Das könnte Ihnen auch gefallen
- V07 HPSS FTT MP Umformen 2 Walzen SchmiedenDokument42 SeitenV07 HPSS FTT MP Umformen 2 Walzen SchmiedenSebastian UngerNoch keine Bewertungen
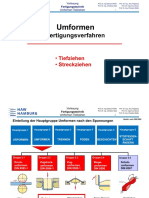
- V08 HPSS FTT MP Umformen 3 Tiefziehen PDFDokument39 SeitenV08 HPSS FTT MP Umformen 3 Tiefziehen PDFSebastian UngerNoch keine Bewertungen
- V04 HPSS FTT MP Urformen 3 Gussfehler Und KonstruktionDokument26 SeitenV04 HPSS FTT MP Urformen 3 Gussfehler Und KonstruktionSebastian UngerNoch keine Bewertungen
- Trennen (Zerteilen Spanen Abtragen Thermisches Schneiden)Dokument152 SeitenTrennen (Zerteilen Spanen Abtragen Thermisches Schneiden)api-26236715100% (4)
- V03-HPSS-FtT-MP-Urformen-2-Verfahren GekürztDokument42 SeitenV03-HPSS-FtT-MP-Urformen-2-Verfahren GekürztSebastian Unger100% (1)
- Fragenkatalog DrehenDokument7 SeitenFragenkatalog DrehenMohammad HamoNoch keine Bewertungen
- TSCHATSCH Umformtechnik Praxiswissen Umformtechnik - Arbeitsverfahren, Maschinen, Werkzeuge-Vieweg+Teubner Verlag (1997)Dokument370 SeitenTSCHATSCH Umformtechnik Praxiswissen Umformtechnik - Arbeitsverfahren, Maschinen, Werkzeuge-Vieweg+Teubner Verlag (1997)th34560Noch keine Bewertungen
- Behrens UmformtechnologienDokument52 SeitenBehrens UmformtechnologienAlexander MatveevNoch keine Bewertungen
- Technologie der Fertigungsverfahren: Gesenkschmieden von StahlVon EverandTechnologie der Fertigungsverfahren: Gesenkschmieden von StahlNoch keine Bewertungen
- BlechbiegenDokument18 SeitenBlechbiegenbeneNoch keine Bewertungen
- 14 04 04 BasiswissenDokument102 Seiten14 04 04 BasiswissenElaine JohnsonNoch keine Bewertungen
- Gießen Zusammenfassung PDFDokument4 SeitenGießen Zusammenfassung PDFDaniel MaierNoch keine Bewertungen
- Metalltechnologie 2014 PDFDokument31 SeitenMetalltechnologie 2014 PDFdomagoj999Noch keine Bewertungen
- UmformenDokument81 SeitenUmformenChristopherGunawanNoch keine Bewertungen
- Konstruktion Theorie 1Dokument149 SeitenKonstruktion Theorie 1Nguyen TranNoch keine Bewertungen
- 3539 PDFDokument26 Seiten3539 PDFyraju88Noch keine Bewertungen
- Praktikum BiegenDokument6 SeitenPraktikum Biegenprevrtljivac100% (1)
- WKC Grundlagen Der MetallkundeDokument22 SeitenWKC Grundlagen Der MetallkundeYunusNoch keine Bewertungen
- Metalltechnik: Grundwissen Lernfelder 1 - 4Dokument34 SeitenMetalltechnik: Grundwissen Lernfelder 1 - 4Antonio SchiavoneNoch keine Bewertungen
- (Forschungsberichte des Landes Nordrhein-Westfalen 2690) Prof. Dr.-Ing. Eberhard von Finckenstein, Dipl.-Ing. Klaus-Jürgen Lawrenz (auth.) - Umformung kunststoffbeschichteter Stahlbleche durch Tiefzie.pdfDokument181 Seiten(Forschungsberichte des Landes Nordrhein-Westfalen 2690) Prof. Dr.-Ing. Eberhard von Finckenstein, Dipl.-Ing. Klaus-Jürgen Lawrenz (auth.) - Umformung kunststoffbeschichteter Stahlbleche durch Tiefzie.pdfEduardoNoch keine Bewertungen
