamt 3 Klem-
men, bis 19mm 4, bis 26mm 5 und bis 40mm 6 Klemmen aufgebracht.
Nach einer Befestigung der Klemmen von Hand werden sie, beginnend
bei der von der Kausche entferntesten, mit einem Drehmomentschlssel
angezogen. Wenn mglich, sollte die Endverbindung nach Anziehen der
ersten, uersten Klemme einmal leicht belastet werden.
Die erforderlichen Anziehmomente sind in Bild 7 angegeben. Fr grere
Seildurchmesser ergeben sie sich nherungsweise aus der Formel
Anziehmoment [Nm] = 0,22 (Seildurchmesser [mm])
2
.
Bild 7: Anziehmomente fr Drahtseilklemmen
Unter Zugbeanspruchung verringert sich zeitabhngig der Seildurch-
messer. Deshalb sind die Anziehmomente unmittelbar nach der ersten
Belastung der Endverbindung und zu spteren Zeiten erneut zu berpr-
fen und die Bundmuttern gegebenenfalls nachzustellen.
Bild 8 zeigt eine unsachgem ausgefhrte und ohne Drehmoment-
schlssel vorgespannte Endverbindung. Die Verdrehung der Kausche zeigt
deutlich, da das Seil in den Klemmen gerutscht ist.
Nenngre
5
6,5
8
10
13
16
19
22
26
30
34
40
2,0
3,5
6,0
9,0
33
49
67,7
107
147
212
296
363
3
3
4
4
4
4
4
5
5
6
6
6
Anziehmoment [Nm]
Erforderliche
Klemmenzahl [-]
7
Amerikanische Anwender empfehlen, eine Klemme mehr als die vorge-
schriebene Zahl anzubringen und zwischen der letzten regulren Klemme
und dieser zustzlichen Klemme den toten Strang etwas lnger zu fassen
als den lebenden (Bild 9). Wenn diese Verbindung rutscht, erkennt man
dies an einem Strammziehen des toten Seilstrangs (Bild 10). Wenn das
Problem dennoch nicht erkannt wird, entlastet die zustzliche Klemme die
brigen Klemmen und verhindert somit eventuell ein Weiterrutschen.
3.5 Inspektion
Bei der Inspektion einer Seilendverbindung mit Seilklemmen nach DIN 1142
werden zunchst die Drehmomente der Bundmuttern mit Hilfe eines Dreh-
momentschlssels berprft. Die Muttern werden ntigenfalls nachgezo-
gen. Anschlieend werden die freien Seilstcke, insbesondere im Bereich
der Klemmen, einer Sichtprfung auf Drahtbrche und Korrosion unter-
zogen.
Insbesondere bei Drahtseilen, die starken Lastwechseln unterworfen wer-
den, knnen Drahtbrche in der Berhrungszone zwischen den Seilstrngen
im Bereich der Klemmen auftreten. Sollte ein solcher Verdacht bestehen,
sollten die Klemmen vllig gelst und die geklemmten Seilzonen genaue-
stens untersucht werden.
Bild 8: Unsachgem ausgefhrte Seilendverbindung mit Drahtseilklemmen
8
Ist eine Entlastung des Drahtseiles und somit ein Lsen der Seilklemmen
nicht mglich, sollten zunchst eine oder mehrere zustzliche Klemmen
gesetzt werden. Anschlieend knnen dann jeweils eine oder zwei Klem-
men entfernt und die entsprechenden Bereiche untersucht werden.
3.6 Sonderformen
Eine Sonderform der Seilklemme ist die Rundseilklemme fr den Bergbau
(Bild 11), hnlich der zurckgezogenen Norm DIN 21 260.
Bild 9: Die Schlaufe zeigt an, da das Drahtseil nicht gerutscht ist.
Bild 10: Die Schlaufe ist strammgezogen: Das Drahtseil ist gerutscht.
Bild 11: Rundseilklemme fr den Bergbau
9
Bild 12: Seilendbefestigung mit Hilfe der Rundseilklemme fr den Bergbau
Diese Klemme hat gegenber der Klemme nach DIN 1142 den Vorteil, da
beide Hlften der Klemme gleich aufgebaut sind, so da eine falsche Zu-
ordnung der Teile bei der Montage nicht mglich ist. Hier wird sowohl der
lebende als auch der tote Strang gesattelt. Bild 12 zeigt die Endbe-
festigung eines Hubwindenseiles eines Schaufelradbaggers mit Hilfe dieser
Rundseilklemmen.
Eine neue, in den USA patentierte Variante der Seilklemme ist der soge-
nannte Piggy-Back Wedge Socket Clip, also die Huckepack- Keilschlo-
klemme. Diese Seilklemme sieht aus wie eine Seilklemme nach DIN 1142,
nur besitzt sie nicht einen, sondern zwei Klemmbacken (Sattel), die ge-
meinsam auf einem verlngerten Klemmbgel sitzen. Die Funktionsweise
dieser Seilklemme wird im Zusammenhang mit der Sicherung der Keil-
endklemme erlutert.
10
4. Die asymmetrische Keilendklemme
Die asymmetrische Keilendklemme (Bild 13), auch asymmetrisches Keil-
schlo oder asymmetrisches Seilschlo genannt, erfreut sich insbesonde-
re bei Mobilkranen grter Beliebtheit. Sie ist sehr leicht vor Ort anzubrin-
gen und ebenso leicht wieder zu lsen, was bei einem hufigem Wechsel
der Einscherung von groem Vorteil ist.
Bild 13: Asymmetrische Keilendklemme
4.1 Bruchkraft und Schwingspielzahl
Im quasistatischen Zerreiversuch erreichen Drahtseile in asymmetrischen
Keilendklemmen je nach deren Bauart zwischen 80 und 95% ihrer Bruch-
kraft. Im dynamischen Zugschwellversuch erreichen sie im Mittel etwa die
Hlfte der Schwingspielzahlen von metallischen Seilvergssen. Asymme-
trische Keilendklemmen werden nach Ablegen des Drahtseiles in der Regel
wiederverwendet. Sie mssen daher so beschaffen sein, da sie mehrere
Zugschwellversuche bis zum Bruch der Drahtseile unbeschdigt berste-
hen.
4.2 Normung
Asymmetrische Keilendklemmen sind nicht genormt, und es findet sich
eine Vielzahl von Ausfhrungsformen auf dem Markt.
4.3 Funktion
Das Seilende wird mit Hilfe eines Keiles in einer konischen Seiltasche ge-
klemmt. Mit zunehmender Belastung wird der Keil tiefer in die Seiltasche
eingezogen und erzeugt eine zunehmende Normalkraft (Klemmkraft) auf
11
das Drahtseil. Die Zugkraft im Drahtseil wird durch Reibung zwischen Seil
und Keil sowie zwischen Seil und Seiltasche bertragen. Bild 14 zeigt ei-
nen Schnitt durch eine asymmetrische Keilendklemme.
Bild 14: Schnitt durch eine asymmetrische Keilendklemme
4.4 Montage/ Herstellung
Bei der Anbringung der Keilendklemme wird zunchst das Seilende durch
die konische Seiltasche gezogen, in eine Schlaufe gelegt und wieder aus
der Seiltasche herausgefhrt. Anschlieend wird der Seilkeil in die Schlaufe
eingelegt. Nun werden die aus der Seiltasche herausschauenden Seilen-
den weiter aus der Seiltasche herausgezogen, so da der Keil weit in die
konische Tasche eingezogen wird.
Das tote Seilende sollte nun mit einer Lnge von mindestens einigen
Seildurchmessern aus der Seiltasche herausschauen. Es wird nun unmit-
telbar am Austritt aus der Keilendklemme mit einer Seilklemme gesichert,
um bei schlagartiger Entlastung der Endverbindung ein Lsen und mgli-
ches Herausfallen des Keiles zu verhindern (Bild 13).
Die Seilklemme darf nicht so angebracht werden, da sie den lebenden
und den toten Seilstrang miteinander verbindet (Bild 15). Zum einen wr-
de die Bruchkraft des tragenden Seilstranges durch die Klemmkrfte der
Seilklemme deutlich herabgesetzt. Zum anderen wrde der tragende Seil-
strang bei jeder Lastnderung seine Lnge verndern wollen, woran er aber
durch den unbelasteten, toten Seilstrang gehindert wrde. Eine Lngen-
12
Bild 15: Unzulssige Verbindung des lebenden mit dem toten Strang
Bild 16 zeigt ein Auslegerverstellseil, welches mit einer asymmetrischen
Keilendklemme befestigt und ber beide Seilstrnge mit einer Seilklemme
gesichert worden war. Der lebende Strang des Drahtseiles ist an der
Klemmstelle gerissen. Bild 17 zeigt die Bruchstelle.
Bild 16: Seilbruch im lebenden Strang an der Klemmstelle
nderung wre somit nur dann mglich, wenn auch der tote Seilstrang
sich in der Lnge ndern und somit eine Teillast bernehmen wrde. Dies
aber htte eine Schrgstellung der Klemme und zustzliche Wechselbiege-
beanspruchungen des Drahtseiles zur Folge.
13
Nun ist aber die Gewindelnge einer Seilklemme nach DIN 1142 nicht
lang genug, um nur einen einzelnen Seilstrang zu klemmen. Daher sieht
sich der Monteur oft in seinen Zweifeln besttigt und schraubt nun die
Klemme doch ber den toten und den lebenden Strang. Um dem Di-
lemma des zu kurzen Gewindes abzuhelfen, schreiben verschiedene aus-
lndische Regeln vor, den toten Seilstrang gemeinsam mit einem kurzen
Seilstck zu klemmen (Bild 18).
Bild 17: Seilbruch an der Klemmstelle
Bild 18: Klemmen des toten Seilstrangs mit einem weiteren Seilstck
14
Besser ist hier die Lsung, das tote Ende lnger berstehen zu lassen
und in einer Schlaufe zurckzulegen (Bild 19). So kann der tote Strang
am Austritt aus der Seiltasche mit seinem eigenen Ende zusammen-
geklemmt werden.
Diese Vorgehensweise hat auch noch weitere Vorteile: Die Biegung um
den sehr kleinen Radius des Keiles erzeugt im Drahtseil eine bleibende
Verformung. Dieser Knick am Seilende erschwert das Durchstecken des
Seilendes durch einen Rollenblock. Wenn daher zu erwarten ist, da die
Seilendverbindung hufig geffnet wird, um die Seileinscherung zu vern-
dern (beispielsweise beim Umscheren eines Mobilkranes von zweistrngiger
zu vierstrngiger Einscherung), sollte das tote Seilende nach Mglichkeit
etwa einen Meter aus der Seiltasche herausschauen. Das Ende dieser Seil-
lnge kann zurckgebogen werden und mit der Seilklemme am Austritt
aus der Seiltasche befestigt werden.
Mit dieser Manahme wird erreicht, da sich der Knick im Seil nun etwa
einen Meter vom Seilende entfernt befindet. Hier strt er aber beim Um-
scheren nicht mehr: nun kann das unverformte Seilende problemlos durch
den Rollenkasten gesteckt werden, bis der Knick ein weiteres Einschieben
verhindert. Dann kann aber wieder am Seilende gezogen werden, welches
bereits wieder an der anderen Seite aus dem Rollenkasten herausschaut.
Bei der Montage der asymmetrischen Keilendklemme ist darauf zu ach-
ten, da der lebende Seilstrang so in die Tasche einluft, so da bei Bela-
stung der Endverbindung die Wirklinie der Zugkraft ohne Abknicken des
Drahtseiles genau durch den Befestigungsbolzen verluft (Bild 20). Bei fal-
scher Montage wird sich die Endverbindung bei jeder Belastung so aus-
richten, da die Wirklinie der Zugkraft durch den Befestigungsbolzen ver-
luft, und hierbei jedesmal den hochbelasteten lebenden Strang des Draht-
seiles am Seiltaschenaustritt abknicken (Bild 21).
Hierdurch wird einerseits die maximal bertragbare Zugkraft der
Endverbindung reduziert, andererseits erzeugt die Pressung gepaart mit
den hufigen Biegungen um einen sehr kleinen Radius eine vorzeitige Er-
Bild 19: Empfohlene Klemmung des toten Strangs
15
mdung der Seildrhte in diesem Bereich, so da die Endverbindung selbst
bei Auftreten nur kleiner Zugkrfte vorzeitig versagen kann.
Infolge der starken Krmmung um den Einlegekeil ffnet sich das Draht-
seil in der Regel an der Auenseite der Biegung, so da hier hufig die
Stahleinlage des Drahtseiles sichtbar wird. Dies ist normalerweise nicht
kritisch. Wenn man Drahtbrche in diesen Zonen findet, sind sie meistens
bei der Montage erzeugt worden: Leider kommt es immer wieder vor, da
der Monteur versucht, das Drahtseil samt Keil mit Hilfe von Hammerschl-
gen in die Seiltasche hineinzutreiben. Hierbei werden dann die auen lie-
genden Seildrhte beschdigt.
Bild 21: Falsche Montage
der Keilendklemme
Bild 20: Richtige Montage
der Keilendklemme
16
4.5 Inspektion
Bei einer Inspektion der asymmetrischen Keilendklemme sollte zunchst
festgestellt werden, ob dem verwendeten Seildurchmesser die richtige Seil-
taschen- und Keilgre zugeordnet wurde. Bei Verwendung einer zu gro-
en Tasche oder eines zu kleinen Keils zieht sich letzterer bei Belastung
bermig weit aus der Seiltasche heraus. Hilfreich ist hier, insbesondere
bei hufig wiederverwendeten asymmetrischen Keilschlssern, eine vorhe-
rige Kennzeichnung der Teile mit Farbe oder Schlagzahlen.
Weiterhin sollte berprft werden, ob das Keilschlo richtig montiert wurde
und der tragende Strang bei Belastung nicht geknickt wird. Die Seilzone
im Bereich der Klemme sollte auf Drahtbrche untersucht werden, hierbei
sollte die Klemme gegebenenfalls gelst werden.
Nach Ablegen des Drahtseiles sollte die asymmetrische Keilendklemme
vor einer Wiederverwendung genauestens auf mechanische Beschdigun-
gen oder mgliche Anrisse untersucht werden.
