Das könnte Ihnen auch gefallen
- Stihl Chainsaw 024,026 (German)Dokument72 SeitenStihl Chainsaw 024,026 (German)slartibart007100% (5)
- Manual de Operare 300 Ci - DE PDFDokument165 SeitenManual de Operare 300 Ci - DE PDFramiro000167% (3)
- Spezifikationen Werkzeuge deDokument79 SeitenSpezifikationen Werkzeuge deeduardo_umNoch keine Bewertungen
- Ersatzteilliste Mit Wartungssätzen: Standardausführung - Elektrisch Evo1-NkDokument28 SeitenErsatzteilliste Mit Wartungssätzen: Standardausführung - Elektrisch Evo1-NkJordan IrvineNoch keine Bewertungen
- Ersatzteilliste Mit Wartungssätzen: Standardausführung - Elektrisch Evo2-NkDokument26 SeitenErsatzteilliste Mit Wartungssätzen: Standardausführung - Elektrisch Evo2-NkJordan IrvineNoch keine Bewertungen
- Handbuch Alzstar30Dokument54 SeitenHandbuch Alzstar30dani.stocker71Noch keine Bewertungen
- Reamer HeadDokument4 SeitenReamer Headsiva kumarNoch keine Bewertungen
- Contec CT 320 Instruction Manual 2Dokument28 SeitenContec CT 320 Instruction Manual 2renatoNoch keine Bewertungen
- 1385 Meiller KipperDokument2 Seiten1385 Meiller KipperOlivier ORMANNoch keine Bewertungen
- Spezifikationen Werkzeuge deDokument82 SeitenSpezifikationen Werkzeuge deMarcosNoch keine Bewertungen
- Concept MILL 55: Technische SpezifikationDokument45 SeitenConcept MILL 55: Technische SpezifikationMez NacerNoch keine Bewertungen
- Monforts DNCDokument12 SeitenMonforts DNCMatija BušićNoch keine Bewertungen
- Alzmetall BA 351015 0003Dokument54 SeitenAlzmetall BA 351015 0003peterNoch keine Bewertungen
- Betriebsanleitung Norton Clipper csb1 FugenschneiderDokument20 SeitenBetriebsanleitung Norton Clipper csb1 FugenschneiderNGNoch keine Bewertungen
- Sin WF PDFDokument120 SeitenSin WF PDFRolf-Dieter LossNoch keine Bewertungen
- Drehmaschinen D4000-CC-D4000 PDFDokument69 SeitenDrehmaschinen D4000-CC-D4000 PDFOsvaldo López MurilloNoch keine Bewertungen
- deDokument16 Seitendet_sebi20039559Noch keine Bewertungen
- Ts40 OperateDokument29 SeitenTs40 OperateВиталий ЗаецNoch keine Bewertungen
- BA CNC MaschinenDokument91 SeitenBA CNC MaschinenHugoLamotteNoch keine Bewertungen
- Poettinger Alpha Motion 306 375.de.80k.0Dokument59 SeitenPoettinger Alpha Motion 306 375.de.80k.0hannes.schwingshacklNoch keine Bewertungen
- Genie Gth-2506 Stiiib BaDokument99 SeitenGenie Gth-2506 Stiiib BaMario Halbmayr-DetterNoch keine Bewertungen
- Gearline Plus 2023 v6.0 de PressDokument16 SeitenGearline Plus 2023 v6.0 de PressvaffolterNoch keine Bewertungen
- RSS 37 827Dokument6 SeitenRSS 37 827maxbeckerbruningNoch keine Bewertungen
- Marktübersicht KantenanleimmaschinenDokument5 SeitenMarktübersicht KantenanleimmaschinenliwenmaoNoch keine Bewertungen
- Ziegler PDDokument53 SeitenZiegler PDMoisa DragosNoch keine Bewertungen
- 11 WAGO Smart Printer Anleitung Schneideeinheit V2 27.04.2020Dokument6 Seiten11 WAGO Smart Printer Anleitung Schneideeinheit V2 27.04.2020Vegard SømliøyNoch keine Bewertungen
- Gleitlagertechnik Für Motorsport: High-Performance SerieDokument6 SeitenGleitlagertechnik Für Motorsport: High-Performance SerieJuan RomarNoch keine Bewertungen
- GAT deDokument13 SeitenGAT deНеша Даца АндрићNoch keine Bewertungen
- 80 T 34 3050Dokument11 Seiten80 T 34 3050wydowaerdt100% (1)
- Masina Za Sivenje TypicalDokument2 SeitenMasina Za Sivenje TypicalBratislav StankovićNoch keine Bewertungen
- 5TT6112 Datasheet deDokument4 Seiten5TT6112 Datasheet deEhlersNoch keine Bewertungen
- R911330949 02 PST6xxx.632 D0Dokument39 SeitenR911330949 02 PST6xxx.632 D0jmmNoch keine Bewertungen
- CNC Compact 5Dokument35 SeitenCNC Compact 5Hasina RakotoarinelinaNoch keine Bewertungen
- Tangential Raendel System Screen (Knurl)Dokument20 SeitenTangential Raendel System Screen (Knurl)Rafael CastroNoch keine Bewertungen
- E.-Teilliste CTS-375 4937875210 05-06Dokument35 SeitenE.-Teilliste CTS-375 4937875210 05-06BaggerkingNoch keine Bewertungen
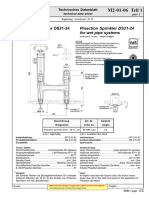
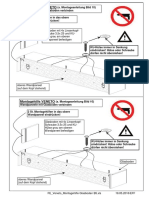
