Das könnte Ihnen auch gefallen
- Stahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenVon EverandStahlerzeugung: Integrierte Hüttenwerks- und GasreinigungsanlagenNoch keine Bewertungen
- Castolin ElektrodeDokument62 SeitenCastolin ElektrodeIvan DulicNoch keine Bewertungen
- Formieren Im Rohrleitungsund BehlterbauDokument6 SeitenFormieren Im Rohrleitungsund BehlterbauGabor VatoNoch keine Bewertungen
- EinflußDokument12 SeitenEinflußHagen_of_TronjeNoch keine Bewertungen
- SchweissenVerbindet PDFDokument40 SeitenSchweissenVerbindet PDFmist6125Noch keine Bewertungen
- TOBSTEEL Werkstoffdatenblatt A8 1.4529 HCRDokument2 SeitenTOBSTEEL Werkstoffdatenblatt A8 1.4529 HCRludaNoch keine Bewertungen
- D N 11 05 METALLBALG RATGEBERDokument86 SeitenD N 11 05 METALLBALG RATGEBERvagelisNoch keine Bewertungen
- KruppDokument132 SeitenKruppIlya Ilyich OblomovNoch keine Bewertungen
- 004 2015 de GL Utp Gusseisen WebDokument16 Seiten004 2015 de GL Utp Gusseisen WebyilmazerolNoch keine Bewertungen
- Zur Beherrschung Der SchrumpfwirkungenDokument27 SeitenZur Beherrschung Der SchrumpfwirkungenHagen_of_TronjeNoch keine Bewertungen
- Rep Handbuch ESABDokument120 SeitenRep Handbuch ESABMarija IvanovskaNoch keine Bewertungen
- Metallpulver Ger 9-05Dokument32 SeitenMetallpulver Ger 9-05mp303Noch keine Bewertungen
- Grundsatzuntersuchungen Zum Einsatz Von DiamantbeschichtetenDokument147 SeitenGrundsatzuntersuchungen Zum Einsatz Von DiamantbeschichtetenjkriwettNoch keine Bewertungen
- Investigations On Anode Quality in Copper Electrorefining: C. Wenzl, I. Filzwieser, G. Mori and J. PeslDokument6 SeitenInvestigations On Anode Quality in Copper Electrorefining: C. Wenzl, I. Filzwieser, G. Mori and J. PeslNidhiNoch keine Bewertungen
- Schutz - Und FormiergaseDokument12 SeitenSchutz - Und FormiergaseHagen_of_TronjeNoch keine Bewertungen
- Metallografie Von SchweißverbindungenDokument8 SeitenMetallografie Von SchweißverbindungenHagen_of_TronjeNoch keine Bewertungen
- H525DEDokument8 SeitenH525DEMahmoud NasrNoch keine Bewertungen
- Hinweise Zum Schweissen Von TitanDokument5 SeitenHinweise Zum Schweissen Von TitansusanwebNoch keine Bewertungen
- SCH Weiss NaehteDokument61 SeitenSCH Weiss NaehteSladan VujcicNoch keine Bewertungen
- Datenblatt VDM Alloy 800 HDokument13 SeitenDatenblatt VDM Alloy 800 HDebelmeNoch keine Bewertungen
- 2015 07 Formieren Im Rohrleitungs Und BehaelterbauDokument3 Seiten2015 07 Formieren Im Rohrleitungs Und BehaelterbauGabor VatoNoch keine Bewertungen
- Schmelztauchverdeltes Band Und Blech - Feueraluminiert EtcDokument25 SeitenSchmelztauchverdeltes Band Und Blech - Feueraluminiert EtcMarius SvagneaNoch keine Bewertungen
- Starloy NdfuDokument105 SeitenStarloy NdfuMark Saul Pérez TorresNoch keine Bewertungen
- SGL Technische Info SIGRAFLEX Korrosionsvorgaenge DEDokument5 SeitenSGL Technische Info SIGRAFLEX Korrosionsvorgaenge DEluis claudio c, vieiraNoch keine Bewertungen
- 16 - Theorie ZusammenfassungDokument9 Seiten16 - Theorie ZusammenfassungMichael WulzNoch keine Bewertungen
- 02 Löten V306Dokument16 Seiten02 Löten V306DajanNoch keine Bewertungen
- Kebablend M 1222 PPSDokument3 SeitenKebablend M 1222 PPStwizzlahNoch keine Bewertungen