4.6 Sonderformen
Die Zahl der Sonderformen asymmetrischer Keilendklemmen ist sehr gro.
Die Ausfhrungen variieren nach Werkstoff, Herstellungsart (Gu- und
Schweikonstruktionen), Geometrie (ffnungswinkel des Keiles zwischen
14 und 30) und nach der Sicherung des toten Seilstrangs. Bild 22 zeigt
zwei besonders groe Keilendklemmen zur Befestigung der Hubseile eines
Schrfkbelbaggers in Australien.
Bild 22: Mannsgroe Keilendklemmen auf einem Schrfkbelbagger
17
In den USA bietet ein Hersteller eine patentierte Seilklemme an, die den
toten Seilstrang am Austritt aus der Keilendklemme festklemmt und gleich-
zeitig lose ber dem lebenden Seilstrang liegt. Der sogenannte Piggy-
Back Wedge Socket Clip, also die Huckepack- Keilschloklemme, sieht
aus wie eine Seilklemme nach DIN 1142, nur besitzt sie nicht einen, son-
dern zwei Klemmbacken (Sattel), die gemeinsam auf einem verlngerten
Klemmbgel sitzen (Bild 23).
hnlich einer im Bergbau verwendeten Seilklemme befestigt eine Bau-
form der asymmetrischen Seilklemme das tote Seilende an der Seiltasche
(Bild 24).
Bild 23: Die Huckepack- Keilschloklemme
Bild 24: Befestigung des toten Seilendes an der Seiltasche
18
Bild 25: Befestigung des toten Seilendes am Keil
Bild 26: Keilendklemme mit eingebautem Wirbel
Neu auf dem Markt und sehr vielversprechend ist eine in den USA paten-
tierte Keilendklemme mit verlngertem Keil, an den das tote Seilende an-
geklemmt wird (Bild 25).
Bei der Verwendung von drehungsfreien Drahtseilen empfiehlt sich hu-
fig die Anbringung eines Wirbels zwischen Seilendverbindung und Seilfest-
punkt. Die Baulnge des Wirbels geht hierbei der Hubhhe des Hebezeuges
verloren. Hier ist die Verwendung einer asymmetrischen Keilendklemme
mit eingebautem Wirbel von Vorteil (Bild 26).
Diese Endverbindung beeintrchtigt die Hubhhe nur unwesentlich und
bietet zudem den Vorteil, da sich der Wirbel immer automatisch in Rich-
tung des Drahtseiles ausrichtet.
19
5. Die symmetrische Keilendklemme
Die symmetrische Keilendklemme, auch symmetrisches Keilschlo oder
symmetrisches Seilschlo genannt (Bild 27), wird als Endbefestigung fr
Aufzugseile eingesetzt. Sie ist sehr leicht anzubringen und ebenso leicht
wieder zu lsen, was beim manuellen Lngenausgleich der Aufzugseile von
groem Vorteil ist.
5.1 Bruchkraft und Schwingspielzahl
Im quasistatischen Zerreiversuch erreichen Drahtseile in symmetrischen
Keilendklemmen zwischen 80 und 85% ihrer Bruchkraft. Im dynamischen
Zugschwellversuch erreichen sie im Mittel etwa die Hlfte der Schwing-
spielzahlen von metallischen Seilvergssen. Symmetrische Keilendklemmen
werden nach Ablegen des Drahtseiles in der Regel wiederverwendet. Sie
mssen daher so beschaffen sein, da sie mehrere Zugschwellversuche
bis zum Bruch der Drahtseile unbeschdigt berstehen.
5.2 Normung
Symmetrische Keilendklemmen sind in DIN 15 315 genormt.
5.3 Funktion
Die Funktionsweise der symmetrischen Keilendklemme ist analog unter
Punkt 3.3 nachzulesen. Abweichend zu einer richtig montierten asymme-
trischen Keilendklemme luft die Wirklinie der Zugkraft im tragenden Strang
der symmetrischen Keilendklemme niemals exakt durch den Aufhnge-
bolzen, weshalb sich die Endverbindung unter Belastung immer geringf-
Bild 27: Symmetrische Keilendklemme nach DIN 15 315
20
gig schrgstellt. Dies ist aber bei Aufzugseilen mit hohen Sicherheitsbei-
werten und geringen Zugkraftnderungen von untergeordneter Bedeutung.
5.4 Montage/ Herstellung
Die Montage einer symmetrischen Keilendklemme erfolgt analog zur Mon-
tage einer asymmetrischen Keilendklemme, nachzulesen unter Punkt 4.4.
Infolge der Symmetrie der Seiltasche besteht jedoch nicht die Gefahr einer
falschen Montage. Der Keil wird nach dem Einsetzen mit einem Splint ge-
gen Herausfallen gesichert. Die Seilklemme nach DIN 1142 mu im Ge-
gensatz zur asymmetrischen Keilendklemme so angebracht werden, da
sie den tragenden mit dem toten Seilstrang verbindet.
5.5 Inspektion
Die Inspektion einer symmetrischen Keilendklemme ist analog zur Inspek-
tion einer asymmetrischen Keilendklemme, nachzulesen unter Punkt 4.5,
durchzufhren.
5.6 Sonderformen
Sonderformen zur symmetrischen Keilendklemme nach DIN 15 315 sind
nicht bekannt.
21
6. Der Splei
Der Splei ist die lteste Endverbindung fr Seile. Faserseile werden be-
reits seit Jahrtausenden gespleit, und schon der Erfinder des Drahtsei-
les, Oberbergrat Albert, hat nachweislich Spleie als Endverbindung fr
Drahtseile hergestellt. Der Splei wird zunehmend durch andere Seilend-
verbindungen abgelst. In Httenwerksbetrieben, wo wegen des Tempera-
tureinflusses verschiedene andere Endverbindungen nicht zugelassen sind,
kommt dem Splei noch eine besondere Bedeutung zu. Einen Splei um
eine Kausche (Bild 28) nennt man auch einen Kauschensplei, einen Splei,
der ohne Einlage lediglich eine Schlaufe erzeugt, einen Schlaufensplei.
Bild 28: Kauschensplei
6.1 Bruchkraft, Schwingspielzahl und Einsatztemperaturen
Im quasistatischen Zerreiversuch bertragen Spleiendverbindungen nach
DIN 3089 Teil 1 etwa 85% der Bruchkraft des verwendeten Drahtseiles. Bei
Verwendung von Rundkauschen sinkt dieser Wert auf etwa 50% der Bruch-
22
kraft des verwendeten Drahtseiles. Im dynamischen Zugschwellversuch
erreichen Spleiendverbindungen deutlich weniger als die Hlfte der
Schwingspielzahlen von metallischen Seilvergssen.
Spleiendverbindungen an Drahtseilen mit Fasereinlage drfen bei Tem-
peraturen zwischen -60 und +100 eingesetzt werden. Spleiend-
verbindungen an Drahtseilen mit Stahleinlage drfen bei Temperaturen
zwischen -60 und +400 eingesetzt werden. Bei Temperaturen zwischen
+250 und +400 ist die Tragfhigkeit der Drahtseile auf 75% zu verrin-
gern.
6.2 Normung
Der Splei als Seilendverbindung ist in DIN 3089 Teil 1 fr 6- und 8-litzige
Drahtseile genormt.
6.3 Funktion
Ein Splei hlt allein durch den Reibschlu zwischen den Litzen des Draht-
seiles und den eingespleiten Litzenenden. Hierbei ist es natrlich sehr
von Vorteil, da das Drahtseil unter einer Zugbeanspruchung versucht,
seinen Durchmesser zu verkleinern und somit einen Schnrdruck auf die
eingespleiten Litzen ausbt. Wenn dieses Drahtseil aber im Betrieb hu-
fig mit hohen Zugkrften (ber 15% der Mindestbruchkraft) beaufschlagt
und anschlieend vollstndig oder nahezu vollstndig entlastet wird, be-
steht die Gefahr, da sich der Splei lockert und sich die eingespleiten
Litzenenden langsam herausarbeiten. Daher verbietet die DIN 3089 aus-
drcklich den Splei als Endverbindung fr Drahtseile mit einer derarti-
gen Belastungscharakteristik, so z. B. fr Hubseile auf Kranen mit gerin-
gen Totlasten.
6.4 Montage/ Herstellung
Die Herstellung eines Spleies ist in DIN 3089, Teil 1 ausfhrlich beschrie-
ben. Achtlitzige Seile werden etwas anders gespleit als sechslitzige, Seile
mit Stahleinlage anders als Seile mit Fasereinlage. Spleie knnen mit der
Schlagrichtung, aber auch gegen die Schlagrichtung des Drahtseiles durch-
gefhrt werden.
Im folgenden sollen die wichtigsten Herstellungsschritte am Beispiel ei-
nes Schlaufenspleies mit einem 6- litzigen Drahtseil mit Fasereinlage auf-
gezeigt werden.
Zunchst wird das zu spleiende Seil mit einer gewissen berlnge in
eine Schlaufe gelegt und am gewnschten Schlaufenende mit einem Ab-
bund versehen. Die beiden Seilstcke werden mit einem weiteren Abbund
aneinander befestigt (Bild 29). Anschlieend werden die einzelnen Litzen
des freien Endes bis zum Abbund aufgefchert und nach Vorschrift zwi-
schen die Litzen des lebenden Stranges eingesteckt (Bild 30).
23
Um den gewnschten Platz zwischen diesen noch fest zusammenliegen-
den Litzen zu schaffen, bedient man sich in der Regel eines, vorzugsweise
flachen, Spleinagels oder Spleidorns (Bild 31). Dieser wird zwischen die
Litzen gesteckt und anschlieend verdreht, wobei er die Litzen anhebt und
den gewnschten Platz zum Einstecken der Litzenenden schafft. Die Bilder
32 und 33 zeigen einen Splei an einem achtlitzigen Drahtseil mit einge-
stecktem Spleinagel.
Beim Spleien von sehr dicken Drahtseilen reicht die menschliche Kr-
perkraft alleine hufig nicht mehr aus, die Auenlitzen abzuheben. Des-
halb werden beim Spleien sehr dicker Drahtseile auch hydraulisch bet-
tigte Spleingel eingesetzt. Um das Abheben der Litzen zu erleichtern,
werden die Drahtseile teilweise auch mechanisch aufgedreht und nach
Durchstecken der Litzen jeweils wieder zugedreht. Bild 34 zeigt die Arbeit
an einer Spleivorrichtung mit motorisch verdrehbarem Seilende.
Wenn jede Litze gem der Anweisung einmal durchgesteckt und festge-
zogen oder auch festgeklopft wurde, ist ein Rundstich erfolgt. Nun mu
zwischen jeweils zwei Auenlitzen des tragenden Seilstranges eine durch-
gesteckte Litze herausschauen.
Bild 29: Abbund am Schlaufenende
Bild 30: Eingesteckte Litzen
24
Bild 31: Einschlagen des Spleinagels
Bild 32: Splei an einem achtlitzigen Drahtseil mit Stahleinlage
25
Bild 33: Splei an einem achtlitzigen Drahtseil mit Stahleinlage
In gleicher Weise werden bei Kreuzschlagseilen weitere 5 oder bei Gleich-
schlagseilen und Kreuzschlagseilen, die berwiegend schwellender Bean-
spruchung ausgesetzt werden, weitere 7 Rundstiche durchgefhrt. Nach
dem vierten Durchstich wird die freiliegende Fasereinlage abgeschnitten.
Anschlieend wird ein letzter, sogenannter halber Rundstich mit nur noch
jeder zweiten Litze durchgefhrt, um einen bergang zwischen der deut-
lich dickeren Spleizone und der ungespleiten Seillnge zu erzeugen.
Alle herausstehenden Litzenenden werden mit einem berstand von etwa
einem Litzendurchmesser abgetrennt. Zur Verringerung der Verletzungs-
gefahr werden anschlieend die Litzenenden mit Hanf, Kunststoff oder Ei-
sendraht umwickelt. Zuletzt wird noch der anfangs aufgebrachte Abbund
entfernt.
6.5 Inspektion
Ein Splei lt sich relativ gut visuell inspizieren. Er ist dann ablegereif,
wenn Drahtbrche auftreten oder die Litzen im Spleibereich um die Ln-
ge eines Rundstichs herausgerutscht oder stark korrodiert sind. Verschie-
dene Anwender empfehlen, die Spleizone nach Fertigstellung leicht mit
Farbe einzusprhen, damit ein Rutschen der Litzen durch Freilegen vor-
her verdeckt liegender, nicht eingefrbter Zonen deutlicher erkennbar ist.
26
Zur besseren Beurteilung eines Spleies kann es erforderlich sein, eventu-
ell vorhandene Umwicklungen der Spleizone mit Kunststoffbndern, Bin-
dedrhten oder -litzen zu entfernen.
6.6 Sonderformen
Es gibt eine Vielzahl von nicht genormten Sonderformen des Spleies als
Endverbindung, auf die hier aber nicht nher eingegangen werden soll.
Bild 34: Spleier bei der Arbeit
27
7. Die Aluminiumpreverbindung
Die in Europa wahrscheinlich verbreitetste Endverbindung ist die Alumi-
niumpreverbindung (Bild 35). In den USA wird diese Endverbindung me-
chanischer Splei genannt.
Bild 35: Aluminiumpreverbindung mit Vollkausche
7.1 Bruchkraft, Schwingspielzahl und Einsatztemperaturen
Im quasistatischen Zerreiversuch erreichen Aluminiumpreverbindungen
je nach Bauart zwischen 80 und 100% der Bruchkraft des verwendeten
Drahtseiles. Im dynamischen Zugschwellversuch erreichen sie im Mittel
etwa 60% der Schwingspielzahlen von metallischen Seilvergssen.
Aluminiumpreverbindungen mit Drahtseilen mit Fasereinlage drfen
bei Temperaturen zwischen -60 und +100 eingesetzt werden, Alumini-
umpreverbindungen an Drahtseilen mit Stahleinlage bei Temperaturen
zwischen -60 und +150.
7.2 Normung
Preklemmen aus Aluminium- Knetlegierungen sind in DIN 3093 Teil 1
und 2 genormt.
