Das könnte Ihnen auch gefallen
- Autodesk Inventor | Schritt für Schritt: CAD Konstruktion und FEM Simulation mit Autodesk Inventor für EinsteigerVon EverandAutodesk Inventor | Schritt für Schritt: CAD Konstruktion und FEM Simulation mit Autodesk Inventor für EinsteigerNoch keine Bewertungen
- Duden Ratgeber – Technische Dokumentation: Verständliche Texte für Produkte erstellen und gestaltenVon EverandDuden Ratgeber – Technische Dokumentation: Verständliche Texte für Produkte erstellen und gestaltenNoch keine Bewertungen
- Werkstofftechnik Für ElektroberufeDokument20 SeitenWerkstofftechnik Für ElektroberufeSamKariNoch keine Bewertungen
- 2012-01-02 - StudO MBB RK OnlinefassungDokument78 Seiten2012-01-02 - StudO MBB RK OnlinefassungSergey ShkapovNoch keine Bewertungen
- V-Fertigungstechnik I Lehramt ss2009 PDFDokument333 SeitenV-Fertigungstechnik I Lehramt ss2009 PDFmakanakiliNoch keine Bewertungen
- Peter Köhler (Ed.) - CAD-Praktikum Für Den Maschinen - Und Anlagenbau Mit PTC Creo-Springer Vieweg (2016)Dokument384 SeitenPeter Köhler (Ed.) - CAD-Praktikum Für Den Maschinen - Und Anlagenbau Mit PTC Creo-Springer Vieweg (2016)Reza SadeghiNoch keine Bewertungen
- Werk Ze Ug Kon Struk TionDokument65 SeitenWerk Ze Ug Kon Struk TionRodolfo GarciaNoch keine Bewertungen
- Turbulent ScriptDokument150 SeitenTurbulent ScriptTianhan LiuNoch keine Bewertungen
- Kapitel 4 Und 5 Zweiter Hauptsatz Der Thermodynamik Und ExergieDokument9 SeitenKapitel 4 Und 5 Zweiter Hauptsatz Der Thermodynamik Und ExergieAsad ShafiqNoch keine Bewertungen
- 3539 PDFDokument26 Seiten3539 PDFyraju88Noch keine Bewertungen
- Vorlesung 1Dokument57 SeitenVorlesung 1karlmei52Noch keine Bewertungen
- Maschinenbautechnik Prueferkatalog PDFDokument95 SeitenMaschinenbautechnik Prueferkatalog PDFHussein JomaaNoch keine Bewertungen
- StudienplanDokument31 SeitenStudienplanAndrea Dwight CostanzoNoch keine Bewertungen
- Rechenbuch Metall L Sungen 33 Auflage PDFDokument2 SeitenRechenbuch Metall L Sungen 33 Auflage PDFjeremyweingart184Noch keine Bewertungen
- Metalltechnik: Grundwissen Lernfelder 1 - 4Dokument34 SeitenMetalltechnik: Grundwissen Lernfelder 1 - 4Antonio SchiavoneNoch keine Bewertungen
- Technische Mechanik 1 Bis 3Dokument253 SeitenTechnische Mechanik 1 Bis 3Mohamed MahjoubiNoch keine Bewertungen
- 1590 PDFDokument24 Seiten1590 PDFHussein JomaaNoch keine Bewertungen
- Handbuch RohrleitungsbauDokument30 SeitenHandbuch RohrleitungsbauMichal KowalczykNoch keine Bewertungen
- Tief BauDokument83 SeitenTief BauPetar ZivanovicNoch keine Bewertungen
- MSc-Maschinenbau-Modulhandbuch Stand Gueltig Ab 20141001Dokument939 SeitenMSc-Maschinenbau-Modulhandbuch Stand Gueltig Ab 20141001BVBGullyNoch keine Bewertungen
- Sandwich FEMDokument135 SeitenSandwich FEMJules NanaNoch keine Bewertungen
- PneumatikDokument37 SeitenPneumatikselimNoch keine Bewertungen