- Hy-Lok Klemmringverschraubungen: Größen Von 1/16" Bis 2" (2mm Bis 42mm)Dokument104 SeitenHy-Lok Klemmringverschraubungen: Größen Von 1/16" Bis 2" (2mm Bis 42mm)sevkiNoch keine Bewertungen
- K460de PDFDokument12 SeitenK460de PDFMogos PaulNoch keine Bewertungen
- A970DEDokument8 SeitenA970DEMick JarrNoch keine Bewertungen
- Manual 10020131Dokument43 SeitenManual 10020131Hans-Erik JensenNoch keine Bewertungen
- BW020DE - Datos Tecnicos Microinclusiones Segregaciones Techn - DetailsDokument15 SeitenBW020DE - Datos Tecnicos Microinclusiones Segregaciones Techn - DetailsOscar AlbaNoch keine Bewertungen
- Study of Aluminium Foam Formation Kinetics and MicrostructureDokument14 SeitenStudy of Aluminium Foam Formation Kinetics and MicrostructureSamuel ArelianoNoch keine Bewertungen
- Stahlguss 01Dokument83 SeitenStahlguss 01JosipPekoNoch keine Bewertungen
- 1 4550Dokument4 Seiten1 4550Faruk PojskicNoch keine Bewertungen
- D560 Haeuser in Stahl-LeichtbauweiseDokument68 SeitenD560 Haeuser in Stahl-LeichtbauweiseAldin MahmutovićNoch keine Bewertungen
- PT - 6 - Beschichtungsprozesse, Materialien Und BauelementeDokument34 SeitenPT - 6 - Beschichtungsprozesse, Materialien Und BauelementePeterNoch keine Bewertungen
- Asme Details PDFDokument110 SeitenAsme Details PDFsitam_nitj4202Noch keine Bewertungen
- Steel Sheet Piling: Welding of Steel Sheet Piles/soudage de Palplanches/schweißen Von StahlspundwändenDokument28 SeitenSteel Sheet Piling: Welding of Steel Sheet Piles/soudage de Palplanches/schweißen Von StahlspundwändenFerdie TolosaNoch keine Bewertungen
- Schweißen Von Aluminium PDFDokument83 SeitenSchweißen Von Aluminium PDFHagen_of_TronjeNoch keine Bewertungen
- Normen Und RegelwerkeDokument9 SeitenNormen Und RegelwerkeHibozo0% (1)
- DASt 德国钢结构委员会 行业报告 2016年Dokument5 SeitenDASt 德国钢结构委员会 行业报告 2016年lvcuichanghuaNoch keine Bewertungen
- Meh Svojstva-Podjela CelikaDokument3 SeitenMeh Svojstva-Podjela CelikaAminaNoch keine Bewertungen
- DBL 9455 2005 05Dokument5 SeitenDBL 9455 2005 05Oliver SteinrötterNoch keine Bewertungen
- DIN 267-9 покриттяDokument7 SeitenDIN 267-9 покриттяЮрійNoch keine Bewertungen
- Iso 9606 1 Isi IlmenauDokument30 SeitenIso 9606 1 Isi IlmenauTC Capulcu Mustafa MNoch keine Bewertungen
- Hochfester Martensitaushärtbarer Stahl - W 1.6354Dokument12 SeitenHochfester Martensitaushärtbarer Stahl - W 1.6354Hagen_of_TronjeNoch keine Bewertungen
- MB322 Geschraubte Verbindungen Im Stahlbau PDFDokument40 SeitenMB322 Geschraubte Verbindungen Im Stahlbau PDFasfdadNoch keine Bewertungen
- (1962) The Oxidation of Iron-Chromium Alloys and Stainless Steels at High TemperaturesDokument24 Seiten(1962) The Oxidation of Iron-Chromium Alloys and Stainless Steels at High TemperaturesChitu IulianNoch keine Bewertungen
- Euro BlechDokument64 SeitenEuro BlechStefanNoch keine Bewertungen
- BW WelderGuide DE 2018 GL 124 PreviewDokument112 SeitenBW WelderGuide DE 2018 GL 124 PreviewAbhijeet KeerNoch keine Bewertungen
- Sand - Und Kokillenguss Aus AluminiumDokument82 SeitenSand - Und Kokillenguss Aus AluminiumrobbythomNoch keine Bewertungen
- Dispersionsschichten Mit Hexagonalem BornitridDokument9 SeitenDispersionsschichten Mit Hexagonalem Bornitridjoerg.beerlibluewin.chNoch keine Bewertungen
- Poster DIN en ISO 9606 DeutschDokument1 SeitePoster DIN en ISO 9606 DeutschKovács Zsolt0% (1)