7.3 Funktion
Die Preklemmen pressen den lebenden auf den toten Seilstrang und
erlauben somit eine Kraftbertragung zwischen den beiden Seilstrngen
sowohl durch Reibschlu als auch durch Formschlu (durch Verzahnung
der beiden Seilstrnge miteinander und mit der Aluminiumhlse).
7.4 Montage/ Herstellung
Die zur Herstellung von Aluminiumpreverbindungen bentigten
Preklemmen sind in DIN 3093 Teil 1 genormt.
28
Zunchst mu die gewnschte Form der Preklemme ausgewhlt wer-
den. Wir unterscheiden die zylindrische Form A, die zylindrisch- abgerun-
dete Form B und die zylindrisch- kegelige Form C (Bild 36).
Bild 36: Preklemmenformen
Die Formen A und B werden aus den gleichen Preklemmen-Rohlingen
hergestellt (Bild 37), die Form C aus Rohlingen gleicher Abmessung, die
aber zustzlich noch einen Kegelansatz und ein Sichtfenster aufweisen (Bild
38). Form C soll das Herausziehen von Seilenden unter einer Last erleich-
tern und durch Einschlu des Seilendes die Gefahr einer Verletzung an
der Endverbindung verringern.
Die richtige Preklemmengre mu entsprechend dem Seilnenndurch-
messer, der Seilkonstruktion und dem Fllfaktor des Drahtseiles ausge-
whlt werden. Wir unterscheiden 4 Flle (Bild 39):
Fall X fr einlagige Rundlitzenseile mit Fasereinlage sowie fr Kabel-
schlagseile mit Fllfaktoren von mindestens 0,36. Fr diese Seile wird eine
Preklemmennummer gem dem Seilnenndurchmesser gewhlt. Ein Seil
vom Nenndurchmesser 22mm wird beispielsweise mit einer Preklemme
Nummer 22 verpret.
Form A Form C Form B
l
2
l
1
l
2
l
1
d
2
r
l
2
l
1
12
29
Fall Y1 fr einlagige Rundlitzenseile mit Stahleinlage und mehrlagige
Rundlitzenseile (Spirallitzenseile) mit Fllfaktoren bis 0,62. Fr diese Seile
wird die Preklemme eine Nummer grer gewhlt als dem Seilnenndurch-
messer entsprche. Ein Seil vom Nenndurchmesser 22mm wird beispiels-
weise mit einer Preklemme Nummer 24 verpret.
Fall Y2 fr einlagige Rundlitzenseile mit Stahleinlage und mehrlagige
Rundlitzenseile (Spirallitzenseile) mit Fllfaktoren von 0,62 bis 0,78. Fr
diese Seile wird die Preklemme ebenfalls zwei Nummern grer gewhlt
als dem Seilnenndurchmesser entsprche. Ein Seil vom Nenndurchmesser
22mm wird beispielsweise mit einer Preklemme Nummer 26 verpret.
Fall Z fr offene Spiralseile mit Fllfaktoren von mindestens 0,78. Fr
diese Seile wird die Preklemme zwei Nummern grer gewhlt als dem
Seilnenndurchmesser entsprche. Hier sind zwei Klemmen im Abstand des
zweifachen Seildurchmessers aufzupressen. Ein Seil vom Nenndurchmesser
22mm wird beispielsweise mit zwei Preklemmen Nummer 26 verpret.
Fr verschiedene Spezialdrahtseile, so z. B. fr die Seile mit Kunststoff-
zwischenlage und Seilkonstruktionen mit einem hohen Faseranteil in den
Litzen gelten andere Zuordnungen als die, die man aufgrund des Fllfaktors
erwarten wrde. Die Klemmenzuordnungen fr Casar Spezialdrahtseile fin-
den sich auf Seite 31 am Tabellenende.
Bild 37: Preklemmenrohling fr Preklemmen A und B
Bild 38: Preklemmenrohling fr Preklemme C
s b
x
l
Kegelansatz nach Wahl des Herstellers
l k s b
x
30
Bild 39: Preklemmenzuordnung nach DIN 3093 Teil 2. Die Preklemmenzuordnungen
fr Casar Spezialdrahtseile finden sich unter der Tabelle.
2,5
3
3,5
4
4,5
5
-
6
6,5
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
16
-
18
-
20
-
22
-
24
-
26
-
28
-
32
-
36
-
40
-
44
-
48
-
52
-
56
-
60
2,5
2,8
3,3
3,8
4,4
4,9
5,5
6,0
6,5
7,0
7,5
8,0
8,5
9,0
9,6
10,0
10,6
11,0
11,7
12,0
12,7
13,0
13,8
14,0
14,8
16,0
16,9
18,0
19,0
20,0
21,1
22,0
23,2
24,0
25,3
26,0
27,4
28,0
29,5
32,0
33,7
36,0
37,9
40,0
42,1
44,0
46,3
48,0
50,5
52,0
54,7
56,0
58,9
60,0
2,7
3,2
3,7
4,3
4,8
5,4
5,9
6,4
6,9
7,4
7,9
8,4
8,9
9,5
9,9
10,5
10,9
11,6
11,9
12,6
12,9
13,7
13,9
14,7
15,9
16,8
17,9
18,9
19,9
21,0
21,9
23,1
23,9
25,2
25,9
27,3
27,9
29,4
31,9
33,6
35,9
37,8
39,9
42,0
43,9
46,2
47,9
50,4
51,9
54,6
55,9
58,8
59,9
63,0
-
-
-
-
-
-
-
7
8
9
9
10
10
11
11
12
12
13
13
14
14
16
16
18
18
20
20
22
22
24
24
26
26
28
28
32
32
36
36
40
40
44
44
48
48
52
52
56
56
60
-
-
-
-
-
-
-
5
6
6,5
8
9
2,5
3
3,5
4
4,5
5
6,5
7
6
8
9
10
11
12
13
14
16
18
20
22
24
26
28
32
36
40
44
48
52
56
60
3
3,5
4
4,5
5
6
7
8
6,5
9
10
11
12
13
14
16
18
20
22
24
26
28
32
36
40
44
48
52
56
60
-
7
10
11
12
13
14
16
18
20
22
24
26
28
32
36
40
44
48
52
56
60
-
-
Drahtseil-
Nenn-
durch-
messer
Grenzen des Seil-
Istdurchmessers
fr Preklemmen-
auswahl
Einlagige Rundlitzen-
seile mit Fasereinlage
und Kabelschlagseile
Preklemmennummer (nach DIN 3093 Teil 1)
Einlagige Rundlitzen-
seile mit Stahleinlage und
mehrlagige Rundlitzenseile
offene
Spiralseile
d von bis
Fall X
Fllfaktor f
mindestens 0,36
Fall Y1
Fllf. f
bis 0,62
Fall Y2
Fllfaktor f
ber 0,62 bis 0,78
Fall Z
Fllfaktor f
min. 78 (2 Klemmen)
Casarseile, auch
Plastseile mit
Fllfaktor <0,62
31
Beim Ablngen der Drahtseile ist darauf zu achten, da die Seile auf der
Lnge, die in der Preklemme zu liegen kommt, nicht beschdigt und die
Seilschlaglnge hier nicht verndert wird. Beim Ablngen durch Glh-
trennen ist darauf zu achten, da die Glhlnge nicht grer ist als ein
Seildurchmesser. Die Seilenden drfen zudem nicht abgeschreckt werden.
Seile zur Herstellung der zylindrisch-kegeligen Form C, bei der das Seilen-
de in der Hlse zu liegen kommt, drfen nicht glhgetrennt werden.
Wird der Abbund des Drahtseiles mitverpret, darf er lediglich aus Drh-
ten oder Litzen niedriger Festigkeit und Durchmessern von hchstens
1/20 des Seildurchmessers bestehen.
Das Drahtseil wird durch die Prehlse hindurchgefhrt, in eine Schlaufe
oder um eine Kausche gelegt und wieder zurck durch die Preklemme
gefhrt. Eine Schlaufe mit der Breite einer halben Schlaufenlnge (Bild 40)
mu die Lnge von drei Bolzendurchmessern aufweisen, mindestens je-
doch eine Lnge von 15 Seildurchmessern. Bei Verpressungen mit Kausche
soll die Hlse im verpreten Zustand einen Abstand von der Kausche von
2 Seildurchmessern aufweisen. Bei Hlsen der Typen A und B mu das
Seilende aus der Hlse herausschauen, beim Typ C mu es mit dem zylin-
drischen Teil der Hlse abschlieen und im Sichtfenster erkennbar sein.
Hufig werden Drahtseile zunchst auf einer Werkbank fr die Verpres-
sung vorbereitet und anschlieend zur Presse transportiert. Um zu verhin-
dern, da die Hlse whrend des Transportes verrutscht, kann diese mit
Hilfe eines Hammers, durch einen Schraubstock oder durch eine hydrau-
lische Vorrichtung zunchst provisorisch auf den Seilstrngen fixiert wer-
den. Hierbei ist darauf zu achten, da die Seiten der Hlsen nicht einge-
beult werden, da sie sonst whrend des Verpressungsvorgangs einknicken
knnen (Bilder 41 und 42).
Bild 40: Schlaufenabmessungen
h/2
h
32
Vor dem Verpressen mssen die Auflageflchen und die Innenflchen
des Werkzeuges gesubert und die Innenflchen gefettet werden, damit die
Aluminiumhlse whrend des Verprevorgangs ungehindert flieen kann.
Anschlieend wird die vorbereitete, unverprete Hlse in das Werkzeug
eingelegt, exakt in Prerichtung ausgerichtet und in einem Durchgang
verpret, bis die Auflageflchen der Werkzeughlften aufeinanderliegen (Bild
43). Nach dem Prevorgang werden berstehende Grate an der Hlse mit
einer Feile entfernt, um Verletzungen zu vermeiden.
Bild 41: Unsachgeme Befestigung
der Klemme
Bild 42: Korrekte Befestigung
der Klemme
Bild 43: Prevorgang: Die Werkzeughlften liegen aufeinander
33
Die fertig verprete Hlse mu ber einen Bereich von 120 auf dem
Umfang den in DIN 3093 Teil 2 festgelegten Durchmesser aufweisen, der
der doppelten Hlsennummer in mm entspricht (Bild 44). Die Lnge des
zylindrischen Teiles der Preklemme betrgt vor der Verpressung das 3,5-
fache der Preklemmennummer in mm, nach der Verpressung das 4,5-
fache. Auf der Hlse mu das Zeichen des Verpressers (zwei Buchstaben)
und das DIN- Zeichen angebracht werden.
Bild 44: Endmae der Aluminiumverpressung nach DIN 3093 Teil 2
Im Bereich der Preklemme werden der lebende und der tote Seil-
strang stark gegeneinandergepret. Bei der Verpressung von Kreuzschlag-
seilen legen sich die Auendrhte, die etwa in Richtung der Seilachse ver-
laufen, parallel nebeneinander (Bild 46).
Preklemme
Nr.
d
1
d
2
min
l
1
l
2
+ 0,1
0
+ 0,1
0
+ 0,15
0
+ 0,2
0
+ 0,15
0
+ 0,2
0
+ 0,3
0
+ 0,4
0
+ 0,4
0
+ 0,5
0
+ 0,5
0
+ 0,6
0
+ 0,6
0
+ 0,7
0
+ 0,8
0
+ 0,8
0
+ 0,9
0
+ 1,0
0
+ 1,1
0
2,5
3
3,5
4
4,5
5
6
6,5
7
8
9
11
12
13
14
16
20
22
26
28
5
6
7
8
9
10
12
13
14
16
18
22
24
26
28
32
40
44
52
56
-
-
-
-
8
9
11
12
13
14,5
16,5
20
22
24
25
29
36
39
46
50
12
14
16
18
20
23
27
29
32
36
40
50
54
59
63
72
90
99
117
126
5
6
7
8
9
10
12
13
14
16
18
22
24
26
28
32
40
44
52
56
-
-
-
-
4,5
5
6
6,5
7
8
9
11
12
13
14
16
20
22
26
28
10
18
24
32
36
40
44
48
52
56
60
20
36
48
64
72
80
88
96
104
112
120
18
32
43
56
63
69
75
81
87
93
99
45
81
108
144
162
180
198
216
234
252
270
20
36
48
64
72
80
88
96
104
112
120
10
18
24
32
36
40
44
48
52
56
60
Grenzabmae
34
Bei der Verpressung von Gleichschlagseilen hingegen berkreuzen sich
die Auendrhte der benachbarten Seilstrnge, so da sie sich gegenseitig
Kerben zufgen knnen (Bild 47). Untersuchungen haben jedoch gezeigt,
da dies in der Regel nicht zu groen Unterschieden in der Bruchkraft und
im Dauerschwingverhalten zwischen Aluminiumverpressungen von Kreuz-
schlag- und Gleichschlagseilen fhrt.
Im Dauerschwingverhalten sind Kreuzschlagseile den Gleichschlagseilen
im Bereich der Klemme leicht berlegen. Dies hat dennoch fr laufende
Seile in bezug auf die Wahl der Schlagart keinen Einflu, da diese ohnehin
aufgrund von Drahtbrchen im Bereich der Laufzone und nicht durch Sch-
digungen im Bereich der Endverbindung abgelegt werden.
Vereinzelt sieht man auch Seilendverbindungen der Flle X und Y mit
zwei Aluminiumpreklemmen (im Fall Z ist dies ja vorgeschrieben). Die
zweite Klemme soll hier zustzliche Sicherheit verschaffen. Sie macht aber
im Gegenteil die Endverbindung unsicher: Im Bereich der Klemme ber-
trgt normalerweise der lebende Seilstrang 50% der Seilzugkraft auf den
toten Strang (Bild 45). Wenn nun eine zweite Klemme in unmittelbarer
Nhe der ersten angebracht wird, kann es passieren, da infolge von nicht
kontrollierbaren Verschiebungen whrend des Prevorganges im Bereich
zwischen den Prehlsen der tragende Strang etwas lnger ausfllt als der
tote Strang. Nun luft der Kraftflu ber diese kurze Zone des toten
Strangs mit der Folge, da an jeder der beiden Klemmen nicht 50% der
Seilzugkraft, sondern jeweils 100% bertragen werden mssen (Bild 48).
Diesen Beanspruchungen ist die Hlse aber bei hohen Zugkrften nicht
gewachsen. Aus diesen Grnden ist eine Seilendverbindung mit zwei
Aluminiumpreklemmen fr die Flle X und Y nicht zulssig.