- Pneumatik - GrundlagenDokument207 SeitenPneumatik - GrundlagenSten S.Noch keine Bewertungen
- DEUTSCH MASSIVUMFORMUNG Massivumformung Kurz Und BündigDokument164 SeitenDEUTSCH MASSIVUMFORMUNG Massivumformung Kurz Und Bündigth34560Noch keine Bewertungen
- Konstruktion Theorie 1Dokument149 SeitenKonstruktion Theorie 1Nguyen TranNoch keine Bewertungen
- Bedienungsanleitung D0224 D0226Dokument52 SeitenBedienungsanleitung D0224 D0226liewertNoch keine Bewertungen
- Tabellenbuch Metall: Europa-Fachbuchreihe Für MetallberufeDokument20 SeitenTabellenbuch Metall: Europa-Fachbuchreihe Für MetallberufereinsergejNoch keine Bewertungen
- Lean ManagementDokument401 SeitenLean ManagementMikaella FordNoch keine Bewertungen
- Skiptum Elektrotechnik - Fluidtechnik KMS 1Dokument48 SeitenSkiptum Elektrotechnik - Fluidtechnik KMS 1Gezim KryeziuNoch keine Bewertungen
- Inhalt Digital: WWW - Europathek.deDokument20 SeitenInhalt Digital: WWW - Europathek.dealadindejNoch keine Bewertungen
- 978 3 540 32512 3Dokument629 Seiten978 3 540 32512 3Renjith Singh100% (1)
- KMK Maschbau 2004 WiSe14-15 - HannoverDokument66 SeitenKMK Maschbau 2004 WiSe14-15 - HannoverLaura FonsecaNoch keine Bewertungen
- Thermodynamik SkriptDokument86 SeitenThermodynamik SkriptAndrés LizcanoNoch keine Bewertungen
- Druck Ver Lust TestDokument8 SeitenDruck Ver Lust TestsinasayedanaNoch keine Bewertungen
- Schmid - Chemie Für MaschinenbauDokument95 SeitenSchmid - Chemie Für Maschinenbausense6969Noch keine Bewertungen
- Formelsammlung Technische MechanikDokument15 SeitenFormelsammlung Technische MechanikJugoslav BosanacNoch keine Bewertungen
- 1981 Book VorrichtungsbauDokument193 Seiten1981 Book VorrichtungsbauJohn BrownNoch keine Bewertungen
- Zapremine I PovrsineDokument171 SeitenZapremine I Povrsineamra2be2i2Noch keine Bewertungen
- Dehn BlitzschutzplanerDokument322 SeitenDehn BlitzschutzplanerArmin & Anita LeinerNoch keine Bewertungen
- CAE-Methoden in Der Fahrzeugtechnik PDFDokument359 SeitenCAE-Methoden in Der Fahrzeugtechnik PDFdoan quangNoch keine Bewertungen
- HANDOUTDokument2 SeitenHANDOUTapi-25967053Noch keine Bewertungen
- Zulässige Spannungen Für Achsen Und WellenDokument1 SeiteZulässige Spannungen Für Achsen Und Wellensalkan_rahmanovic810100% (1)
- TMIII SkriptDokument70 SeitenTMIII SkriptRandy00000Noch keine Bewertungen
- Entwicklung Eines Pruefstands Fuer FreilaeufeDokument419 SeitenEntwicklung Eines Pruefstands Fuer FreilaeufeAramisNoch keine Bewertungen
- Inhalt Digital: WWW - Europathek.deDokument20 SeitenInhalt Digital: WWW - Europathek.dealadindejNoch keine Bewertungen
- Tabellenbuch Für ZerspantechnikDokument21 SeitenTabellenbuch Für ZerspantechnikDkkđk Dkjs50% (2)
- Achtung!Dokument3 SeitenAchtung!aladindejNoch keine Bewertungen
- BlechbiegenDokument18 SeitenBlechbiegenbeneNoch keine Bewertungen
