Das könnte Ihnen auch gefallen
- RecyCarb: Ganzheitliche verfahrenstechnische Betrachtung und prozessbegleitendes Monitoring von Qualitätsparametern bei der Aufbereitung von Carbonfaserabfällen und deren hochwertigen Wiedereinsatz in textilen Flächengebilden als Basismaterial für Faserverbundwerkstoffe der ZukunftVon EverandRecyCarb: Ganzheitliche verfahrenstechnische Betrachtung und prozessbegleitendes Monitoring von Qualitätsparametern bei der Aufbereitung von Carbonfaserabfällen und deren hochwertigen Wiedereinsatz in textilen Flächengebilden als Basismaterial für Faserverbundwerkstoffe der ZukunftNoch keine Bewertungen
- EP2145848A1Dokument14 SeitenEP2145848A1Sanjay SharmaNoch keine Bewertungen
- Entwicklung von Faser-Metall-Laminaten aus Hybridtextilien (FibMet): Schlussbericht zu IGF-Vorhaben Nr. 19300 N : Berichtszeitraum: 01.02.2017-31.07.2019Von EverandEntwicklung von Faser-Metall-Laminaten aus Hybridtextilien (FibMet): Schlussbericht zu IGF-Vorhaben Nr. 19300 N : Berichtszeitraum: 01.02.2017-31.07.2019Noch keine Bewertungen
- EP3557735B1Dokument13 SeitenEP3557735B1YahiaNoch keine Bewertungen
- Der HPLC-Experte II: So nutze ich meine HPLC / UHPLC optimal!Von EverandDer HPLC-Experte II: So nutze ich meine HPLC / UHPLC optimal!Bewertung: 4 von 5 Sternen4/5 (1)
- 2011 - 07 - 05 - Abpacken in Flexiblen VerpackungenDokument12 Seiten2011 - 07 - 05 - Abpacken in Flexiblen VerpackungenR.N. VerpackungNoch keine Bewertungen
- EP3377779B1Dokument23 SeitenEP3377779B1Götz ThomasNoch keine Bewertungen
- Verfahren Und Vorrichtung Zur WirbelschichtsprühgranulationDokument10 SeitenVerfahren Und Vorrichtung Zur Wirbelschichtsprühgranulationxiaodanyao1989Noch keine Bewertungen
- DE69916360T3Dokument8 SeitenDE69916360T3Pau BarocioNoch keine Bewertungen
- EP1688654B1Dokument18 SeitenEP1688654B1asen tsaiNoch keine Bewertungen
- PP Patente - Rafael Ribeiro ClaudinoDokument28 SeitenPP Patente - Rafael Ribeiro ClaudinorafaelNoch keine Bewertungen
- Ep3075504b1 PDFDokument13 SeitenEp3075504b1 PDFJosef OttNoch keine Bewertungen
- 12 Hydrofuegen Moeglichkeiten Und Grenzen Bei Den Verfahrens Kombinationen Hydroformen Und Clinchen Stanznieten 2001Dokument6 Seiten12 Hydrofuegen Moeglichkeiten Und Grenzen Bei Den Verfahrens Kombinationen Hydroformen Und Clinchen Stanznieten 2001KillgusNoch keine Bewertungen
- Buch EndfertigungDokument18 SeitenBuch EndfertigungSorin PaunescuNoch keine Bewertungen
- De2536333 (A1)Dokument32 SeitenDe2536333 (A1)Gabriel PhilippiNoch keine Bewertungen
- EP12714922NWB1Dokument10 SeitenEP12714922NWB1meiza jolandaNoch keine Bewertungen
- Ocp5 (Deu) 2924.510.03Dokument21 SeitenOcp5 (Deu) 2924.510.03hexladenNoch keine Bewertungen
- EP3507580B1Dokument17 SeitenEP3507580B1dip_gautamNoch keine Bewertungen
- De102005048930b4 PDFDokument14 SeitenDe102005048930b4 PDFJosef OttNoch keine Bewertungen
- DE102018001770A1Dokument19 SeitenDE102018001770A1Morena SlpNoch keine Bewertungen
- DE102015112984A1Dokument10 SeitenDE102015112984A1MahnooshNoch keine Bewertungen
- EP2409306B1Dokument8 SeitenEP2409306B1jasta 11Noch keine Bewertungen