Im Fall Z, der ja lediglich fr Spiralseile gilt, also eigentlich fr relativ
Bild 45: Kraftflu in der Aluminiumverpressung
50%
50%
100%
0%
50%
35
Bild 46: Aufgeschnittene Aluminiumklemmen mit Kreuzschlagseilen
Bild 47: Aufgeschnittene Aluminiumklemmen mit Gleichschlagseilen
36
steife Litzen, ist die Gefahr der Lngendifferenzen zwischen den Pre-
klemmen nicht gegeben.
Bild 49 zeigt eine Verlngerung eines Anschlagseiles mit Hilfe einer
Aluminiumpreklemme. Auch hier mu die Hlse auf ihrer Lnge 100%
der Seilkraft bertragen. Eine derartige Seilverlngerung ist nicht zuls-
sig.
Bild 48: Kraftflu in der Aluminiumverpressung bei Verwendung von zwei Klemmen
Bild 49: Unzulssige Verbindung im Seilstrang
100% 0%
0% 100%
50%
50%
50% 100%
37
7.5 Inspektion
Bei einer ersten Inspektion sollte die Mahaltigkeit der Klemme und der
Schlaufe geprft werden. Spter ist die Endverbindung jeweils auf Draht-
brche und im Bereich der Aluminiumklemme auf Risse und mechanische
Beschdigungen (Bild 50) zu untersuchen.
Da die Krafteinleitung in die Endverbindung auermittig erfolgt, stellt
sich die Hlse im Betrieb leicht schrg. Dies fhrt zu Beanspruchungen
der Hlse und des Drahtseiles im Bereich des Seilaustritts. Hier knnen
daher Risse und Drahtbrche auftreten. Auf der gegenberliegenden Seite
versuchen die beiden austretenden Seilstrnge die Hlse aufzuspreizen.
Dies kann insbesondere dann, wenn die Preklemme zu nahe an der
Kausche angebracht wurde oder wenn die Schlaufe zu eng ausgefhrt
wurde, zu Rissen in der Preklemme fhren. Risse im kegeligen Teil der
Form C beeintrchtigen die Tragkraft der Endverbindung nicht.
Bei jeder Inspektion ist zudem zu prfen, ob sich die Lage des toten
Seilstrangs verndert hat. Bei Einsatz in Seewasseratmosphre sollte die
Hlse zudem auf Korrosionsschden untersucht werden. Bild 51 zeigt eine
korrodierte Aluminiumklemme.
Bild 50: Mechanische Beschdigung der Aluminiumklemme
38
Bild 51: Korrodierte Aluminiumklemme
7.6 Sonderformen
Es existieren Sonderformen verschiedener Anbieter, auf die hier nicht im
Detail eingegangen werden soll.
39
8. Das Flmische Auge
Das Flmische Auge ist eine relativ neue Endverbindung. Es besteht aus
einer Kombination von Splei und Verpressung. Das Flmische Auge wird
bevorzugt als Seilendverbindung im Warmbereich der Httenwerke als Er-
satz fr den Kauschensplei eingesetzt.
8.1 Bruchkraft, Schwingspielzahl und Einsatztemperaturen
Im quasistatischen Zerreiversuch bertragen Seilendverbindungen mit
Flmischem Auge zwischen 90 und 100% der Bruchkraft des verwendeten
Drahtseiles. Im dynamischen Zugschwellversuch erreichen sie im Mittel
etwa 70% der Schwingspielzahl von metallischen Seilvergssen.
Seilendverbindungen mit Flmischen Augen drfen bei Temperaturen zwi-
schen -60 und +400 eingesetzt werden. Bei Temperaturen zwischen +250
und +400 ist die Tragfhigkeit der Drahtseile auf 75% zu verringern.
8.2 Normung
Das Flmische Auge mit Stahlpreklemmen ist fr einlagige Rundlitzen-
seile mit Stahleinlage in DIN 3095, Teil 1 und Teil 2 genormt. Wir unter-
scheiden Flmische Augen ohne Kausche vom Typ PF und Flmische Au-
gen mit Kausche der Typen PFKF und PFKV (Bild 52). KF bedeutet Kausche
Formstahl, KV Kausche Vollstahl.
Bild 52: Ausfhrungsformen des Flmischen Auges
40
8.3 Funktion
Bereits ohne Verpressung bertrgt ein Flmisches Auge schon etwa 70%
der Bruchkraft des verwendeten Drahtseiles. Diese Leistung wird allein
durch Reibschlu zwischen den Seilelementen erzielt. Die weitere Steige-
rung wird mit Hilfe der aufgepreten Stahlhlse durch Reib- und Form-
schlu (Verzahnung) erzielt.
8.4 Montage/ Herstellung
Zunchst mu geklrt werden, ob die Stahleinlage des Seiles mitverpret
werden soll oder nicht. Im ersten Fall mu eine Hlse Typ A nach DIN
3095 Teil 1 verwendet werden, ansonsten eine Hlse vom Typ B. Beide
Typen sind in zylindrischer Form und in zylindrisch-konischer Form er-
hltlich. Letztere soll ein Hngenbleiben der Hlse beim Durchziehen un-
ter einer Last vermeiden soll, erschwert aber die Inspektion.
Zunchst wird die gewnschte Stahlhlse auf das noch unbearbeitete
Drahtseil aufgezogen. Anschlieend werden die Auenlitzen des Seiles in
der erforderlichen Lnge in zwei Hlften auseinandergedreht (Bild 53 B).
Die Seillnge mu hierbei so gewhlt werden, da die Schlaufenlnge
eines Flmischen Auges ohne Kausche (Form PF) das dreifache des Bolzen-
durchmessers, mindestens aber 20 Seildurchmesser betrgt (Bild 54). Bei
der Herstellung eines Flmischen Auges mit Kausche der Formen PFKF
und PFKV mu die aufgelste Seillnge mindestens 4 Seilschlaglngen
betragen.
Die Seileinlage wird zurckgebogen und in die Form einer Schlaufe ge-
bracht. Anschlieend werden die aufgedrehten Seilhlften zurck um die
Seileinlage gedreht. Zunchst wird somit beispielsweise die Einlage eines
achtlitzigen Seiles jeweils von rechts und links mit jeweils nur vier Litzen
umwickelt, bis sich dann am Kopf der Schlaufe die Litzen der beiden Sei-
ten treffen. Beim Weiterdrehen der Litzen entsteht somit, am Kopf begin-
nend, im Bereich der Schlaufe wieder ein vollstndiges Drahtseil (Bild 53
C). Wenn die Auenlitzen des Drahtseiles wieder ganz um die Seileinlage
gedreht worden sind (Bild 53 D), werden sie gemeinsam noch ber ein
Stck unaufgelsten Drahtseiles unterhalb der Schlaufe gedreht. Anschlie-
end wird die Stahlhlse ber die Litzenenden geschoben und gem Vor-
schrift in mehreren Preschritten verpret. Wenn eine Stahlhlse vom Typ
B verwendet wird, mu jedoch zuvor die Stahleinlage im Bereich der
Prehlse entfernt werden.
In einer Variante des Verfahrens wird zunchst die Stahleinlage geteilt
und in gleicher Weise um die Kernlitze zusammengedreht. Anschlieend
werden die Auenlitzen um die so entstandene Schlaufe gedreht und mit
einer Stahlhlse verpret.
Die Preklemme mu folgende Kennzeichnungen aufweisen: den Kenn-
buchstaben F, die Tragfhigkeit, das Zeichen des Verpressers (zwei Buch-
staben) und das DIN-Zeichen.
41
Bild 53: Die Herstellung des Flmischen Auges
8.5 Inspektion
Die Inspektion von Flmischen Augen mit zylindrisch-kegeliger Stahlpre-
klemme ist schwierig, da eventuelle Litzenverschiebungen innerhalb der
Preklemme nicht erkannt werden knnen. Bei Flmischen Augen der Form
PFKV mit zylindrischer Stahlpreklemme ragen die Litzenenden aus der
Prehlse heraus. Hier kann ein Verschieben gegebenenfalls erkannt wer-
den. Flmische Augen sollten insbesondere in der Nhe der Prehlse auf
Drahtbrche untersucht werden.
A
B C D
42
8.6 Sonderformen
Flmische Augen werden auch mit Aluminiumhlsen mit zufriedenstellen-
den Ergebnissen ausgefhrt. Diese Variante, die sich aber nicht fr Wrme-
betrieb eignet, ist nicht genormt.
Ein kanadischer Hersteller bietet eine weitere Variante des Flmischen
Auges an, die statt mit einer Stahlklemme mit Hilfe eines Kunststoffver-
gusses gesichert wird. Hierzu wird nach dem Zusammendrehen der Auen-
litzen eine dnnwandige Aluminiumhlse ber die Litzenenden geschoben
und mit einem aushrtenden Zweikomponentenkunststoff vergossen. Auch
diese Variante ist natrlich nicht fr den Heibetrieb geeignet, hat aber
den Vorteil, da sie von Hand auf jeder Baustelle oder Bohrinsel ohne Zu-
hilfenahme von groen Pressen ausgefhrt werden kann. Casar hat im
quasistatischen Zerreiversuch mit dieser Ausfhrungsform sehr hohe
Bruchkrfte erzielt.
Bild 54: Schlaufenabmessungen
h/2
h
43
9. Die Bolzenpreverbindung
Eine Bolzenpreverbindung, auch Swaged terminal genannt, ist eine
Endverbindung, bei der ein Bolzen, das Terminal, auf das Seilende aufge-
steckt und durch Pressen, durch Walzen oder durch Hmmern auf diesem
befestigt wird (Bild 55). Ihr Vorteil besteht in der mittigen Krafteinleitung
und der leichten Herstellbarkeit. Die Bolzenpreverbindung wird in Euro-
pa hauptschlich fr Drahtseile kleinen Durchmessers, beispielsweise fr
Bowdenzge, Steuerseile und fr die Edelstahlwanten von Segelbooten ver-
wendet. In den USA erfreut sich das Swaged terminal hingegen auch als
Endverbindung fr Abspannseile und Hubseile von Kranen sehr groer
Beliebtheit.
Bild 55: Bolzenpreverbindung, Swaged terminal
9.1 Bruchkraft und Schwingspielzahl
Im quasistatischen Zerreiversuch bertragen Bolzenpreverbindungen je
nach Bauart und Befestigungsmethode zwischen 90 und 100% der Bruch-
kraft des verwendeten Drahtseiles. Im dynamischen Zugschwellversuch
erreichen sie im Mittel etwa 75% der Schwingspielzahlen von metallischen
Seilvergssen. Aufgewalzte Terminals erreichen sogar hhere Schwingspiel-
zahlen als metallische Seilvergsse.
9.2 Normung
Bolzenpreverbindungen sind in Deutschland mit Ausnahme von Luftfahrt-
normen fr kleine Seildurchmesser nicht genormt. Man findet eine Viel-
zahl von (vorwiegend auslndischen) Ausfhrungsformen auf dem Markt.
9.3 Funktion
Das Drahtseil wird in die Bohrung des Bolzens eingesteckt. Anschlieend
wird der Bolzen durch Pressen, Walzen oder durch Hmmern auf dem Draht-
seil befestigt. Die Kraftbertragung vom Drahtseil auf den Bolzen, das Ter-
minal, erfolgt im wesentlichen durch Formschlu (Verzahnung).
44
9.4 Montage/ Herstellung
Auf dem Markt wird eine groe Zahl von Formen der Bolzenpreverbindung
angeboten. Bild 56 zeigt jeweils eine Ausfhrungsform mit Gabel und La-
sche, ein Schraubterminal und eine Ausfhrungsform mit Kugelkopf.
Bild 56: Ausfhrungsformen der Bolzenpreverbindung
Vor dem Aufpressen, Aufhmmern oder Aufwalzen des Terminals wird
zunchst geprft, ob die Bohrung des Bolzens frei von Rckstnden ist.
Wenn zum Beispiel Grate in der Bohrung verblieben sind, besteht die Ge-
fahr, da das Drahtseil nicht weit genug hineingesteckt und der Bolzen in
diesem Zustand aufgepret wird. Die Einstecklnge des Drahtseiles be-
trgt in der Regel etwa das 4- bis 6-fache des Seildurchmessers.
45
Um sicherzugehen, da das Drahtseil tatschlich weit genug in den Bol-
zen eingesteckt wird, hlt man das Seil zunchst neben den Bolzen und
markiert die Einstecklnge mit einem Farb- oder Filzstift. Anschlieend
wird das Drahtseil bis zum Anschlag eingefhrt. Die Markierung sollte nun
nahe am Austritt aus dem Bolzen liegen. Nun wird der Bolzen auf einer
stationren Kniehebelpresse oder einer hydraulischen Presse nacheinan-
der in zwei senkrecht zueinander stehenden Ebenen verpret (Bild 57).
Bild 57: Prevorgang
Beim Verpressen in einem Hammerwerk schlagen in sehr kurzen Zeitab-
stnden zwei oder vier stationre Hmmer auf den Bolzen ein (Bild 58).
Hier mu der Bolzen beim Hmmern ebenfalls einmal um 90 gedreht,
zustzlich aber auch lngs bewegt werden.
Die Hersteller der Bolzen geben fr ihre Produkte in der Regel einen zu-
lssigen Seildurchmesser sowie den Bolzendurchmesser im unverpreten
und verpreten Zustand an. Beim Verpressen wird der Bolzendurchmesser
um etwa 15% bis 20% verringert. Das Erreichen des vorgeschriebenen
Enddurchmessers gilt als Nachweis fr den erfolgreich durchgefhrten
Verpressungsvorgang.
46
Dipl.-Ing. Hemminger, Universitt Stuttgart, gibt fr den Mindestdurch-
messer des Bolzens nach dem Verpressen folgende Formel an:
Hierbei ist
d der Seilnenndurchmesser,
f der Fllfaktor des Seiles,
Ro Seil die Festigkeit des Seildrahtes und
Ro Bolzen die Festigkeit des Bolzenmaterials.
Die Bohrung des unverpreten Bolzens sollte nach Hemminger fr Draht-
seile mit Durchmessern von Seilnenndurchmesser -0% bis +5% hchstens
einen Durchmesser von Seilnenndurchmesser +10% besitzen.