- Vorlesung 1Dokument57 SeitenVorlesung 1karlmei52Noch keine Bewertungen
- Zapremine I PovrsineDokument171 SeitenZapremine I Povrsineamra2be2i2Noch keine Bewertungen
- Merkblatt BohrenDokument2 SeitenMerkblatt Bohrenapi-25967053Noch keine Bewertungen
- Zusammenfassung Fertigung PudigDokument41 SeitenZusammenfassung Fertigung PudigHeiko67% (3)
- Werk Ze Ug Kon Struk TionDokument65 SeitenWerk Ze Ug Kon Struk TionRodolfo GarciaNoch keine Bewertungen
- Umformtechnik Skript MaukDokument33 SeitenUmformtechnik Skript Maukedo7474100% (1)
- FertigungsverfahrenDokument5 SeitenFertigungsverfahrenRicardoMullerNoch keine Bewertungen
- Uebung WerkstoffkundeDokument18 SeitenUebung WerkstoffkundeJames Wayne100% (1)
- Maschinenbautechnik Prueferkatalog PDFDokument95 SeitenMaschinenbautechnik Prueferkatalog PDFHussein JomaaNoch keine Bewertungen
- Fragen Zur KonstruktionslehreDokument9 SeitenFragen Zur KonstruktionslehregandalfNoch keine Bewertungen
- Metalltechnik Lernfeld 2 Werkstuecke Mit Maschinen BearbeitenDokument111 SeitenMetalltechnik Lernfeld 2 Werkstuecke Mit Maschinen BearbeitenJules DafNoch keine Bewertungen
- Skript ft1 4Dokument41 SeitenSkript ft1 4Scrib4ever100% (2)
- Fertigungstechnik UmformenDokument26 SeitenFertigungstechnik UmformenbeneNoch keine Bewertungen
- PTDokument21 SeitenPTTrung Quoc LeNoch keine Bewertungen
- 4 ReibschlussverbindungenDokument8 Seiten4 ReibschlussverbindungenCătălina StoicanNoch keine Bewertungen
- KonstruktionslehreDokument17 SeitenKonstruktionslehreFadley Abdullah100% (1)
- 1981 Book VorrichtungsbauDokument193 Seiten1981 Book VorrichtungsbauJohn BrownNoch keine Bewertungen
- Skiptum Elektrotechnik - Fluidtechnik KMS 1Dokument48 SeitenSkiptum Elektrotechnik - Fluidtechnik KMS 1Gezim KryeziuNoch keine Bewertungen
- Herstellverfahren StahlrohreDokument64 SeitenHerstellverfahren StahlrohrefraifikmushiNoch keine Bewertungen
- Fertigungs-und-Fügetechnik, NormteileDokument23 SeitenFertigungs-und-Fügetechnik, NormteileMARIORAPELLI100% (1)
- Übung ToleranzenDokument10 SeitenÜbung Toleranzenauro modelNoch keine Bewertungen
- WK 3 Aufbau Der Werkstoffe V2Dokument37 SeitenWK 3 Aufbau Der Werkstoffe V2Fatimezzahra RafikNoch keine Bewertungen
- Free EbooksDokument165 SeitenFree Ebooksblablabla0% (2)
- Ingenieur-Mechanik - Technische Mechanik Für Studium Und Praxis (PDFDrive)Dokument413 SeitenIngenieur-Mechanik - Technische Mechanik Für Studium Und Praxis (PDFDrive)Michael KrammerNoch keine Bewertungen
- Karteikarten Klausur Fragenseite Fischer I IIDokument219 SeitenKarteikarten Klausur Fragenseite Fischer I IILynnNoch keine Bewertungen
- Klausurwiederholung 22-23 LösungDokument47 SeitenKlausurwiederholung 22-23 LösungNguyễn Văn QuangNoch keine Bewertungen
- Werkstofftechnik Für ElektroberufeDokument20 SeitenWerkstofftechnik Für ElektroberufeSamKariNoch keine Bewertungen
