Das könnte Ihnen auch gefallen
- Document PDFDokument528 SeitenDocument PDFmrgong13983% (6)
- 1 Aufgabenstellung Biegevorrichtung Mit LösungDokument19 Seiten1 Aufgabenstellung Biegevorrichtung Mit Lösungapi-25967053100% (1)
- Bezeichnungssystem Der StähleDokument12 SeitenBezeichnungssystem Der Stähleapi-3717881100% (3)
- Musterseiten Technisches Zeichnen Fachzeichnen 1. TeilDokument28 SeitenMusterseiten Technisches Zeichnen Fachzeichnen 1. TeilDenis67% (3)
- Maschinenbautechnik Prueferkatalog PDFDokument95 SeitenMaschinenbautechnik Prueferkatalog PDFHussein JomaaNoch keine Bewertungen
- CNC HandbuchDokument217 SeitenCNC HandbuchDick ManNoch keine Bewertungen
- CNC-Skript 30 07 2015Dokument82 SeitenCNC-Skript 30 07 2015Yiren WangNoch keine Bewertungen
- CNC-Technik in Der Aus - Und WeiterbildungDokument20 SeitenCNC-Technik in Der Aus - Und WeiterbildungtetuthegreatNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- Arbeitsheft - Glodanje PDFDokument154 SeitenArbeitsheft - Glodanje PDFIvano PetrovićNoch keine Bewertungen
- Kupplungen Und BremsenDokument52 SeitenKupplungen Und BremsenKaloyan Ivanov100% (1)
- CNC TestfragenDokument5 SeitenCNC TestfragenGuilherme SouzaNoch keine Bewertungen
- Feilen Und AnreißenDokument19 SeitenFeilen Und Anreißenapi-25967053Noch keine Bewertungen
- Bohren, Senken Und ReibenDokument11 SeitenBohren, Senken Und Reibenapi-25967053Noch keine Bewertungen
- PrüfenDokument18 SeitenPrüfenapi-25967053100% (2)
- Mbn-Konstruktionsrichtlinie 145Dokument4 SeitenMbn-Konstruktionsrichtlinie 145kappo14Noch keine Bewertungen
- ProbeDokument6 SeitenProbeTrung Quoc LeNoch keine Bewertungen
- Silo - Tips - Antrieb Getriebe Grundlagen Bildquelle Renault Frans Auto Getriebe Grundlagen Agvs Ausbildungszentrum Berner Oberland 1 28Dokument28 SeitenSilo - Tips - Antrieb Getriebe Grundlagen Bildquelle Renault Frans Auto Getriebe Grundlagen Agvs Ausbildungszentrum Berner Oberland 1 28leonliu0% (1)
- Schrauben BerechnungDokument26 SeitenSchrauben BerechnungEng_2014Noch keine Bewertungen
- Programmieranleitung CNCDokument334 SeitenProgrammieranleitung CNCvhmaturaNoch keine Bewertungen
- Praxis-Grundlagen für Elektrotechniker und Mechatroniker: Anforderungen im industriellen UmfeldVon EverandPraxis-Grundlagen für Elektrotechniker und Mechatroniker: Anforderungen im industriellen UmfeldNoch keine Bewertungen
- ZahnradgetriebeDokument146 SeitenZahnradgetriebeHammergeroNoch keine Bewertungen
- MB137 Zerspanen Von StahlDokument56 SeitenMB137 Zerspanen Von Stahloffner2000100% (1)
- Lernsituation Folgeschneidwerkzeug PDFDokument9 SeitenLernsituation Folgeschneidwerkzeug PDFSonja ŠtefanacNoch keine Bewertungen
- Drehen NeuDokument12 SeitenDrehen NeuA2L5E0X1Noch keine Bewertungen
- C NCDokument562 SeitenC NCsargento_1636100% (1)
- CNC BuchDokument498 SeitenCNC BuchDamir RadosavljevicNoch keine Bewertungen
- PTDokument21 SeitenPTTrung Quoc LeNoch keine Bewertungen
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri75% (4)
- FräsenDokument6 SeitenFräsenRimeNoch keine Bewertungen
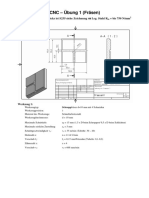
- Lösung Für Die CNC Übung 1 (Fräsen)Dokument6 SeitenLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNoch keine Bewertungen
- Taschenbuch NeuDokument150 SeitenTaschenbuch Neurudolf_laszlok83% (6)
- 1 Aufgabenstellung KupplungDokument3 Seiten1 Aufgabenstellung Kupplungapi-25967053Noch keine Bewertungen
- Loesung Drehen 2008Dokument5 SeitenLoesung Drehen 2008bloodyangelhlNoch keine Bewertungen
- Arbeitsregeln Beim FräsenDokument14 SeitenArbeitsregeln Beim FräsenGabriel TheisNoch keine Bewertungen
- CNC FräsenDokument112 SeitenCNC Fräsenandi1983100% (2)
- Zerspanen Deutsch 2007 PDFDokument771 SeitenZerspanen Deutsch 2007 PDFhugo.hauslgmail.comNoch keine Bewertungen
- Skript Cnc-Programmierung 20013 14Dokument34 SeitenSkript Cnc-Programmierung 20013 14Nedret BajramovicNoch keine Bewertungen