Achtlitzige Drahtseile mit Fasereinlage sollten nicht mit Bolzen verpret
werden. Bei sechslitzigen Drahtseilen mit Fasereinlage sollte die Einlage
im Bereich der Einstecklnge entfernt und durch ein gleichlanges Stck
Auenlitze ersetzt werden.
9.5 Inspektion
Die Bolzenpreverbindung ist im Bereich der Aufhngung auf Risse und
mechanische Beschdigungen zu untersuchen, das Drahtseil am Austritt
des Bolzens auf Korrosionseinwirkung oder Drahtbrche.
Bild 58: Schnitt durch ein Hammerwerk zum Aufhmmern von Endverbindungen
D
min
= d
f R
p cble
R
p manchon
+ 1
47
9.6 Aufgewalzte Bolzenendverbindungen
Bolzenendverbindungen knnen auch auf Drahtseile aufgewalzt werden.
Der Vorteil dieses Verfahrens besteht darin, da der Bolzen nicht in seiner
gesamten Lnge auf einmal aufgepret wird. Die Walzen pressen vielmehr
nacheinander jeweils nur eine kurze Lnge des Terminals (Bild 59) auf das
Drahtseil auf. Hierdurch ist der Kraftbedarf der Maschinen relativ gering,
weshalb sie auch als kompakte, transportable Einheiten gebaut werden
knnen (Bild 60).
Bild 59: Sukzessives Aufpressen kurzer Zonen der Endverbindung
Mit Terminalwalzmaschinen knnen so die Endverbindungen direkt auf
der Baustelle oder der Bohrinsel angebracht werden. Sehr vorteilhaft ist
dies insbesondere dort, wo die bentigten Seillngen vorher nicht exakt
bekannt sind, weshalb diese Maschinen im Jachtbereich zum Anbringen
der Wanten besonders beliebt sind.
Der Vorteil des Walzens liegt aber nicht nur in der Kompaktheit der Ma-
schinen. Beim Aufpressen oder Aufhmmern des Bolzens auf das Draht-
seil wird der Stahl des Bolzenmantels zunchst in die Tler zwischen die
Auenlitzen des Drahtseiles gepret. Hierbei entsteht eine Verzahnung
zwischen Bolzen und Drahtseil. Beim weiteren Pressen stehen keine Hohl-
rume mehr zu Verfgung, in die der Stahl gepret werden kann. Der Wi-
derstand nimmt zu, und der Bolzen verlngert sich. Da aber das Drahtseil
bereits stark mit dem Bolzenmantel verzahnt ist, mu es die Verlngerung
mitmachen. In der fertigen Bolzenpreverbindung ist das Drahtseil im Be-
reich des Bolzens somit selbst im unbelasteten Zustand neben hohen
Anprekrften auch permanent starken Zugkrften durch diese Verlnge-
rung ausgesetzt.
48
Nicht aber in einem aufgewalzten Terminal: Hier wird der Bolzen Stck fr
Stck angepret und verlngert. Die Verlngerung des Bolzens kann sich
aber noch vllig frei ber die unverpreten Seilzonen verschieben. Hier
wird somit die Hlse aufgepret, ohne das Drahtseil stark zu verlngern.
Aufgrund dieser Tatsache erzielen aufgewalzte Bolzenendverbindungen in
Zugschwellversuchen erheblich hhere Schwingspielzahlen als aufgepre-
te.
Wir unterscheiden zwei Bauarten von Terminalwalzmaschinen. Im einen
Fall wird das Terminal mit Hilfe zweier motorisch angetriebener Walzen
verpret. Hierbei hat der Bolzen die Tendenz, sich hnlich wie ein Teig
beim Rollen um eine der beiden Walzen zu schmiegen. Das Resultat ist
eine gebogene Endverbindung, die unter hoher Zugschwellbeanspruchung
aufreien kann.
Bild 60: Kompakte, transportable Terminalwalzmaschine
Im anderen Fall wird die Endverbindung hydraulisch durch ein mit Zahn-
rdern synchronisiertes, nicht angetriebenes Walzenpaar gezogen (Bild 59).
Da whrend des gesamten Verpressungsvorgangs eine Zugkraft in der sp-
teren Belastungsrichtung des Terminals wirkt, ist das Resultat hier eine
perfekt ausgerichtete Endverbindung.
9.7 Sonderformen
Es existiert eine sehr groe Zahl von Sonderformen der Bolzenpreverbin-
dungen. In jedem Fall sollten die Verarbeitungshinweise der Anbieter stu-
diert werden.
49
10. Der metallische Seilvergu
Der metallische Drahtseilvergu ist eine sehr zuverlssige und effiziente
Seilendverbindung. Mit ihm werden im Zerreiversuch die hchsten Bruch-
krfte erzielt, und auch sein Dauerschwingverhalten ist hervorragend. Er
bietet sich daher fr alle Anwendungen an, bei denen Abminderungen der
Seilbruchkraft durch die Endverbindung in der Dimensionierung der Draht-
seile bercksichtigt werden mssen sowie fr Anwendungen, bei denen die
Endverbindung hohen Zugschwellbeanspruchungen ausgesetzt wird, bei-
spielsweise also fr Abspannseile von Kranauslegern (Bild 61) oder Trag-
werken (Bild 62).
10.1 Bruchkraft und Schwingspielzahl
Im quasistatischen Zerreiversuch bertragen Seilvergsse mit Metall die
volle Bruchkraft des verwendeten Drahtseiles. Im dynamischen Zugschwell-
versuch erreichen sie die hchsten Schwingspielzahlen aller Seilend-
verbindungen.
10.2 Normung
Metallische Drahtseilvergsse sind in DIN 3092 Teil 1 genormt, Seilhlsen
in DIN 83 313.
Bild 61: Abspannseile fr Gittermastkrane
50
10.3 Funktion
Das Drahtseil wird am Ende besenfrmig aufgefchert und in einer Seil-
hlse konusfrmig vergossen. Mit zunehmender Belastung zieht sich der
Metallkonus tiefer in die Seilhlse hinein und erzeugt somit immer grere
Klemmkrfte. Die Kraftbertragung vom Drahtseil auf den metallischen
Konus erfolgt durch Kraftschlu und Stoffschlu. Die Kraftbertragung
zwischen dem metallischen Konus und der Seilhlse erfolgt durch Kraft-
schlu.
Bild 62: Abspannseile an Tragwerken
10.4 Montage/ Herstellung
10.4.1 Auswahl der Seilhlse
Wir unterscheiden zunchst zwischen Gabelseilhlsen und Bgelseilhlsen.
Bild 63 zeigt eine Gabelseilhlse nach DIN 83 313. Gabelseilhlsen wei-
sen eine konische Hlse zur Aufnahme des Vergukegels und an zwei Sei-
ten Befestigungslaschen mit Bohrungen fr den Befestigungsbolzen auf.
Gabelseilhlsen werden um Befestigungsbolzen drehbar befestigt. Einer
Seilauslenkung senkrecht zur Drehebene knnen sie nicht folgen.
Bild 64 zeigt eine Bgelseilhlse nach DIN 83 313. Bgelseilhlsen wei-
51
sen eine konische Hlse zur Aufnahme des Drahtseilvergusses und in der
Mitte ber der Hlse einen Befestigungsbgel auf. Bgelseilhlsen werden
um Befestigungsbolzen drehbar befestigt. Bei entsprechender Ausgestal-
tung der Auflageflche des Bgels, wie beispielsweise in Bild 64, knnen
Bgelseilhlsen auch Seilauslenkungen senkrecht zur Drehebene in ge-
wissen Grenzen folgen.
Bild 64: Bgelseilhlse nach DIN 83 313
Bild 63: Gabelseilhlse nach DIN 83 313
Seilhlsen dienen nicht nur zur Befestigung von Drahtseilen an Kon-
struktionsteilen, sondern auch zum Aneinanderkoppeln von Drahtseilen,
beispielsweise um die Lnge der Halteseile eines Kranes der jeweiligen Lnge
des Auslegers anzupassen. In einem solchen Fall werden jeweils eine Ga-
bel- und eine Bgelseilhlse miteinander verbolzt.
52
Der Vergukegel von Seilhlsen nach DIN 83 313 hat eine Vergulnge
des 5-fachen Seilnenndurchmessers und ein ffnungsverhltnis von 1:3.
Dies entspricht einem ffnungswinkel von 18,4. Auf dem Markt ist eine
Vielzahl anderer, nicht genormter Verguhlsen erhltlich, die den Vorteil
haben, erheblich kleinere Baumae aufzuweisen und erheblich leichter zu
sein als die genormten Seilhlsen.
Nach DIN 3092 sollte der ffnungswinkel einer Seilhlse zwischen 5
und 18 betragen, der Vergukegel sollte eine Vergulnge des 5-fachen
Seilnenndurchmessers aufweisen. Zerreiversuche zeigen, da auch mit
krzeren Vergulngen noch die volle Seilbruchkraft bertragen werden
kann.
Der kleinste Kegeldurchmesser soll mindestens den 1,2-fachen Seilnenn-
durchmesser + 3mm betragen, um der Plustoleranz des Drahtseiles Rech-
nung zu tragen und ein Einstecken des mit Abbund versehenen Seilendes
zu ermglichen. Die kleinsten ffnungen der Seilhlsen nach DIN 83 313
sind oft kleiner als der grte fr diese Hlse zulssige Seilnenndurch-
messer. In derartigen Fllen drfen die Hlsen am Ausgang aufgebohrt
werden.
10.4.2 Das Problem des Seildrehmomentes
Das Drehmoment eines Drahtseiles wchst bei gleicher Zugbelastung line-
ar mit dem Seildurchmesser, die Zugbelastung wiederum wchst bei gleich-
artiger Beanspruchung des Seilquerschnitts mit dem Quadrat des Seil-
durchmessers. Dies hat zur Folge, da die Drehmomente, die Drahtseile
auf ihre Endverbindungen ausben, in der dritten Potenz des Seildurch-
messers anwachsen. Gleichzeitig wachsen die Reibkrfte zwischen
Vergukegel und Seilhlse linear mit der Zugkraft und somit lediglich im
Quadrat des Seildurchmessers. Was hat das fr Folgen?
Betrachten wir zunchst ein Seil von 10mm Durchmesser. Es bt unter
einer Zugkraft von beispielsweise 20.000N und einem Drehmomentfaktor
von 0,1 ein Drehmoment von 20 Nm auf seine Endverbindung aus. Die
Reibkrfte zwischen Vergukegel und Seilhlse verhindern ein Drehen des
Seiles in der Hlse und geben das Drehmoment an die Seilhlse ab. Die
Seilhlse wiederum bertrgt das Drehmoment auf die Konstruktion.
Betrachten wir nun ein gleichartiges Seil vom 6-fachen Durchmesser.
Wenn es mit dem gleichen Prozentsatz seiner Bruchkraft beaufschlagt wird,
steigt die Zugkraft auf den 36-fachen Wert (=720.000N). Das Drehmoment
des Drahtseiles nimmt aber gewaltige Ausmae an, es steigt auf 4320 Nm,
den 216- fachen Wert!!
Diese berproportionale Anstieg des Drehmomentes mu aber nicht nur
bei der Dimensionierung der Befestigung bercksichtigt werden. Die Reib-
krfte zwischen Vergukegel und Seilhlse, die ein Drehen des Seiles in
der Hlse verhindern sollen, sind (proportional zur Zugkraft und quadra-
tisch mit dem Seildurchmesser) nur auf den 36- fachen Wert gestiegen.
Hier besteht die Gefahr, da sich der Vergukegel unter Last innerhalb der
Hlse dreht.
53
Bild 65 zeigt eine im Hause Casar durchgefhrte spannungsoptische Un-
tersuchung an einer Seilhlse. Mit Hilfe eines dnnen Kunststoffberzu-
ges werden hier Verformungen des Bauteiles unter einer hohen Zugkraft
und einem groen Drehmoment durch polarisiertes Licht sichbar gemacht.
Man erkennt sehr deutlich, da die vllig symmetrische Seilhlse asym-
metrisch verformt wird. Auf der einen Seite vergrert das Drehmoment
die durch die Zugkrfte hervorgerufenen Verformungen, auf der anderen
Seite verkleinert es sie.
Bild 65: Spannungsoptische Untersuchung an einer Gabelseilhlse
Um ein Verdrehen des Vergukonus zu verhindern, werden Seilhlsen
fr Seile groen Durchmessers hufig mit nicht-runden, z. B. ovalen, Quer-
schnitten ausgefhrt. Eine andere Mglichkeit besteht darin, Nuten in der
Hlse anzubringen, in die sich der Vergukegel verzahnen kann (Bild 66 A)
oder Vorsprnge vorzusehen, die sich in das Vergumaterial verzahnen
(Bild 66 B).
Die Nuten oder Vorsprnge mssen aber innerhalb der Hlse von oben
nach unten verlaufen, um ein Setzen des Kegels zu erlauben. Nur wenn
der Kegel sich einziehen kann, kann er die erforderlichen Klemmkrfte
aufbauen und die Seilzugkraft sicher bertragen.
Bild 66 C zeigt eine Seilhlse mit in das Vergumetall hineinragenden
Vorsprngen. Die Vorsprnge verhindern ein Setzen des Konus. Bei einem
Belastungstest mit einer derartigen Hlse und einem Seil groen Durch-
messers wurde der Kegel zunchst von den Vorsprngen festgehalten, so
da die gesamte Seilzugkraft nicht ber den Konus, sondern ber die Vor-
sprnge bertragen wurde. Die Zugkraft wurde nun stetig weiter erhht,
bis schlielich der Vergukonus zwischen den Vorsprngen brach. Der
54
Bild 66 D zeigt eine vllig unsinnige amerikanische Ausfhrung nach
den Military specifications mit umlaufender Nut. Die Nut verhindert nicht
das Verdrehen des Konus. Sie soll verhindern, da der Vergukegel bei
schlagartiger Entlastung des Seiles herausspringt. In Wirklichkeit verhin-
dert sie aber das Einziehen des Konus, der somit seine Funktion ber-
haupt nicht ausben kann.