- EP1704929B1Dokument12 SeitenEP1704929B1Syazwan AceNoch keine Bewertungen
- DE102011084990A1Dokument8 SeitenDE102011084990A1MahnooshNoch keine Bewertungen
- DE102006009765B4Dokument9 SeitenDE102006009765B4murtazaNoch keine Bewertungen
- EP2143299B1Dokument28 SeitenEP2143299B1Morena SlpNoch keine Bewertungen
- Umformtechnik Ermittlung Des ReibwertesDokument17 SeitenUmformtechnik Ermittlung Des Reibwertessmirni06Noch keine Bewertungen
- SC Her Schneid enDokument4 SeitenSC Her Schneid enHolz FußNoch keine Bewertungen
- EP2551565A1Dokument49 SeitenEP2551565A1asen tsaiNoch keine Bewertungen
- E 301 PDFDokument69 SeitenE 301 PDFZoltan Pinter100% (1)
- DE202016102385U1Dokument18 SeitenDE202016102385U1hoang lam tranNoch keine Bewertungen
- EP0802080A2 угловой профильDokument7 SeitenEP0802080A2 угловой профильbkuwer88Noch keine Bewertungen
- DE102014211687A1Dokument13 SeitenDE102014211687A1Morena SlpNoch keine Bewertungen
- Laborbericht PGA Mittels SiebungDokument33 SeitenLaborbericht PGA Mittels SiebungyogolainNoch keine Bewertungen
- Livo - Statischer NachweisDokument18 SeitenLivo - Statischer NachweisMai Hà ThanhNoch keine Bewertungen
- Cori MesstechnikDokument30 SeitenCori MesstechnikTimoMarx0% (1)
- MEMMINGER-IRO Seitengatter:: Individuelle SpulenaufnahmeDokument12 SeitenMEMMINGER-IRO Seitengatter:: Individuelle SpulenaufnahmecobaNoch keine Bewertungen
- EP0917518B1Dokument18 SeitenEP0917518B1cheikhou oumar BaldeNoch keine Bewertungen
- EP3734997A1Dokument12 SeitenEP3734997A1Morena SlpNoch keine Bewertungen
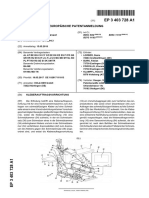
- EP3403728A1Dokument10 SeitenEP3403728A1liwenmaoNoch keine Bewertungen
- Ba Zusatz Csa-Wj d20201027Dokument12 SeitenBa Zusatz Csa-Wj d20201027Agustin MantegazzaNoch keine Bewertungen
- Weiterentwicklung Des Aerosol Jet DruckverfahrensDokument7 SeitenWeiterentwicklung Des Aerosol Jet DruckverfahrensDalias Towouo WotchuengNoch keine Bewertungen
- 专利EP3517929B1Dokument16 Seiten专利EP3517929B11209659824Noch keine Bewertungen
- Aktuelles Bemessungsverfahren ElastomerlagerDokument14 SeitenAktuelles Bemessungsverfahren Elastomerlagermocker1987Noch keine Bewertungen
- KL2 Ha1Dokument5 SeitenKL2 Ha1e210505030Noch keine Bewertungen
- AA-0328 Schälwiderstand Von Klebebändern 2021-10Dokument20 SeitenAA-0328 Schälwiderstand Von Klebebändern 2021-10Jung Hwa Cho100% (1)
- Technische Beschreibung KederschienenDokument15 SeitenTechnische Beschreibung KederschienenAlijihad2001aoNoch keine Bewertungen
- Technische Beschreibung Tennect-SystemDokument32 SeitenTechnische Beschreibung Tennect-SystemAlijihad2001aoNoch keine Bewertungen
- DE102010014601A1Dokument10 SeitenDE102010014601A1Carlos RodriguezNoch keine Bewertungen
- Diagnostic of Superfast Jets With 25 Kmys TipDokument8 SeitenDiagnostic of Superfast Jets With 25 Kmys TipGoro BeteNoch keine Bewertungen
- RD 10218Dokument14 SeitenRD 10218Ronald Rayme VenturaNoch keine Bewertungen
- DE102014119273A1Dokument18 SeitenDE102014119273A1wen longNoch keine Bewertungen