- Universal Bacuri Piulite TDokument23 SeitenUniversal Bacuri Piulite TVladislav VatamaniucNoch keine Bewertungen
- Koch Lehberger Pyzalla TechnologieDokument564 SeitenKoch Lehberger Pyzalla TechnologiePatrick100% (2)
- Geometrija Reznog Alata Ukratko Na NjemačkomDokument9 SeitenGeometrija Reznog Alata Ukratko Na NjemačkomCrystal Erickson100% (1)
- 14Dokument20 Seiten14diego50% (2)
- 3539 PDFDokument26 Seiten3539 PDFyraju88Noch keine Bewertungen
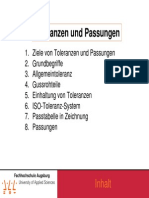
- 07 Toleranzen V302Dokument33 Seiten07 Toleranzen V302tamtom75100% (1)
- Bohrspindel Mit LösungDokument6 SeitenBohrspindel Mit Lösungapi-25967053Noch keine Bewertungen
- Dreiwellen-Getriebe: Die Kurze Art, Sechsgang-Getriebe Zu BauenDokument8 SeitenDreiwellen-Getriebe: Die Kurze Art, Sechsgang-Getriebe Zu Bauenxiaochi1989Noch keine Bewertungen
- Merkblatt BohrenDokument2 SeitenMerkblatt Bohrenapi-25967053Noch keine Bewertungen
- Skript ft1 4Dokument41 SeitenSkript ft1 4Scrib4ever100% (2)
- Trennen (Zerteilen Spanen Abtragen Thermisches Schneiden)Dokument152 SeitenTrennen (Zerteilen Spanen Abtragen Thermisches Schneiden)api-26236715100% (4)
- Werk Ze Ug Kon Struk TionDokument65 SeitenWerk Ze Ug Kon Struk TionRodolfo GarciaNoch keine Bewertungen
- WS3 PS1 WellendimensionierungDokument8 SeitenWS3 PS1 Wellendimensionierunggustrossi100% (1)
- PassungenDokument30 SeitenPassungenapi-25967053100% (1)
- GetriebeDokument7 SeitenGetriebeblurbNoch keine Bewertungen
- Einsteiger Fraesen Drehen 1003 deDokument132 SeitenEinsteiger Fraesen Drehen 1003 deCherish QiuNoch keine Bewertungen
- 3 - Bericht Modul 2 - Full (German)Dokument42 Seiten3 - Bericht Modul 2 - Full (German)Ivano PetrovićNoch keine Bewertungen
- Metallfachkunde 2 Industrie - Und Zerspanungsmechanik by Helmut Engel, Direktor Dipl.-Ing. Carl A. Kestner (Auth.)Dokument384 SeitenMetallfachkunde 2 Industrie - Und Zerspanungsmechanik by Helmut Engel, Direktor Dipl.-Ing. Carl A. Kestner (Auth.)Ädil SärdärNoch keine Bewertungen
- PneumatikDokument37 SeitenPneumatikselimNoch keine Bewertungen
- KonstruktionslehreDokument17 SeitenKonstruktionslehreFadley Abdullah100% (1)
- Autodesk Inventor 2019 - Grundlagen in Theorie und Praxis: Viele praktische Übungen am Konstruktionsobjekt 4-Takt-MotorVon EverandAutodesk Inventor 2019 - Grundlagen in Theorie und Praxis: Viele praktische Übungen am Konstruktionsobjekt 4-Takt-MotorNoch keine Bewertungen
- Aufgabenkatalog K2 V11 PDFDokument62 SeitenAufgabenkatalog K2 V11 PDFEng_2014Noch keine Bewertungen
- Formelsammlung MGFDokument44 SeitenFormelsammlung MGFEng_2014Noch keine Bewertungen
- Fuegen Schraub Niet KlemmenverbindungenDokument16 SeitenFuegen Schraub Niet KlemmenverbindungenEng_2014100% (1)
- Kapitel 06 DINO Techn TeilDokument13 SeitenKapitel 06 DINO Techn TeilHectorDavidPreciadoValenzuelaNoch keine Bewertungen
- Dictionary de ENG deDokument12 SeitenDictionary de ENG deEng_2014Noch keine Bewertungen
- Ausbildung SchneeDokument28 SeitenAusbildung SchneeEng_2014Noch keine Bewertungen
- Dictionary de ENG deDokument12 SeitenDictionary de ENG deEng_2014Noch keine Bewertungen
- OberflaechenDokument16 SeitenOberflaechenmarkom123Noch keine Bewertungen
- FettebohrenDokument539 SeitenFettebohrenEng_2014Noch keine Bewertungen
- Dictionary de ENG deDokument12 SeitenDictionary de ENG deEng_2014Noch keine Bewertungen
- Zahn RadDokument20 SeitenZahn RadEng_2014100% (1)
- Dictionary de ENG deDokument12 SeitenDictionary de ENG deEng_2014Noch keine Bewertungen
- PassungtoleranzenDokument50 SeitenPassungtoleranzenEng_2014100% (1)
- Fortranskript TU BERLIN - MainDokument112 SeitenFortranskript TU BERLIN - MainEng_2014Noch keine Bewertungen
- FettebohrenDokument539 SeitenFettebohrenEng_2014Noch keine Bewertungen
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri75% (4)
- Fortran 90 Skript (Deutsch)Dokument235 SeitenFortran 90 Skript (Deutsch)Hannes HospNoch keine Bewertungen