- Tabellenbuch Für ZerspantechnikDokument24 SeitenTabellenbuch Für ZerspantechnikStephan MNoch keine Bewertungen
- Zusammenfassung Fertigung PudigDokument41 SeitenZusammenfassung Fertigung PudigHeiko67% (3)
- Metalltechnologie 2014 PDFDokument31 SeitenMetalltechnologie 2014 PDFdomagoj999Noch keine Bewertungen
- Handbuch Edition 06 09Dokument238 SeitenHandbuch Edition 06 09Khazar HayatNoch keine Bewertungen
- (Dr.-Ing. Habil. Ernst R. G. Eckert (Auth.) ) Einfà (Bokos-Z1)Dokument331 Seiten(Dr.-Ing. Habil. Ernst R. G. Eckert (Auth.) ) Einfà (Bokos-Z1)Anonymous lHiaDxlpkxNoch keine Bewertungen
- 5d2c45eb774c3 E163 BergbautechnologeDokument162 Seiten5d2c45eb774c3 E163 BergbautechnologeSzilardNoch keine Bewertungen
- CNC-Technik in Der Aus - Und WeiterbildungDokument20 SeitenCNC-Technik in Der Aus - Und WeiterbildungtetuthegreatNoch keine Bewertungen
- Maschinenbau in Zahl Und Bild 2019Dokument44 SeitenMaschinenbau in Zahl Und Bild 2019Dirt FilterNoch keine Bewertungen
- TM1 SkriptDokument109 SeitenTM1 Skriptkarl_eisenkolbNoch keine Bewertungen
- KIT Maschinenbau BA MADokument44 SeitenKIT Maschinenbau BA MAAaditya PrasadNoch keine Bewertungen
- Logistische Kennzahlensysteme: Unter besonderer Berücksichtigung von NachhaltigkeitVon EverandLogistische Kennzahlensysteme: Unter besonderer Berücksichtigung von NachhaltigkeitNoch keine Bewertungen
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- Schüco AWS 50 / AWS 60: Aluminium-FenstersystemDokument4 SeitenSchüco AWS 50 / AWS 60: Aluminium-FenstersystembeneNoch keine Bewertungen
- Kat EdDokument8 SeitenKat EdbeneNoch keine Bewertungen
- Exv de TDDokument14 SeitenExv de TDbeneNoch keine Bewertungen
- Vab 0413 de EditDokument4 SeitenVab 0413 de EditbeneNoch keine Bewertungen
- Kat WaedDokument3 SeitenKat WaedbeneNoch keine Bewertungen
- 9 Geberit Mapress C-StahlDokument55 Seiten9 Geberit Mapress C-StahlbeneNoch keine Bewertungen
- Hakenschlüssel: D D L BDokument1 SeiteHakenschlüssel: D D L BbeneNoch keine Bewertungen
- Kat KPDokument4 SeitenKat KPbeneNoch keine Bewertungen
- Fensterluefter SonoslotDokument7 SeitenFensterluefter SonoslotbeneNoch keine Bewertungen
- DS 22120 0008 deDokument2 SeitenDS 22120 0008 debeneNoch keine Bewertungen
- Rastbolzen FestigkeitDokument2 SeitenRastbolzen FestigkeitbeneNoch keine Bewertungen
- Rastbolzen: Mit Langem Knopf, Mit Und Ohne RastsperreDokument1 SeiteRastbolzen: Mit Langem Knopf, Mit Und Ohne RastsperrebeneNoch keine Bewertungen
- Rohre 3 1 2 1010 DEDokument3 SeitenRohre 3 1 2 1010 DEbeneNoch keine Bewertungen
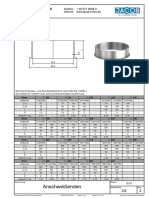
- Anschweissende 3 2 2 1020 DEDokument1 SeiteAnschweissende 3 2 2 1020 DEbeneNoch keine Bewertungen
- Universitätsklinik Für Anaesthesie Und AllgemDokument55 SeitenUniversitätsklinik Für Anaesthesie Und AllgemNicolas CasanovaNoch keine Bewertungen