- Preaction Sprinkler Wet-DS21-24 - M2 - 01061 - M2 - 01061Dokument2 SeitenPreaction Sprinkler Wet-DS21-24 - M2 - 01061 - M2 - 01061Furkan KadıNoch keine Bewertungen
- S HMG800.28 1Dokument50 SeitenS HMG800.28 1alex0% (1)
- Instruction Sheet: Ergocrimp Matrize PN 539 954-2Dokument11 SeitenInstruction Sheet: Ergocrimp Matrize PN 539 954-2sarabxxxNoch keine Bewertungen
- TWIN 65 PDF PogledatiDokument21 SeitenTWIN 65 PDF PogledatiValentino Jovan0% (1)
- 812708-001 (ST3000 Parts)Dokument92 Seiten812708-001 (ST3000 Parts)Alexander SchillerNoch keine Bewertungen
- 2019WS2020 SchneckenverdichterDokument9 Seiten2019WS2020 SchneckenverdichterTeh IyNoch keine Bewertungen
- GRIT FLEX Bandschleifmaschine, Bedienungsanleitung Und ErsatzteillisteDokument34 SeitenGRIT FLEX Bandschleifmaschine, Bedienungsanleitung Und ErsatzteillistePeter OlyschlägerNoch keine Bewertungen
- Westfalia Bedienungsanleitung Nr. 105586Dokument66 SeitenWestfalia Bedienungsanleitung Nr. 105586Bernhard SalcherNoch keine Bewertungen
- BA BohrmaschineDokument25 SeitenBA BohrmaschineHugoLamotteNoch keine Bewertungen
- Daihatsu MoveDokument808 SeitenDaihatsu Moveatai zhumashevNoch keine Bewertungen
- C3 Master DDokument8 SeitenC3 Master Dthomas_neumannNoch keine Bewertungen
- ETL A6plus deDokument12 SeitenETL A6plus deDj SavadaNoch keine Bewertungen
- TT240 25600-29699 deDokument52 SeitenTT240 25600-29699 deOlivier DupNoch keine Bewertungen
- Turbo Stripper ManualDokument24 SeitenTurbo Stripper ManualFloorkitNoch keine Bewertungen
- Sinumerik Siemens - deDokument370 SeitenSinumerik Siemens - deMarius AldeaNoch keine Bewertungen
- Junio Stripper ManualDokument16 SeitenJunio Stripper ManualFloorkit100% (1)
- Gerätebeschreibung 221042 01/96Dokument33 SeitenGerätebeschreibung 221042 01/96Zahid ChaudharyNoch keine Bewertungen
- Catalog Drehfutter 200804 T1 de enDokument132 SeitenCatalog Drehfutter 200804 T1 de enlucho0314Noch keine Bewertungen
- PRD Doc Buw 669704-00001 Sall Ain V1Dokument24 SeitenPRD Doc Buw 669704-00001 Sall Ain V1Gustavo CardenasNoch keine Bewertungen
- Florabest FLH 2800 A1 Garden ShredderDokument48 SeitenFlorabest FLH 2800 A1 Garden ShredderSanelNoch keine Bewertungen
- Folleto Startech CN VDokument3 SeitenFolleto Startech CN VpistekmarmolesNoch keine Bewertungen
- ET-Liste MU WDokument28 SeitenET-Liste MU WJaroslav IvanNoch keine Bewertungen
- Tarea KC1.1Dokument31 SeitenTarea KC1.1Maria MontesNoch keine Bewertungen
- R911330072-02 PSI6xCx.228xx D0Dokument48 SeitenR911330072-02 PSI6xCx.228xx D0jmmNoch keine Bewertungen
- Nutzfahrzeugtechnik: Grundlagen, Systeme, KomponentenVon EverandNutzfahrzeugtechnik: Grundlagen, Systeme, KomponentenNoch keine Bewertungen
- 2198 DeutschDokument3 Seiten2198 DeutschHoracio MNoch keine Bewertungen
- Bedienungsanleitung User Manual Manuel D'utilisation GebruiksaanwijzingDokument4 SeitenBedienungsanleitung User Manual Manuel D'utilisation GebruiksaanwijzingHoracio MNoch keine Bewertungen
- Ba FP43Dokument2 SeitenBa FP43Horacio MNoch keine Bewertungen
- Anleitung Smart Safe DE, EN, FR, NLDokument4 SeitenAnleitung Smart Safe DE, EN, FR, NLHoracio MNoch keine Bewertungen
- BUW109914 BA SecuTronic Print DIN A4Dokument24 SeitenBUW109914 BA SecuTronic Print DIN A4Horacio MNoch keine Bewertungen
- FLT 3defwo33004 0Dokument1 SeiteFLT 3defwo33004 0Horacio MNoch keine Bewertungen
- Physik Nuklidkarte EGWDokument20 SeitenPhysik Nuklidkarte EGWMohamad Yasser MasalkhiNoch keine Bewertungen
- DasTechnikerHandbuch GrundlagenundAnwendungenderMaschinenbau Technik (PDFDrive)Dokument1.738 SeitenDasTechnikerHandbuch GrundlagenundAnwendungenderMaschinenbau Technik (PDFDrive)Brian KiddNoch keine Bewertungen
- 196 Die KerzenpumpeDokument5 Seiten196 Die Kerzenpumpejan-uwe beyerNoch keine Bewertungen
- Aufbauanleitung 01120014 AfDokument20 SeitenAufbauanleitung 01120014 AfGuj LeelNoch keine Bewertungen
- Quadrum en deDokument13 SeitenQuadrum en deMykhail KubasovNoch keine Bewertungen
- Chemie 11 - 2 PDFDokument11 SeitenChemie 11 - 2 PDFErwin SemicNoch keine Bewertungen