- Papiermodell PR 776 AnleitungDokument24 SeitenPapiermodell PR 776 AnleitungGert-Jan VerkerkNoch keine Bewertungen
- PremidoorDokument4 SeitenPremidoorPappNoch keine Bewertungen
- Buderus - Sidranje in Polaganje Cevi - Katalog - Trinkwasser - Kapitel10Dokument134 SeitenBuderus - Sidranje in Polaganje Cevi - Katalog - Trinkwasser - Kapitel10matjaž amonNoch keine Bewertungen
- DE102005027786B3Dokument10 SeitenDE102005027786B3frankNoch keine Bewertungen
- Streckblasen PDFDokument3 SeitenStreckblasen PDFDavid GüdelNoch keine Bewertungen
- FlügelsondeDokument4 SeitenFlügelsondeStefan VogtNoch keine Bewertungen
- RobaDokument6 SeitenRobaDarko MarjanovicNoch keine Bewertungen
- AML Skript 2012Dokument20 SeitenAML Skript 20121rubena1Noch keine Bewertungen
- Rund Um Die Arbeit B1Dokument3 SeitenRund Um Die Arbeit B1Petra SalgaNoch keine Bewertungen
- SuizidalitätDokument3 SeitenSuizidalitätVictoria SidoroffNoch keine Bewertungen
- AFL ArzneiformenlehreDokument47 SeitenAFL ArzneiformenlehreSasa PilipovicNoch keine Bewertungen
- B2 SicherDokument15 SeitenB2 SicherIENEA ANDREEA - CRISTINANoch keine Bewertungen
- UAW Bogen 4.1 REDokument2 SeitenUAW Bogen 4.1 REFlybe RyodzyNoch keine Bewertungen
- Elektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerVon EverandElektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerNoch keine Bewertungen
- Kolloidales Gold. Das energetische Goldwasser für das geistige & körperliche Wohlbefinden.: Hintergründe, Wirkung, Anwendung, HerstellungVon EverandKolloidales Gold. Das energetische Goldwasser für das geistige & körperliche Wohlbefinden.: Hintergründe, Wirkung, Anwendung, HerstellungNoch keine Bewertungen
- Eine Hybride von Drehkolbenmotor und Turbine mit riesigem SynergieeffektVon EverandEine Hybride von Drehkolbenmotor und Turbine mit riesigem SynergieeffektNoch keine Bewertungen
- Das Original Handbuch des Spezialtiefbaus: Band 2: Geräte und VerfahrenVon EverandDas Original Handbuch des Spezialtiefbaus: Band 2: Geräte und VerfahrenNoch keine Bewertungen
- LEGO®-EV3-Roboter: Bauen und programmieren lernen mit LEGO® MINDSTORMS® EV3Von EverandLEGO®-EV3-Roboter: Bauen und programmieren lernen mit LEGO® MINDSTORMS® EV3Bewertung: 4 von 5 Sternen4/5 (1)
- Formelsammlung Thermodynamik, Wärme- und Stoffübertragung und Strömungsmechanik: mit Stoffwertetabellen und -diagrammenVon EverandFormelsammlung Thermodynamik, Wärme- und Stoffübertragung und Strömungsmechanik: mit Stoffwertetabellen und -diagrammenNoch keine Bewertungen
- Die komplette Klempnerbibel: Das komplette Heimwerkerhandbuch für die sichere und kostengünstige Behebung von Lecks, Verstopfungen und KlempnerproblemenVon EverandDie komplette Klempnerbibel: Das komplette Heimwerkerhandbuch für die sichere und kostengünstige Behebung von Lecks, Verstopfungen und KlempnerproblemenNoch keine Bewertungen
- AUTOMOBIL SERVICE CHECKLISTE - Wartung - Service - Kontrolle - Protokoll - NotizenVon EverandAUTOMOBIL SERVICE CHECKLISTE - Wartung - Service - Kontrolle - Protokoll - NotizenNoch keine Bewertungen