- 296-1-F Kräfte Und Leistungen Beim FräsenDokument1 Seite296-1-F Kräfte Und Leistungen Beim FräsenFlorianKleymannNoch keine Bewertungen
- Drehen NeuDokument12 SeitenDrehen NeuA2L5E0X1Noch keine Bewertungen
- 07 Toleranzen V302Dokument33 Seiten07 Toleranzen V302tamtom75100% (1)
- Werkstofftechnik Für Metallbauberufe - Europa-Lehrmittel PDFDokument20 SeitenWerkstofftechnik Für Metallbauberufe - Europa-Lehrmittel PDFflasnicug67% (3)
- Mathe 6Dokument6 SeitenMathe 6Israa Yheaa100% (1)
- Fachkunde Gießereitechnik: Technologie Des Formens Und GießensDokument58 SeitenFachkunde Gießereitechnik: Technologie Des Formens Und GießensFabian Winnebald100% (1)
- Kunststoffe Eig U.Dokument1.642 SeitenKunststoffe Eig U.Ghassen SakisNoch keine Bewertungen
- GetriebeDokument7 SeitenGetriebeblurbNoch keine Bewertungen
- Technische Mechanik 1 Bis 3Dokument253 SeitenTechnische Mechanik 1 Bis 3Mohamed MahjoubiNoch keine Bewertungen
- V-Fertigungstechnik I Lehramt ss2009 PDFDokument333 SeitenV-Fertigungstechnik I Lehramt ss2009 PDFmakanakiliNoch keine Bewertungen
- Skriptzusammenfassung Maschinenelemente+CopyrightDokument35 SeitenSkriptzusammenfassung Maschinenelemente+Copyrightjozzart100% (1)
- SoSe2018 KlausurzusammenfassungDokument114 SeitenSoSe2018 KlausurzusammenfassungJeremiah VictoryNoch keine Bewertungen
- V10 HPSS FTT MP Umformen 5 Strangpressen FließpressenDokument29 SeitenV10 HPSS FTT MP Umformen 5 Strangpressen FließpressenSebastian UngerNoch keine Bewertungen
- Creo Baugruppe - A2Dokument4 SeitenCreo Baugruppe - A2Sebastian UngerNoch keine Bewertungen
- V06 HPSS FTT MP Umformen 1 PlastomechanikDokument54 SeitenV06 HPSS FTT MP Umformen 1 PlastomechanikSebastian Unger100% (1)
- V01 HPSS FTT MP EinfuehrungDokument50 SeitenV01 HPSS FTT MP EinfuehrungSebastian UngerNoch keine Bewertungen
- V05 HPSS FTT MP Additive FertigungDokument33 SeitenV05 HPSS FTT MP Additive FertigungSebastian UngerNoch keine Bewertungen
- V02 HPSS FTT MP Urformen 1 GrundlagenDokument57 SeitenV02 HPSS FTT MP Urformen 1 GrundlagenSebastian UngerNoch keine Bewertungen
- Kram3 PDFDokument1 SeiteKram3 PDFSebastian UngerNoch keine Bewertungen
- V01 HPSS FTT MP EinfuehrungDokument50 SeitenV01 HPSS FTT MP EinfuehrungSebastian UngerNoch keine Bewertungen
- Blitzpulver Mischungen BKSDokument16 SeitenBlitzpulver Mischungen BKSdennikratz86% (7)
- Kram4 PDFDokument1 SeiteKram4 PDFSebastian UngerNoch keine Bewertungen
- V05 HPSS FTT MP Additive FertigungDokument33 SeitenV05 HPSS FTT MP Additive FertigungSebastian UngerNoch keine Bewertungen
- V02 HPSS FTT MP Urformen 1 GrundlagenDokument57 SeitenV02 HPSS FTT MP Urformen 1 GrundlagenSebastian UngerNoch keine Bewertungen
- Kram5 PDFDokument1 SeiteKram5 PDFSebastian UngerNoch keine Bewertungen
- Kram1 PDFDokument1 SeiteKram1 PDFSebastian UngerNoch keine Bewertungen
