Das könnte Ihnen auch gefallen
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- Techniker: Formelsammlung für Staatlich geprüfte TechnikerVon EverandTechniker: Formelsammlung für Staatlich geprüfte TechnikerNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- Trennen Und Verbinden Von Kupfer Und KupferlegierungenDokument32 SeitenTrennen Und Verbinden Von Kupfer Und KupferlegierungenHagen_of_TronjeNoch keine Bewertungen
- Feilen Und AnreißenDokument19 SeitenFeilen Und Anreißenapi-25967053Noch keine Bewertungen
- Drehen NeuDokument12 SeitenDrehen NeuA2L5E0X1Noch keine Bewertungen
- R12 - Verzahnung I: Aufgabe 1Dokument8 SeitenR12 - Verzahnung I: Aufgabe 1maraska10Noch keine Bewertungen
- PTDokument21 SeitenPTTrung Quoc LeNoch keine Bewertungen
- Zerspanen Deutsch 2007 PDFDokument771 SeitenZerspanen Deutsch 2007 PDFhugo.hauslgmail.comNoch keine Bewertungen
- Lernsituation Folgeschneidwerkzeug PDFDokument9 SeitenLernsituation Folgeschneidwerkzeug PDFSonja ŠtefanacNoch keine Bewertungen
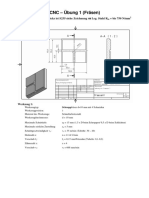
- Lösung Für Die CNC Übung 1 (Fräsen)Dokument6 SeitenLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNoch keine Bewertungen
- Programmieranleitung CNCDokument334 SeitenProgrammieranleitung CNCvhmaturaNoch keine Bewertungen
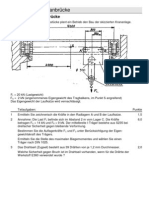
- TGT HP198788-2 KranbrueckeDokument6 SeitenTGT HP198788-2 KranbrueckehippokgNoch keine Bewertungen
- Drehen Fraesen Bohren Leistungsberechnung AFDokument10 SeitenDrehen Fraesen Bohren Leistungsberechnung AFEng_2014100% (1)
- Trennen (Zerteilen Spanen Abtragen Thermisches Schneiden)Dokument152 SeitenTrennen (Zerteilen Spanen Abtragen Thermisches Schneiden)api-26236715100% (4)
- Loesung Drehen 2008Dokument5 SeitenLoesung Drehen 2008bloodyangelhlNoch keine Bewertungen
- Merkblatt BohrenDokument2 SeitenMerkblatt Bohrenapi-25967053Noch keine Bewertungen
- CNC TestfragenDokument5 SeitenCNC TestfragenGuilherme SouzaNoch keine Bewertungen
- Aufgabe7 4 1Dokument3 SeitenAufgabe7 4 1Ciolkovski100% (1)
- C NCDokument562 SeitenC NCsargento_1636100% (1)
- 296-1-F Kräfte Und Leistungen Beim FräsenDokument1 Seite296-1-F Kräfte Und Leistungen Beim FräsenFlorianKleymannNoch keine Bewertungen
- 07 Toleranzen V302Dokument33 Seiten07 Toleranzen V302tamtom75100% (1)
- Ettemeyer & Olbrich: "Konstruktionselemente" (Chapter 6)Dokument25 SeitenEttemeyer & Olbrich: "Konstruktionselemente" (Chapter 6)Čika BrkoNoch keine Bewertungen
- ProbeDokument5 SeitenProbePhilippM94Noch keine Bewertungen
- 3539 PDFDokument26 Seiten3539 PDFyraju88Noch keine Bewertungen
- Praktikum BiegenDokument6 SeitenPraktikum Biegenprevrtljivac100% (1)
- CNC BuchDokument498 SeitenCNC BuchDamir RadosavljevicNoch keine Bewertungen
- ZahnradgetriebeDokument146 SeitenZahnradgetriebeHammergeroNoch keine Bewertungen
- V09 HPSS FTT MP Umformen 4 Durchziehen BiegenDokument32 SeitenV09 HPSS FTT MP Umformen 4 Durchziehen BiegenSebastian UngerNoch keine Bewertungen
- MB137 Zerspanen Von StahlDokument56 SeitenMB137 Zerspanen Von Stahloffner2000100% (1)
- Konstruktion Theorie 1Dokument149 SeitenKonstruktion Theorie 1Nguyen TranNoch keine Bewertungen
- GetriebeDokument7 SeitenGetriebeblurbNoch keine Bewertungen
- PH 05 ZahnradberechnungenDokument3 SeitenPH 05 Zahnradberechnungensaso930Noch keine Bewertungen
- Arcus 3Dokument8 SeitenArcus 3Stefano AmbrosiniNoch keine Bewertungen
- Mbn-Konstruktionsrichtlinie 145Dokument4 SeitenMbn-Konstruktionsrichtlinie 145kappo14Noch keine Bewertungen
- Zulässige Spannungen Für Achsen Und WellenDokument1 SeiteZulässige Spannungen Für Achsen Und Wellensalkan_rahmanovic810100% (1)