10.4.3 Herstellung des Vergusses
Vor der Anbringung einer Seilhlse ist diese auf ihren einwandfreien Zu-
stand hin zu berprfen. Als Beispiel fr einen mglichen Fehler zeigt Bild
67 eine Oberflchenverletzung (Gufehler) an einer Gabel. Manganhart-
stahlhlsen sind mit Hilfe eines Magneten auf Gefgevernderungen durch
Temperatureinflu zu untersuchen.
Das zu befestigende Drahtseil wird im Bereich der Trennstelle und am
Ende des spteren Vergukegels vorschriftsmig abgebunden und durch-
trennt. Hierbei drfen nur Trennverfahren angewendet werden, durch die
die Trennstelle nicht verschweit wird. Anschlieend wird das Seilende
durch die Verguhlse gesteckt.
Nun wird das Drahtseilende und anschlieend jedes einzelne Litzenende
aufgedreht, bis sich ein Drahtbesen geformt hat (Bild 68). Bei Drahtseilen
mit Stahleinlage wird diese ebenfalls mit aufgedreht, eine Fasereinlage wird
Bild 66: Ausfhrungsformen von Verdrehsicherungen
A B C D
untere Teil des Konus wurde hierdurch frei und zog sich schlagartig fest,
whrend das gesamte Vergumetall oberhalb der Vorsprnge mit lautem
Knall weggesprengt wurde.
55
bis zur Abbindung herausgeschnitten. Bei Drahtseilen mit Kunststoff-
zwischenlage wird der Kunststoff bis zur Abbindung herausgeschnitten,
die Stahleinlage des Seiles wird dann ebenfalls aufgedreht.
Die frher empfohlene Vorgehensweise, die Drahtenden umzubiegen, hat
sich nicht bewhrt: Im oberen Bereich des Vergukegels verdoppelt sich so
das Drahtvolumen, ohne zu einer Erhhung der Tragkraft beizutragen.
Das vergrerte Drahtvolumen hindert lediglich das Vergumetall am Ein-
laufen in den Konus.
Bild 67: Gufehler an einer Gabelseilhlse
Bild 68: Seilbesen
56
Der Drahtbesen wird mit einem Kaltentfettungsmittel, z. B. Eskapon S
143, sorgfltig gereinigt und entfettet. Toxische Reinigungsmittel oder sol-
che, die Korrosion frdern, drfen nicht verwendet werden.
Blanke, nicht verzinkte Seildrhte werden anschlieend zur Aufrauhung
der Oberflche mit einem Beizmittel (z. B. der Zinkchloridlsung Tego
Roptin) behandelt. Salzsure oder Ltwasser drfen nicht verwendet wer-
den, weil die Gefahr besteht, da Reste des Beizmittels in das Seil eindrin-
gen und dort Korrosion hervorrufen. Der Drahtbesen wird zu maximal 2/3
seiner Lnge in das Beizmittel eingetaucht und anschlieend gut abge-
schttelt oder abgeblasen (Bild 69).
Bild 69: Abblasen des Seilbesens
Dann wird der Drahtbesen des blanken Drahtseiles mit Ltzinn nach
DIN 1707 verzinnt. Die Temperatur des Zinns sollte 280 bis 300 betra-
gen. Eine derartige Verzinnung wird auch bei verzinkten Drhten durchge-
fhrt, die spter mit Tego
VG 3 vergossen werden sollen. Beim Beizen und
Verzinnen mu der Drahtbesen immer nach unten gehalten werden, damit
keine Beizflssigkeit in das Seilinnere flieen kann.
Der Drahtbesen wird nun zurck in die Seilhlse gezogen und am Hlsen-
austritt mechanisch fixiert. Hierdurch wird die korrekte Seillnge einge-
stellt und sichergestellt, da sich der Drahtbesen beim Vergieen nicht
bewegt. Auerdem vermeidet ein Abschlu unterhalb der Seilhlse ein ber-
miges Austreten von Vergumetall beim Vergieen.
57
Die Seilhlse wird nun vorzugsweise in groer Hhe aufgehngt, so da
das Drahtseil vllig gerade aus der Seilhlse heraustritt und in diesem
gestreckten Zustand vergossen werden kann (Bild 70). Bild 71 zeigt ein vor
dem Vergieen nicht ordnungsgem ausgerichtetes Drahtseil.
Vor dem Vergieen wird etwa die 1,5-fache Menge des bentigten
Vergumetalls auf die vorgeschriebene Temperatur gebracht. Die Gie-
temperatur des Vergumetalls richtet sich nach dessen Zusammensetzung.
Bild 72 gibt einen berblick ber die Zusammensetzung in Gewichtspro-
zenten, die Schmelzpunkte bzw. Erstarrungsbereiche und die Vergutem-
peraturen verschiedener gebruchlicher Vergumetalle.
Bild 70: Ausrichtung des Drahtseiles und der Hlse
58
Bild 71: Vergu mit einem nicht ordnungsgem ausgerichteten
Drahtseil und den hieraus resultierenden Folgeschden
Bild 72: Zusammensetzung, Schmelzpunkte und Verarbeitungstemperaturen
gebruchlicher Vergumetalle
max 2,4
-
-
-
-
-
97,5
-
-
-
-
-
-
-
-
99,99
-
-
-
-
-
-
1,4
-
92,6
6,0
-
3,0
3,0
1,6
-
-
-
92,4
-
-
-
0,2
0,3
65,4
-
-
34,0
-
-
73,5
10,0
15,5
(0,2)
1,0
(0,2)
-
-
-
77,0
10,0
10,0
2,0
0,5
0,5
-
-
-
Pb
Sn
Sb
Cd
Cu
As
Zn
Al
Bi
64,0
20,0
14,0
-
2,0
-
-
-
-
2,0
80,0
12,0
-
6,0
-
-
-
-
87,0
13,0
-
-
-
-
-
-
-
32,0
15,0
-
-
-
-
-
-
53,0
242
235-
370
182-
400
183-
400
188-
406
266-
305
319-
419
252 96
125
419 380
Schmelz-
punkt [C]
T
e
g
o
V
G
3
L
g
P
b
S
n
1
0
W
M
2
0
L
g
S
n
8
0
H
a
r
t
b
l
e
i
B
i
-
L
o
t
H
t
t
e
n
-
z
i
n
k
F
e
i
n
z
i
n
k
Z
n
A
l
-
6
C
u
1
Z
n
-
V
e
r
g
.
-
L
e
g
i
e
r
u
n
g
C
d
-
L
e
g
i
e
r
u
n
g
360-
380
450-
480
420-
450
450-
480
450-
480
440-
460
440-
450
420-
450
320-
350
320-
350
Gie-
temp.[C]
59
Beim Vergieen besteht die Gefahr, da das schmelzflssige Vergumetall
beim Kontakt mit der kalten Seilhlse und den Seildrhten schon in den
oberen Zonen der Hlse erstarrt und ein Durchflieen des nachfolgenden
Materials in die unteren Zonen verhindert. Hierdurch knnen Hohlrume
im Vergukegel entstehen, die nicht mit Vergumetall gefllt sind. Daher
wird die Seilhlse vor dem Vergieen mit Hilfe von regelbaren Brennern
(z. B. Gasringbrennern) auf eine Temperatur in Hhe der Schmelztemperatur
des Vergumetalls gebracht (Bild 73).
Bild 73: Vorwrmen der Seilhlse
Die Temperatur sollte mit Hilfe von Thermoelementen oder Thermostiften,
die in bestimmten Temperaturbereichen definierte Farbnderungen vor-
nehmen, berwacht werden.
Nun erfolgt der eigentliche Verguvorgang. Die Vergumasse mu lang-
60
Bild 74: Langsames Eingieen des Vergumetalls
sam und stetig in die Seilhlse eingegossen werden, damit sich keine Luft-
einschlsse bilden knnen (Bild 74). Die Oxydhaut mu zurckgehalten
werden. Bei entsprechend gestaltetem Abschlu unterhalb der Seilhlse
kann hier durch Austritt geringer Mengen des Vergumetalls in den Tlern
zwischen den Auenlitzen des Drahtseiles festgestellt werden, da das
Vergumetall tatschlich bis in den tiefsten Grund der Seilhlse geflossen
ist.
Nach dem Vergieen sollte die Stirnflche des Vergukegels mit einem
Brenner nachgeheizt werden, damit im Kegel keine Lunker entstehen. An-
schlieend kann Vergumetall nachgegossen werden, um das Volumen
aufzufllen und einen sauberen Abschlu zu erzielen.
Zuletzt erfolgt eine Kennzeichnung der Endverbindung durch Einschla-
gen von Schlagzahlen in das Vergumetall. In besonderen Fllen kann ein
Metallstift mit einer entsprechenden Information mit vergossen werden.
Nach dem Erstarren und Abkhlen des Vergumetalls wird der Abbund
61
am Hlsenaustritt entfernt. Der Austritt des Drahtseiles aus der Seilhlse
mu nun erneut sorgfltig konserviert werden. Dies kann durch Aufstrei-
chen oder Eintauchen in ein geeignetes Rostschutz- oder Nachkonservie-
rungsmittel erfolgen.
10.5 Inspektion
Die Seilhlsen sollten bei einer Inspektion, insbesondere im Bereich des
Bgels oder der Gabel, auf Risse untersucht werden. Das Seil ist am Aus-
tritt aus der Hlse auf Drahtbrche oder, insbesondere bei hufig demon-
tierten Abspannseilen von Kranen, auch auf Knicke oder Schlaglngen-
nderungen zu untersuchen. Vereinzelt treten, verursacht durch das Ab-
knicken der Seilhlsen beim Handling, durch Fehlen von Vergumetall in
diesem Bereich oder durch mangelhafte Nachkonservierung, Drahtbrche
unmittelbar an oder auf den ersten Zentimetern innerhalb der Seilhlse
auf. Dieser Bereich mu daher besonders sorgfltig inspiziert werden.
Nach Ablegen des Drahtseiles sollte die Seilhlse vor einer Wiederver-
wendung genauestens auf mechanische Beschdigungen oder mgliche An-
risse untersucht werden.
10.6 Sonderformen
Bei der Verwendung von drehungsfreien Drahtseilen empfiehlt sich hufig
die Anbringung eines Wirbels zwischen Seilendverbindung und Seilfest-
punkt. Die Baulnge des Wirbels geht hierbei der Hubhhe des Hebezeuges
verloren. Hier ist die Verwendung einer Verguhlse mit eingebautem Wir-
bel von Vorteil (Bild 75).
Diese Endverbindung beeintrchtigt die Hubhhe nur unwesentlich und
bietet zudem den Vorteil, da sich der Wirbel immer automatisch in Rich-
tung des Drahtseiles ausrichtet.
Bild 75: Verguhlse mit eingebautem Wirbel
62
10.7 Die Schnabelrollenbirne
Unter gewissen Umstnden mssen Verbindungen von Drahtseilen ber
speziell geformte Seilscheiben oder auf eine Trommel auflaufen knnen.
Ein Beispiel hierfr ist die Seilverbindung mit Hilfe zweier Demag- Schnabel-
rollenbirnen und einem schraubbaren Kettenglied (Bild 76). Eine derartige
Seilverbindung ist dann von Vorteil, wenn eine kurze Seilzone erheblich
frher versagt als die brige Seillnge. In einem solchen Fall mu nicht die
gesamte Seillnge abgelegt werden, sondern lediglich die verschlissene Zone.
Das Ersatzstck wird dann mit der noch intakten Seillnge verschraubt.
Bild 76: Schnabelrollenbirnen mit Kupplung
In einem Zwei- oder Vierseilgreifer beispielsweise verschleit die kurze
Seillnge im Greifer aufgrund hoher Biegewechselzahlen auf relativ klei-
nen Seilscheiben sowie unter der abrasiven Wirkung der Schttgter sehr
schnell. In diesem Fall wird nicht das gesamte Schlieseil, sondern jeweils
nur die kurze Seillnge im Greifer ausgetauscht.
Bild 77 zeigt eine Kopplung von Drahtseilen mit Hilfe von Schnabelrollen-
birnen auf einer Seiltrommel. Damit die Seilverbindung der Krmmung
der Seilscheibe (Schnabelrolle) oder der Trommel folgen kann, mu sie
zum einen von sehr kurzer Baulnge sein, zum anderen eine spezielle Form
aufweisen. Bild 78 zeigt den Schnitt durch eine Schnabelrollenbirne mit
einem Seilschaden am Birnenaustritt. Wie man sieht, ist die Vergulnge
sehr kurz. Dennoch bertragen diese Seilendverbindungen die volle Seil-
bruchkraft.
Schnabelrollenbirnen aus Manganhartstahl verlieren bei berschreiten
der beim Vergieen zulssigen Temperatur aufgrund von Versprdung durch
Zerfall des austenitischen Gefges ihre Festigkeit und drfen dann nicht
wieder verwendet werden. Mit dem Verlust der Festigkeit wird das Metall
stark magnetisch, so da durch eine Prfung der Birne an mehreren Stel-
len mit Hilfe eines Permanentmagneten ihre Wiederverwendbarkeit geprft
werden kann. Verwendet werden drfen Birnen, an denen der Magnet
maximal 30% seiner normalen Haftkraft auf unlegiertem Stahl ausbt.
Schnabelrollenbirnen weisen am Austritt aus der Hlse eine trompeten-
frmige Aufweitung auf. Dieser Bereich wird beim Vergieen zunchst mit
63
Vergumetall gefllt. Beim Lauf ber die Schnabelrolle wird das Drahtseil
genau in dieser Zone stark gebogen. Gleichzeitig wird das Seil in diesem
Moment schlagartig auf einen hheren Rollendurchmesser angehoben. Dies
erzeugt eine zustzliche dynamische Belastung fr die kritische Seilzone.
Hierdurch knnen im Laufe der Zeit Drahtbrche am Birnenaustritt ent-
stehen.