- 06 Verbindungen V302 PDFDokument25 Seiten06 Verbindungen V302 PDFDajanNoch keine Bewertungen
- Bohrungen Quick Point 96Dokument1 SeiteBohrungen Quick Point 96Rahardian Faizal ZuhdiNoch keine Bewertungen
- THK Untergrund DDokument20 SeitenTHK Untergrund DLeopold LeiblNoch keine Bewertungen
- Werkstoffkunde Praktikum09Dokument7 SeitenWerkstoffkunde Praktikum09MitoNoch keine Bewertungen
- c250 EXC 450 525 SX MXC EXCDokument52 Seitenc250 EXC 450 525 SX MXC EXCMarco SchulzeNoch keine Bewertungen
- Drehen Fraesen Bohren Leistungsberechnung AFDokument10 SeitenDrehen Fraesen Bohren Leistungsberechnung AFEng_2014100% (1)
- Vorbohrhinweise Rampa MuffenDokument2 SeitenVorbohrhinweise Rampa MuffenPeter HenselNoch keine Bewertungen
- Artikel Maschine+werkzeug 03 - 2014 StramaDokument3 SeitenArtikel Maschine+werkzeug 03 - 2014 StramaYi-jen ChanNoch keine Bewertungen
- Pof 1200 b2 PDFDokument44 SeitenPof 1200 b2 PDFt_sebi20039559Noch keine Bewertungen
- Din 315Dokument4 SeitenDin 315Andrei GalateanuNoch keine Bewertungen
- C-1 DrehenDokument10 SeitenC-1 Drehentheobauer14Noch keine Bewertungen
- REYHER Prospekt Stahlbau B1 DE3 KsDokument20 SeitenREYHER Prospekt Stahlbau B1 DE3 KsJoseph BookerNoch keine Bewertungen
- RobustDokument154 SeitenRobustfuchswebdeNoch keine Bewertungen
- Normen Und RegelwerkeDokument9 SeitenNormen Und RegelwerkeHibozo0% (1)
- Din en 15085-4-08 PDFDokument20 SeitenDin en 15085-4-08 PDFAndres Afanador MuñozNoch keine Bewertungen
- Bolzenschweissen - Gesamtkatalog Preisliste - Bolzen Zubehoer - HruschkaDokument88 SeitenBolzenschweissen - Gesamtkatalog Preisliste - Bolzen Zubehoer - HruschkaDanut RusNoch keine Bewertungen
- Protektor ProfilesDokument12 SeitenProtektor ProfilesRobert NedelcuNoch keine Bewertungen
- ManualDokument60 SeitenManualJohnny Romero MiliánNoch keine Bewertungen
- MB 822Dokument38 SeitenMB 822beneNoch keine Bewertungen
- Diamant D-525 Bedienungsanleitung - TOP-Emma® GetreidemühlenDokument10 SeitenDiamant D-525 Bedienungsanleitung - TOP-Emma® GetreidemühlenmrmigNoch keine Bewertungen
- Din 30645-2 2006-01Dokument6 SeitenDin 30645-2 2006-01Archivar1Noch keine Bewertungen
- Schaublin PDFDokument247 SeitenSchaublin PDFNebojša ObradovićNoch keine Bewertungen
- Änderungen Vorbehalten: Subject To Change Without NoticeDokument1 SeiteÄnderungen Vorbehalten: Subject To Change Without NoticeThomas DeponteNoch keine Bewertungen
- MTS Flyer TopTurnDokument2 SeitenMTS Flyer TopTurnGenious MeNoch keine Bewertungen
- UNIT II Mini CatalogDokument156 SeitenUNIT II Mini CatalogSara AdNoch keine Bewertungen
- (DIN 352 - 2008-11) - Satzgewindebohrer - Dreiteiliger Satz Für Metrisches ISO-Regelgewinde M1 Bis M68Dokument7 Seiten(DIN 352 - 2008-11) - Satzgewindebohrer - Dreiteiliger Satz Für Metrisches ISO-Regelgewinde M1 Bis M68aditya sasmalNoch keine Bewertungen