- Die Grundzüge Der Werkzeugmaschinen Und Der Metallbearbeitung - Zweiter Band - Die Wirtschaftliche Ausnutzung Der Werkzeugmaschinen PDFDokument319 SeitenDie Grundzüge Der Werkzeugmaschinen Und Der Metallbearbeitung - Zweiter Band - Die Wirtschaftliche Ausnutzung Der Werkzeugmaschinen PDFAssaad100% (1)
- Universal Bacuri Piulite TDokument23 SeitenUniversal Bacuri Piulite TVladislav VatamaniucNoch keine Bewertungen
- BlechbiegenDokument18 SeitenBlechbiegenbeneNoch keine Bewertungen
- 315 Gleichungen-FertigungstechnikDokument2 Seiten315 Gleichungen-FertigungstechnikNedret BajramovicNoch keine Bewertungen
- Handout PassungenDokument2 SeitenHandout Passungenapi-25967053Noch keine Bewertungen
- TGT HP199596-2 SaeulenschwenkkranDokument5 SeitenTGT HP199596-2 SaeulenschwenkkranhippokgNoch keine Bewertungen
- KonstruktionslehreDokument17 SeitenKonstruktionslehreFadley Abdullah100% (1)
- Zahnrad BerechnungDokument2 SeitenZahnrad BerechnungquirxiNoch keine Bewertungen
- Werk Ze Ug Kon Struk TionDokument65 SeitenWerk Ze Ug Kon Struk TionRodolfo GarciaNoch keine Bewertungen
- SCHR 02fcDokument18 SeitenSCHR 02fcIvana OomingmakNoch keine Bewertungen
- Bohren, Senken Und ReibenDokument11 SeitenBohren, Senken Und Reibenapi-25967053Noch keine Bewertungen
- G. Niemann - H. Winter Maschinenelemente Band 3Dokument307 SeitenG. Niemann - H. Winter Maschinenelemente Band 3Frank Whittle100% (1)
- Skriptzusammenfassung Maschinenelemente+CopyrightDokument35 SeitenSkriptzusammenfassung Maschinenelemente+Copyrightjozzart100% (1)
- CNC-Skript 30 07 2015Dokument82 SeitenCNC-Skript 30 07 2015Yiren WangNoch keine Bewertungen
- WS3 PS1 WellendimensionierungDokument8 SeitenWS3 PS1 Wellendimensionierunggustrossi100% (1)
- 14 04 04 BasiswissenDokument102 Seiten14 04 04 BasiswissenElaine JohnsonNoch keine Bewertungen
- Einsteiger Fraesen Drehen 1003 deDokument132 SeitenEinsteiger Fraesen Drehen 1003 deCherish QiuNoch keine Bewertungen
- Getriebe Grundlagen1 PDFDokument78 SeitenGetriebe Grundlagen1 PDFmgualdiNoch keine Bewertungen
- Arbeitsheft - Glodanje PDFDokument154 SeitenArbeitsheft - Glodanje PDFIvano PetrovićNoch keine Bewertungen
- Metalltechnik: Grundwissen Lernfelder 1 - 4Dokument34 SeitenMetalltechnik: Grundwissen Lernfelder 1 - 4Antonio SchiavoneNoch keine Bewertungen
- DIN9859Dokument1 SeiteDIN9859croplaninecNoch keine Bewertungen
- Maschinen Design. Industrieprodukte erfolgreich gestaltenVon EverandMaschinen Design. Industrieprodukte erfolgreich gestaltenNoch keine Bewertungen
- Arbeits- und Zeitwirtschaft verstehen: von der Zeitstudie bis zur AbtaktungVon EverandArbeits- und Zeitwirtschaft verstehen: von der Zeitstudie bis zur AbtaktungNoch keine Bewertungen
- FORMALE VORAUSSETZUNGEN Bewerbung Studienstipendium 2023Dokument4 SeitenFORMALE VORAUSSETZUNGEN Bewerbung Studienstipendium 2023Ghazaal :-Noch keine Bewertungen
- 1067 G Deklination Der Adjektive GesamtDokument64 Seiten1067 G Deklination Der Adjektive GesamtMaxi Quiroga75% (4)
- Mobilmachung Gegen Mobilfunk - Ulrich Weiner Referierte Über Alarmierende Erkenntnisse Zu Handy - Strahlung & Co.Dokument2 SeitenMobilmachung Gegen Mobilfunk - Ulrich Weiner Referierte Über Alarmierende Erkenntnisse Zu Handy - Strahlung & Co.ulwedocumentsNoch keine Bewertungen
- 18DE0030 01 ZPL Nord Mediathek PDFDokument242 Seiten18DE0030 01 ZPL Nord Mediathek PDFНемања КатићNoch keine Bewertungen
- Tip BlenderDokument7 SeitenTip Blenderschroederhermann76Noch keine Bewertungen
- Johannes Jürgenson - Die Lukrativen Lügen Der WissenschaftDokument422 SeitenJohannes Jürgenson - Die Lukrativen Lügen Der Wissenschaftheikoboettcher50% (2)