Bild 77: Schnabelrollenbirnen mit Kupplung auf einer Seiltrommel
Bild 78: Schnitt durch eine Schnabelrollenbirne mit Seilschaden
64
Bei jeder Biegung bt das Drahtseil in der trompetenfrmigen Zone gro-
en Druck auf das umgebende Vergumetall aus. Im Laufe der Einsatzzeit
entstehen hierdurch Risse im Metall (Bild 79), bis dieses schlielich infolge
der Keilwirkung in Form von Bruchstcken herausgeschoben wird. Nach
einer gewissen Zeit liegt dann das Drahtseil im Bereich der trompetenfr-
migen Aufweitung vllig frei und ungeschtzt. In einer nach unten hngen-
den Seilbirne kann sich nun im nicht mehr mit Vergumetall gefllten
Bereich Wasser ansammeln. Die freigelegte Seilzone war vor dem Vergie-
en angetzt, nach dem Vergieen aber nicht konserviert worden, weil sie
ja von Vergumetall umschlossen war. Sie wird nun aufgrund von starker
Korrosion und hoher mechanischer Beanspruchung sehr schnell versagen
und mu deshalb besonders beobachtet werden. Bild 80 zeigt eine aufge-
schnittene Schnabelrollenbirne mit einem typischen Versagensbild, Bild
81 ein weiteres Beispiel.
Bild 79: Risse im Vergumetall am Birnenaustritt
Es hat sich als vorteilhaft erwiesen, den trompetenfrmigen Bereich durch
Aufbohren der Seilbirne zumindest teilweise zu beseitigen.
Bei Verwendung von Kunststoffvergumassen werden mit Schnabelrollen-
birnen in der Regel deutlich bessere Ergebnisse erzielt als mit Metallver-
gssen. Zum einen scheinen Kunststoffe die dynamischen Ste besser
abzufangen, zum anderen widerstehen sie offenbar den Beanspruchungen
im Seilaustrittsbereich besser. Auch besteht bei Verwendung von Kunst-
stoffvergumassen nicht die Gefahr der berhitzung der Birne beim Ver-
gieen.
65
Nachteilig ist hingegen, da der Kunststoffvergu nach Ablegen des Draht-
seiles nicht so leicht aus der Birne entfernt werden kann. Whrend der
Metallvergu lediglich wieder verflssigt wird, mu der Kunststoff mecha-
nisch aus der Birne entfernt werden.
Bild 80: Korrosion und Drahtbrche am Birnenaustritt
Bild 81: Korrosion und Drahtbrche am Birnenaustritt
66
11. Der Kunststoffseilvergu
Der Kunststoffseilvergu ist eine sehr zuverlssige und effiziente Seilend-
verbindung. Mit ihm werden im Zerreiversuch die hchsten Bruchkrfte
erzielt, und auch sein Dauerschwingverhalten ist hervorragend. Ein be-
sonderer Vorteil des Kunststoffvergusses gegenber dem Metallvergu be-
steht darin, da er auch auf der Baustelle ohne besondere Hilfsmittel aus-
gefhrt werden kann. Zudem ist die fertige Endverbindung leichter als bei
Verwendung von Vergumetallen.
Der Kunststoffseilvergu bietet sich fr alle Anwendungen an, bei denen
Abminderungen der Seilbruchkraft durch die Endverbindung in der
Dimensionierung der Drahtseile bercksichtigt werden mssen sowie fr
Anwendungen, wo die Endverbindung vor Ort angebracht werden mu.
Als Vergumaterial fr Schnabelrollenbirnen hat der Kunststoff die Metal-
le fast vollstndig verdrngt.
Das Langzeitverhalten der Kunststoffe ist fr Einsatzzeiten von mehr als
10 Jahren noch nicht hinreichend untersucht. Daher ist der Kunststoff-
vergu als Endverbindung fr Abspannseile nicht sehr verbreitet.
11.1 Bruchkraft, Schwingspielzahl und Einsatztemperaturen
Im quasistatischen Zerreiversuch bertragen Seilvergsse mit Kunststoff
die volle Bruchkraft des verwendeten Drahtseiles. Im dynamischen Zug-
schwellversuch erreichen sie die hchsten Schwingspielzahlen aller Seilend-
verbindungen. Der Hersteller von Wirelock
empfielt Einsatztemperaturen
unterhalb 115C.
11.2 Normung
Drahtseilvergsse mit Kunststoffen sind nicht genormt.
11.3 Funktion
Das Drahtseil wird am Ende besenfrmig aufgefchert und in einer Seilhlse
konusfrmig vergossen. Mit zunehmender Belastung zieht sich der Kunst-
stoffkonus tiefer in die Seilhlse hinein und erzeugt somit immer grssere
Klemmkrfte. Die Kraftbertragung vom Drahtseil auf den Kunststoffkonus
erfolgt durch Kraftschlu und Stoffschlu. Die Kraftbertragung zwischen
dem Kunststoffkonus und der Seilhlse erfolgt durch Kraftschlu.
11.4 Montage/ Herstellung
Das Vergumaterial besteht aus einem Kunststoff, in der Regel Polyester-
oder Epoxidharz, einem Hrter und einem Fllstoff. Der Hrter dient der
Vernetzung des Kunststoffes. Der Fllstoff nimmt whrend der Vernetzungs-
reaktion einen Teil der Reaktionswrme auf und verhindert somit eine
berhitzung des Kunststoffkegels und eine anschlieende Ribildung. Er
67
verringert zudem die Schwindung des Vergukegels beim Erkalten und
reduziert die Kosten der Vergumasse. Als Vergumaterial hat sich das
Markenprodukt Wirelock
auf Polyesterbasis besonders bewhrt.
Die Auswahl der Seilhlse, die Vorbereitung und Entfettung des Drahtseil-
besens und das Aufhngen der Hlse erfolgen zunchst, wie unter Punkt
10.4.3 fr den metallischen Seilvergu beschrieben. Eine Reinigung in ei-
nem Ultraschallbad wird empfohlen.
Vor dem Vergieen werden zunchst die bentigten Mengen Kunststoff
und Hrter bereitgestellt. Anschlieend wird das Verfalldatum dieser Ma-
terialien berprft. Einige Komponenten haben ein Verfalldatum von etwa
9 Monaten. Eine Verarbeitung nach Ablauf dieser Zeit ist sehr gefhrlich:
der Vergu knnte lediglich an der Oberflche ausgehrtet sein und spter
im Einsatz unter hherer Belastung versagen.
Die bentigte Kunststoffmenge wird mit der entsprechenden Menge Hr-
ter zusammengeschttet und ber die vorgeschriebene Dauer, in der Regel
2 bis 5 Minuten, verrhrt. Anschlieend erfolgt der eigentliche Vergu-
vorgang.
Die Vergumasse mu langsam und stetig in die Seilhlse eingegossen
werden. Das Eingieen sollte mehrmals unterbrochen werden, um eventu-
ell eingeschlossene Luftblasen entweichen zu lassen. Bei entsprechend ge-
staltetem Abschlu unterhalb der Seilhlse kann hier durch Austritt ge-
ringer Mengen des Kunststoffes in den Tlern zwischen den Auenlitzen
des Drahtseiles festgestellt werden, da das Vergumaterial tatschlich
bis in den tiefsten Grund der Seilhlse geflossen ist.
Zuletzt erfolgt eine Kennzeichnung der Endverbindung durch Einschla-
gen von Schlagzahlen in das Vergumaterial. In besonderen Fllen kann
ein Metallstift oder ein Metallplttchen mit einer entsprechenden Informa-
tion mit vergossen werden.
Nach dem Erstarren und Durchhrten des Kunststoffes nach etwa 30
Minuten wird der Abbund am Hlsenaustritt entfernt. Der Austritt des
Drahtseiles aus der Seilhlse mu nun erneut sorgfltig konserviert wer-
den. Dies kann durch Aufstreichen oder Eintauchen in ein geeignetes Rost-
schutz- oder Nachkonservierungsmittel erfolgen. Nach etwa 1 1/2 Stun-
den knnen Kunststoffvergsse in der Regel mit Last beaufschlagt werden.
11.4.1 Kunststoffvergsse mit Schnabelrollenbirnen
Bei Verwendung von Vergumetallen in Schnabelrollenbirnen platzt im-
mer wieder, wie unter Punkt 10.7 beschrieben, das Vergumaterial am
Birnenaustritt ab. Dies fhrt mit zunehmender Betriebszeit zu Draht-
brchen und Korrosion in diesem Bereich. Bei Kunststoffvergssen tritt
dieses Phnomen aufgrund der hheren Elastizitt des Kunststoffes nicht
auf.
Auch besteht beim Vergieen mit Kunststoffen nicht die Gefahr der ber-
hitzung der Manganhartstahlbirnen, die hierdurch ihre Festigkeit verlie-
ren wrden. Aus diesen Grnden hat beim Einsatz von Schnabelrollenbir-
nen der Kunststoffvergu den Metallvergu fast vollstndig verdrngt.
68
11.4.2 Die Wiederverwendung der Seilhlse
Bei einem erneuten Vergieen einer Seilhlse erweist es sich als nachteilig,
da sich der Kunststoffkegel nur mit groem Aufwand wieder aus der Hl-
se entfernen lt. Whrend der Metallvergu wieder erhitzt werden kann,
bis das Metall aus der Hlse geflossen ist, ist eine Plastifizierung des aus-
gehrteten Kunststoffes mittels Wrme nicht mehr mglich. Der Vergukegel
mu hier mechanisch entfernt werden. Einige Anwender von Kunststoff-
vergssen haben hydraulische Vorrichtungen geschaffen, mit deren Hilfe
sie den Kunststoffkegel aus der Hlse herausdrcken knnen (Bild 82).
11.5 Inspektion
Siehe Punkt 10.5
11.6 Sonderformen
Siehe Punkt 10.6
Bild 82: Mechanisch herausgedrckter Kunststoffvergu
69
12. Ein Wort zu den Preisen
Natrlich spielt auch der Preis bei der Auswahl der Seilendverbindung eine
groe Rolle. So ist beispielsweise eine Aluminiumpreverbindung eine preis-
werte Endverbindung fr kleine Seilnenndurchmesser, ein Splei oder ein
metallischer Seilvergu kann hier ein Vielfaches kosten.
Mit zunehmendem Seilnenndurchmesser nehmen die prozentualen Preis-
unterschiede allerdings ab, und oberhalb eines bestimmten Seilnenndurch-
messers ist der metallische Vergu sogar die preiswerteste Lsung.
Die im folgenden gemachten Aussagen sollen im wesentlichen qualitativ-
verstanden werden. Die Zahlenwerte knnen sich abhngig von der ge-
whlten Endverbindung, vom verwendeten Drahtseil, durch Marktpreisver-
nderungen und durch unterschiedliche Rabattstaffeln verndern.
12.1 Der Preis der Endverbindung fr ein Hubseil
Die durchgezogene Kurve in Bild 83 zeigt das Verhltnis der Preise einer
Aluminiumpreverbindung mit Kausche nach DIN 3091 und eines metal-
lischen Seilvergusses im Abhngigkeit vom Seilnenndurchmesser. Wie man
sieht, ist der Vergu fr ein Seil vom Nenndurchmesser 12mm viermal so
teuer wie die Verpressung. Mit zunehmendem Seilnenndurchmesser nimmt
der prozentuale Unterschied zwar ab, aber fr ein Seil vom Nenndurch-
messer 44mm ist der Vergu immer noch zweimal so teuer wie die Verpres-
sung. Dies ist einer der Grnde, warum gerade beispielsweise bei Serien-
kranen die Aluminiumpreverbindung dem metallischen Seilvergu vor-
gezogen wird.
12.2 Der Preis der Endverbindung fr ein Abspannseil
Whrend bei laufenden Drahtseilen keine Unterschiede hinsichtlich der
Tragkraft zwischen den verschiedenen zur Auswahl stehenden Endverbin-
dungen gemacht werden, mu bei stehenden Seilen, also beispielsweise
bei Abspannseilen von Kranen, der Bruchkraftverlust durch die Endver-
bindung in der Auslegung bercksichtigt werden.
Nach DIN 15018 darf bei einem metallischen Seilvergu oder einem Pol-
ler als Endbefestigung mit 100% der Seilbruchkraft gerechnet werden. Bei
Preklemmen drfen nur 90%, bei Keilendklemmen und Spleien sogar
nur 80% der Seilbruchkraft in Ansatz gebracht werden.
Der Konstrukteur mu daher bei Verwendung von Aluminiumprever-
bindungen, Keilendklemmen oder Spleien den Seildurchmesser vergrs-
sern, um den Bruchkraftverlust durch die Endverbindung zu kompensie-
ren. Durch die Vergrerung des Seildurchmessers steigen aber auch die
Gre, das Gewicht und der Preis der Seilendverbindung.
Die gestrichelte Kurve in Bild 83 zeigt das Verhltnis der Preise von Alu-
miniumpreverbindungen zu metallischen Seilvergssen unter Bercksich-
tigung der Gren- und Preiszunahme im Falle der Preverbindung. Wie
man sieht, ist der Preisunterschied nun nicht mehr so gro, die Alumini-
70
Bild 83: Preisverhltnis Aluminiumverpressung zu Vergu ohne und mit
Bercksichtigung der Zunahme des Seilnenndurchmessers
Bild 84: Preisverhltnis Aluminiumverpressung zu Vergu unter Bercksichtigung
der Zunahme des Seilnenndurchmessers und des Seilpreises
12 24 18 42 30
Seildurchmesser [mm]
P
r
e
i
s
v
e
r
h
l
t
n
i
s
V
e
r
p
r
e
s
s
u
n
g
/
V
e
r
g
u
[
%
]
36 48
80
70
60
50
40
30
20
10
0
0 160 150 140 130 120 110 100 70 60 50 40 30 20 10 90 80
130
120
110
100
90
80
70
60
50
40
30
20
10
0
R
e
l
a
t
i
v
e
r
P
r
e
i
s
A
b
s
p
a
n
n
s
e
i
l
V
e
r
p
r
e
s
s
u
n
g
/
V
e
r
g
u
[
%
]
Seillnge [ m ]
d = 12
d = 24
d = 36
d = 48
71
Bild 85: Seillnge fr Preisgleichheit. Oberhalb der angegebenen Seillngen ist ein
Abspannseil mit metallischem Vergu preiswerter als mit Aluminiumverpressung.
umpreverbindung ist aber immer noch ber das gesamte betrachtete
Durchmesserspektrum die preiswertere Endverbindung.