- Segelwetter östliches Mittelmeer: Wolken, Wind und Wellen richtig deutenVon EverandSegelwetter östliches Mittelmeer: Wolken, Wind und Wellen richtig deutenNoch keine Bewertungen
- Energetische Sanierung von Nichtwohngebäuden in Baden-Württemberg, denkmalgeschützt und in kommunaler Hand: Konkurrenz zwischen Umweltschutz und Denkmalschutz?Von EverandEnergetische Sanierung von Nichtwohngebäuden in Baden-Württemberg, denkmalgeschützt und in kommunaler Hand: Konkurrenz zwischen Umweltschutz und Denkmalschutz?Noch keine Bewertungen
- Ideenbuch Sticken - Mit Stickmustern zum Download: Mit Stickschule und tollen Modellen aus Stoff, Papier, Holz & mehrVon EverandIdeenbuch Sticken - Mit Stickmustern zum Download: Mit Stickschule und tollen Modellen aus Stoff, Papier, Holz & mehrNoch keine Bewertungen
- Der leichte Einstieg in die Mechatronik: Antriebstechnik · Messtechnik · Pneumatik · Hydraulik · GetriebeVon EverandDer leichte Einstieg in die Mechatronik: Antriebstechnik · Messtechnik · Pneumatik · Hydraulik · GetriebeNoch keine Bewertungen
- Eingekochtes und Angesetztes: Süße und pikante Delikatessen aus der KücheVon EverandEingekochtes und Angesetztes: Süße und pikante Delikatessen aus der KücheNoch keine Bewertungen
- VOB/B nach Ansprüchen: Entscheidungshilfen für Auftraggeber, Planer und BauunternehmenVon EverandVOB/B nach Ansprüchen: Entscheidungshilfen für Auftraggeber, Planer und BauunternehmenNoch keine Bewertungen
- Universal Ratgeber Photovoltaik: Basiswissen zu Solarenergie und BatteriespeichernVon EverandUniversal Ratgeber Photovoltaik: Basiswissen zu Solarenergie und BatteriespeichernNoch keine Bewertungen
- Heizungen im Altbau energetisch richtig modernisieren: Mit zahlreichen Checklisten und Kosten-/NutzenvergleichenVon EverandHeizungen im Altbau energetisch richtig modernisieren: Mit zahlreichen Checklisten und Kosten-/NutzenvergleichenNoch keine Bewertungen
- Tolle Schnitzereien: 16 kreative Projekte aus GrünholzVon EverandTolle Schnitzereien: 16 kreative Projekte aus GrünholzNoch keine Bewertungen
- Astaxanthin - der Alleskönner unter den Carotioniden: Das außergewöhnliche Antioxidans als hochwirksamer Radikalfänger kann sogar Zellschäden reparierenVon EverandAstaxanthin - der Alleskönner unter den Carotioniden: Das außergewöhnliche Antioxidans als hochwirksamer Radikalfänger kann sogar Zellschäden reparierenNoch keine Bewertungen
- Immobilienökonomische Methoden zur Entscheidungsunterstützung und Planung: Selektion und Integration im Rahmen der wertorientierten Steuerung von Immobilienportfolios institutioneller AnlegerVon EverandImmobilienökonomische Methoden zur Entscheidungsunterstützung und Planung: Selektion und Integration im Rahmen der wertorientierten Steuerung von Immobilienportfolios institutioneller AnlegerNoch keine Bewertungen
- Entwicklung, Herstellung und Charakterisierung piezoelektrischer MikrospiegelVon EverandEntwicklung, Herstellung und Charakterisierung piezoelektrischer MikrospiegelNoch keine Bewertungen
- Olde Hut Ulft 1: Fotografien – Photographs – PhotographiesVon EverandOlde Hut Ulft 1: Fotografien – Photographs – PhotographiesNoch keine Bewertungen