- Telefonschaltkonferenz Der Bundeskanzlerin Mit Den Regierungschefinnen Und Regierungschefs Der Länder Am 15. April 2020Dokument11 SeitenTelefonschaltkonferenz Der Bundeskanzlerin Mit Den Regierungschefinnen Und Regierungschefs Der Länder Am 15. April 2020api-507766258Noch keine Bewertungen
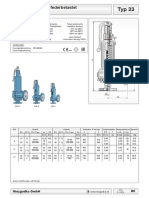
- Typ 033 DB PDFDokument4 SeitenTyp 033 DB PDFbeneNoch keine Bewertungen
- Uebergangsstuecke 6 7 0 1280 DEDokument1 SeiteUebergangsstuecke 6 7 0 1280 DEbeneNoch keine Bewertungen
- Typ 031 TD PDFDokument27 SeitenTyp 031 TD PDFbeneNoch keine Bewertungen
- 2020 03 26 deDokument8 Seiten2020 03 26 debeneNoch keine Bewertungen
- STK Verordnung 24.04.2020Dokument11 SeitenSTK Verordnung 24.04.2020beneNoch keine Bewertungen
- CoronaVO Fassung Ab 04-05-2020 PDFDokument16 SeitenCoronaVO Fassung Ab 04-05-2020 PDFbeneNoch keine Bewertungen
- CoronaVO Fassung Ab 04-05-2020 PDFDokument16 SeitenCoronaVO Fassung Ab 04-05-2020 PDFbeneNoch keine Bewertungen
- CoronaVO Fassung Ab 06-05-2020Dokument20 SeitenCoronaVO Fassung Ab 06-05-2020beneNoch keine Bewertungen
- Werkstoffdatenblatt 10718 11smnpb30cDokument1 SeiteWerkstoffdatenblatt 10718 11smnpb30cbeneNoch keine Bewertungen
- Bugeldkatalog TabelleDokument2 SeitenBugeldkatalog TabellebeneNoch keine Bewertungen
- 2020-03-19 Dashboard Corona 1203Dokument1 Seite2020-03-19 Dashboard Corona 1203beneNoch keine Bewertungen
- 583 S 2Dokument1 Seite583 S 2beneNoch keine Bewertungen
- Hager FI-LS 4polig 6ka 10ka deDokument36 SeitenHager FI-LS 4polig 6ka 10ka debeneNoch keine Bewertungen
- 5334 SDokument1 Seite5334 SbeneNoch keine Bewertungen
- Pam Technischer Katalog Wasser Cijevi I FazoniDokument81 SeitenPam Technischer Katalog Wasser Cijevi I FazoniAnonymous MIshTFVaNoch keine Bewertungen
- Ceramill Sintron Multi INT V1Dokument80 SeitenCeramill Sintron Multi INT V1Mario MlinarićNoch keine Bewertungen
- Fert Kap 1 U 2Dokument40 SeitenFert Kap 1 U 2prophecusNoch keine Bewertungen
- DIN EN ISO 3015-1 - Tubing ClampDokument12 SeitenDIN EN ISO 3015-1 - Tubing Clampkannan sNoch keine Bewertungen
- Mechanical Engineering University Frankfurt Applied SciencesDokument7 SeitenMechanical Engineering University Frankfurt Applied SciencesFDS_03Noch keine Bewertungen
- GS 96002-3 Resistance Spot Welding of Steels - TestingDokument5 SeitenGS 96002-3 Resistance Spot Welding of Steels - TestingTaofiq AbiolaNoch keine Bewertungen
- Allgemeine Grundsätze: Ausgabe/Edition 1999-06Dokument17 SeitenAllgemeine Grundsätze: Ausgabe/Edition 1999-06EdAlm100% (1)
- Reca Sadrzaj Standard Iso...Dokument3 SeitenReca Sadrzaj Standard Iso...acarisimovicNoch keine Bewertungen
- Johannsen O. 1910Dokument4 SeitenJohannsen O. 1910Donald B. Wagner100% (1)
- Die Chronologie Der Altesten BR - Oscar MonteliusDokument259 SeitenDie Chronologie Der Altesten BR - Oscar MonteliuselfifdNoch keine Bewertungen
- Makale OdevDokument3 SeitenMakale Odevmehmet46933Noch keine Bewertungen