Nun steigt aber bei Verwendung von Aluminiumpreverbindungen, Keil-
endklemmen und Spleien mit dem Seilnenndurchmesser auch der Meter-
preis des verwendeten Drahtseiles an. Dies bedeutet, da oberhalb einer
gewissen Lnge des Abspannseiles der hhere Drahtseilpreis den Preisvor-
teil der Endverbindung berkompensieren wird.
Bild 84 zeigt das Verhltnis der Preise von Abspannseilen mit Alumini-
umpreverbindungen und metallischen Seilvergssen in Abhngigkeit von
der Seillnge. Ein 5m langes Abspannseil vom Nenndurchmesser 12mm
mit Aluminiumpreverbindung kostet beispielsweise nur 40% des Preises
eines vergleichbaren Seiles mit metallischem Seilvergu. Bei einer Lnge
von 78m sind die beiden Abspannseile aber gleich teuer, und oberhalb
78m ist das Abspannseil mit metallischem Seilvergu preisgnstiger. Mit
zunehmendem Seilnenndurchmesser wird die Preisgleichheit bei immer
krzeren Seillngen erreicht. Fr ein Seil vom Nenndurchmesser 48mm
ist die Aluminiumpreverbindung lediglich bis zu einer Seillnge von 19m
die gnstigere Lsung.
Trgt man die Seillnge, bei der die Abspannseile mit den beiden End-
verbindungen im Preis gleich sind, ber dem Seilnenndurchmesser auf,
ergibt sich interessanterweise ein linearer Zusammenhang (Bild 85).
0 60 6 12 18 24 30 36 42 48 54
10
20
30
40
50
60
70
80
90
100
0
S
e
i
l
l
n
g
e
f
r
P
r
e
i
s
g
l
e
i
c
h
h
e
i
t
[
m
]
Seilnenndurchmesser [ mm ]
Aluminiumpre-
verbindung preiswerter
Metallischer
Vergu preiswerter
72
CASAR DRAHTSEI LWERK SAAR GMBH
Casarstrasse 1 D-66459 Ki rkel
Postfach 187 D-66454 Ki rkel
Verkauf Inland:
Tel.: + 49-(0)6841 / 8091-320
Fax: + 49-(0)6841 / 8091-329
E-mail: verkauf.deutschland@casar.de
Verkauf Export:
Tel.: + 49-(0)6841 / 8091-350
Fax: + 49-(0)6841 / 8091-359
E-mail: sales.export@casar.de
http://www.casar.de
Das könnte Ihnen auch gefallen
- Facharbeit 07.03Dokument15 SeitenFacharbeit 07.03ColinNoch keine Bewertungen
- Grundlagen HochfrequenztechnikDokument216 SeitenGrundlagen HochfrequenztechnikAnonymous XWgPMxBNoch keine Bewertungen
- Schrauben BerechnungDokument26 SeitenSchrauben BerechnungEng_2014Noch keine Bewertungen
- BTI 08 Stahl - Verbundbau Nach DIN 18800Dokument140 SeitenBTI 08 Stahl - Verbundbau Nach DIN 18800sehmedia100% (1)
- Hoch Und Höchstfrequenz Halbleiterschaltungen - Prof - ThummDokument191 SeitenHoch Und Höchstfrequenz Halbleiterschaltungen - Prof - ThummTho RaNoch keine Bewertungen
- QCM DissDokument178 SeitenQCM DissmaxaschenbrennerNoch keine Bewertungen
- Grundlagen Der StrömungslehreDokument249 SeitenGrundlagen Der StrömungslehreWerner WahanikNoch keine Bewertungen
- Uebungsaufgabe Drehen1Dokument12 SeitenUebungsaufgabe Drehen1Nedret BajramovicNoch keine Bewertungen
- 315 Gleichungen-FertigungstechnikDokument2 Seiten315 Gleichungen-FertigungstechnikNedret BajramovicNoch keine Bewertungen
- Bigli Migli Amigurumi DeutschDokument3 SeitenBigli Migli Amigurumi DeutschAndrea HempelNoch keine Bewertungen
- Verreet Mehrlagen deDokument32 SeitenVerreet Mehrlagen devejnik07Noch keine Bewertungen
- Innovative Seiltrommelkonstruktionen fБr die Mehrlagenwicklung mit FaserseilenDokument16 SeitenInnovative Seiltrommelkonstruktionen fБr die Mehrlagenwicklung mit Faserseilendroessaert_stijnNoch keine Bewertungen
- Schäkel - Green PinDokument40 SeitenSchäkel - Green PinNIENoch keine Bewertungen
- SeilrollenDokument15 SeitenSeilrollenEcham HamidNoch keine Bewertungen
- Bauanleitung Scheibengenerator 3KWDokument21 SeitenBauanleitung Scheibengenerator 3KWW burNoch keine Bewertungen
- Anti GravitationDokument12 SeitenAnti GravitationMartin WolframNoch keine Bewertungen
- KL2 Ha1Dokument5 SeitenKL2 Ha1e210505030Noch keine Bewertungen
- TruS D 8100Dokument110 SeitenTruS D 8100RooKI31Noch keine Bewertungen
- Ins KSL KSLTDokument12 SeitenIns KSL KSLTkaniappan sakthivelNoch keine Bewertungen
- Bro Prototyping deDokument10 SeitenBro Prototyping detytyNoch keine Bewertungen
- KR Quantec: Montage - Und BetriebsanleitungDokument8 SeitenKR Quantec: Montage - Und BetriebsanleitungcabecavilNoch keine Bewertungen
- Moto - Wartung Und KettenverbindungeDokument23 SeitenMoto - Wartung Und Kettenverbindungeminituner 1Noch keine Bewertungen
- (Dr.-Ing. Dr.h.c. Waldemar Steinhilper, Dr.-Ing. R PDFDokument455 Seiten(Dr.-Ing. Dr.h.c. Waldemar Steinhilper, Dr.-Ing. R PDFcataice100% (1)
- Seil-Endverbindungen BEI: PersonenseilbahnenDokument11 SeitenSeil-Endverbindungen BEI: PersonenseilbahnenHubert AgererNoch keine Bewertungen
- Informe de ManuarDokument47 SeitenInforme de Manuarjose luisNoch keine Bewertungen
- BA 269283 Drahtseilklemme de enDokument15 SeitenBA 269283 Drahtseilklemme de enlub007Noch keine Bewertungen
- 5 Kohlebuersten Technischer Leitfaden Mersen - 01 PDFDokument40 Seiten5 Kohlebuersten Technischer Leitfaden Mersen - 01 PDFTorsten BöhmNoch keine Bewertungen
- Bölhoff Aktuell 27-Sichern Von SchraubenverbindungenDokument16 SeitenBölhoff Aktuell 27-Sichern Von Schraubenverbindungenpeter34567Noch keine Bewertungen
- KR Quantec: Montage - Und BetriebsanleitungDokument10 SeitenKR Quantec: Montage - Und BetriebsanleitungcabecavilNoch keine Bewertungen
- SeilkundeDokument116 SeitenSeilkundeNachtigallerNoch keine Bewertungen
- Aufzugseile Elevator Ropes deDokument40 SeitenAufzugseile Elevator Ropes deAdnan VejzovicNoch keine Bewertungen
- KR Quantec: Montage - Und BetriebsanleitungDokument10 SeitenKR Quantec: Montage - Und BetriebsanleitungcabecavilNoch keine Bewertungen
- KR Quantec: Montage - Und BetriebsanleitungDokument11 SeitenKR Quantec: Montage - Und BetriebsanleitungcabecavilNoch keine Bewertungen
- KR Quantec: Montage - Und BetriebsanleitungDokument12 SeitenKR Quantec: Montage - Und BetriebsanleitungcabecavilNoch keine Bewertungen
- Statics of Vierendeel GirderDokument23 SeitenStatics of Vierendeel GirderkyleNoch keine Bewertungen
- MW PDFDokument43 SeitenMW PDFXabi AlonsoNoch keine Bewertungen
- Wilo 454159Dokument88 SeitenWilo 454159Dado AliNoch keine Bewertungen
- Anleitung DachrinneDokument4 SeitenAnleitung DachrinneMatjaž FerencNoch keine Bewertungen
- Bodan PDFDokument15 SeitenBodan PDFBuliga Andrei ClaudiuNoch keine Bewertungen
- Etg 5 07Dokument5 SeitenEtg 5 07Naga RajNoch keine Bewertungen
- Mastertig Ac/DcDokument21 SeitenMastertig Ac/DcGC GeofNoch keine Bewertungen
- Pressklemmen - OvalDokument7 SeitenPressklemmen - OvalPVFS PVFSNoch keine Bewertungen
- Auslegung Von Flanschverbindungen Bei WEADokument19 SeitenAuslegung Von Flanschverbindungen Bei WEAharrytieschNoch keine Bewertungen
- Schenk HalbleiterbauelementeDokument172 SeitenSchenk HalbleiterbauelementequantumflightNoch keine Bewertungen
- Drahtbonden 2012Dokument10 SeitenDrahtbonden 2012yangyaqing121Noch keine Bewertungen
- ECO Stripper ManualDokument20 SeitenECO Stripper ManualFloorkitNoch keine Bewertungen
- 33kV Surge ArrestorDokument10 Seiten33kV Surge Arrestorhaydar.gureliNoch keine Bewertungen
- Fuegen Schraub Niet KlemmenverbindungenDokument16 SeitenFuegen Schraub Niet KlemmenverbindungenEng_2014100% (1)
- Silke Schönherr: Institut Für Fördertechnik Und Logistik Universität StuttgartDokument175 SeitenSilke Schönherr: Institut Für Fördertechnik Und Logistik Universität Stuttgartcudalb georgeNoch keine Bewertungen
- (DIN 743-1-2012-12) - Tragfähigkeitsberechnung Von Wellen Und Achsen - Teil 1 - GrundlagenDokument25 Seiten(DIN 743-1-2012-12) - Tragfähigkeitsberechnung Von Wellen Und Achsen - Teil 1 - GrundlagenAriel AnnaNoch keine Bewertungen
- Predavanje-3 AnsDokument20 SeitenPredavanje-3 Ansbraca007Noch keine Bewertungen
- ST Motor Cable Reels DZKDDokument38 SeitenST Motor Cable Reels DZKDYigit SarıkayaNoch keine Bewertungen
- Cori MesstechnikDokument30 SeitenCori MesstechnikTimoMarx0% (1)
- 2m 70cm Fensterquad 1-2Dokument5 Seiten2m 70cm Fensterquad 1-2Bernd WildnerNoch keine Bewertungen
- Dropper Clamps: Zum Inhaltsverzeichnis Table of KeywordsDokument2 SeitenDropper Clamps: Zum Inhaltsverzeichnis Table of KeywordsramsesiNoch keine Bewertungen
- 014 LHS225 14 SPRDokument113 Seiten014 LHS225 14 SPRDawid GNoch keine Bewertungen
- Boellhoff BoutenDokument110 SeitenBoellhoff BoutenvanratingenNoch keine Bewertungen
- Technische Beschreibung KederschienenDokument15 SeitenTechnische Beschreibung KederschienenAlijihad2001aoNoch keine Bewertungen
- Umformtechnik Ermittlung Des ReibwertesDokument17 SeitenUmformtechnik Ermittlung Des Reibwertessmirni06Noch keine Bewertungen
- Ettemeyer & Olbrich: "Konstruktionselemente" (Chapter 6)Dokument25 SeitenEttemeyer & Olbrich: "Konstruktionselemente" (Chapter 6)Čika BrkoNoch keine Bewertungen
- 6 AsynchronmaschineDokument85 Seiten6 AsynchronmaschineInes RouisNoch keine Bewertungen
- Richtig nähen mit Overlock- und Coverlock-MaschinenVon EverandRichtig nähen mit Overlock- und Coverlock-MaschinenNoch keine Bewertungen
- 304 Fms - Transilon Transportband Berechnung - de PDFDokument16 Seiten304 Fms - Transilon Transportband Berechnung - de PDFNedret BajramovicNoch keine Bewertungen
- Tiefziehen PrezentacijaDokument11 SeitenTiefziehen PrezentacijaNedret BajramovicNoch keine Bewertungen
- Trennen (Zerteilen Spanen Abtragen Thermisches Schneiden)Dokument152 SeitenTrennen (Zerteilen Spanen Abtragen Thermisches Schneiden)Nedret Bajramovic100% (1)
- TP III CNC AufgabenDokument25 SeitenTP III CNC AufgabenNedret BajramovicNoch keine Bewertungen
- Skript Cnc-Programmierung 20013 14Dokument34 SeitenSkript Cnc-Programmierung 20013 14Nedret BajramovicNoch keine Bewertungen
- Sinumerik810820Turn Priručnik (Njemački)Dokument90 SeitenSinumerik810820Turn Priručnik (Njemački)Nedret BajramovicNoch keine Bewertungen
- LEICA CAMERA Deutschland GMBH - Preisliste Gültig Ab 15 08 2021 PDFDokument3 SeitenLEICA CAMERA Deutschland GMBH - Preisliste Gültig Ab 15 08 2021 PDFGoran ŽurićNoch keine Bewertungen
- Build Your Own Negative Voltage RegulatorDokument10 SeitenBuild Your Own Negative Voltage RegulatormukhtarsafarofffNoch keine Bewertungen
- br70 Regner BauanleitungDokument17 Seitenbr70 Regner BauanleitungwpandyrNoch keine Bewertungen
- Frohe Ostern Din A5 Buchlein Arbeitsblatter Leseverstandnis Liedtexte - WDokument5 SeitenFrohe Ostern Din A5 Buchlein Arbeitsblatter Leseverstandnis Liedtexte - WiuliandurdureanuNoch keine Bewertungen
- Modul A3 - Teil 1 VertriebDokument20 SeitenModul A3 - Teil 1 VertriebPaulo Alejandro Iturralde SolísNoch keine Bewertungen
- Om 904 La PDFDokument4 SeitenOm 904 La PDFLeonardo Simões100% (1)
- FE SortenDokument17 SeitenFE SortenBruno PenaNoch keine Bewertungen
- 46 Upfit Kostenloser Ernaehrungsplan Abnehmen Frauen 1000Dokument10 Seiten46 Upfit Kostenloser Ernaehrungsplan Abnehmen Frauen 1000Roxana PaulNoch keine Bewertungen