- Feuer Verz in KenDokument76 SeitenFeuer Verz in KenGogeaNoch keine Bewertungen
- Metalpowder Ger 06Dokument32 SeitenMetalpowder Ger 06amdidgurNoch keine Bewertungen
- WSG LötenDokument1 SeiteWSG LötenABNoch keine Bewertungen
- WT2 MB Klausurvorbereitung WS2013Dokument4 SeitenWT2 MB Klausurvorbereitung WS2013Mathias Waßer100% (1)
- Cladding Material Thyssen KruppDokument40 SeitenCladding Material Thyssen KruppumeshNoch keine Bewertungen
- Grifftabell Klarinette DeutschDokument2 SeitenGrifftabell Klarinette DeutschJelisavetaNoch keine Bewertungen
- Buckel Schweissmutter - BerichtDokument70 SeitenBuckel Schweissmutter - BerichtGabor VatoNoch keine Bewertungen
- Pfaff Varimatic 6091 Sewing MachineDokument74 SeitenPfaff Varimatic 6091 Sewing MachineGabor VatoNoch keine Bewertungen
- Metall - SchutzgasschweissenDokument11 SeitenMetall - SchutzgasschweissenGabor VatoNoch keine Bewertungen
- Chauvin PAC Current MeterDokument4 SeitenChauvin PAC Current MeterGabor VatoNoch keine Bewertungen
- SCHMETZ Needle ABCDokument36 SeitenSCHMETZ Needle ABCGabor VatoNoch keine Bewertungen
- Hollow Sections-Technical Infomation 3 GermanDokument72 SeitenHollow Sections-Technical Infomation 3 GermanGabor VatoNoch keine Bewertungen
- Keysight DSO - 1052 ManualDokument74 SeitenKeysight DSO - 1052 ManualGabor VatoNoch keine Bewertungen
- Sig 2.3, 2.6 - deDokument1 SeiteSig 2.3, 2.6 - deGabor VatoNoch keine Bewertungen
- EGT Zündtrafo WIG251 SchemaDokument1 SeiteEGT Zündtrafo WIG251 SchemaGabor VatoNoch keine Bewertungen
- Elditest - GE8115 Differential AmplifierDokument16 SeitenElditest - GE8115 Differential AmplifierGabor VatoNoch keine Bewertungen
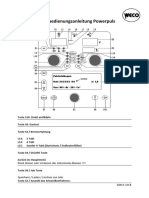
- WECO Pulse Doppel MIGDokument8 SeitenWECO Pulse Doppel MIGGabor VatoNoch keine Bewertungen
- WECO Pulse Doppel MIGDokument8 SeitenWECO Pulse Doppel MIGGabor VatoNoch keine Bewertungen
- Schweißschutzgase ÜbersichtDokument28 SeitenSchweißschutzgase ÜbersichtGabor VatoNoch keine Bewertungen
- Wolframelektroden KnowhowDokument8 SeitenWolframelektroden KnowhowbiggeriusNoch keine Bewertungen
- Tipps Fuer Praktiker Gase Zum SchweissenDokument8 SeitenTipps Fuer Praktiker Gase Zum SchweissenGabor VatoNoch keine Bewertungen
- Wolframelektroden KnowhowDokument8 SeitenWolframelektroden KnowhowbiggeriusNoch keine Bewertungen
- DVS AluminiumschweissenDokument19 SeitenDVS AluminiumschweissenGabor VatoNoch keine Bewertungen
- Edelstahl Wig SchweißenDokument19 SeitenEdelstahl Wig SchweißengregappNoch keine Bewertungen
- GreenpeaceDokument6 SeitenGreenpeaceДаша ЧеркасоваNoch keine Bewertungen
- Stoffwertsammlung Prof - Kretzschmar 2013Dokument137 SeitenStoffwertsammlung Prof - Kretzschmar 2013Nasen GinikbakNoch keine Bewertungen
- CNG Tankstellen EON Gas Mobil 2019Dokument16 SeitenCNG Tankstellen EON Gas Mobil 2019expertNoch keine Bewertungen
- B152 Schweisserprufug en ISO 9606-1-2013 deDokument1 SeiteB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- Poster DIN en ISO 9606 Messe - Indd - Poster DIN en ISO 9606 DeutschDokument1 SeitePoster DIN en ISO 9606 Messe - Indd - Poster DIN en ISO 9606 DeutschTeban SebiNoch keine Bewertungen
- Thermodynamik Der Verbrennungskraftmaschine by Prof. Dr. Ing. Hans List, 1939Dokument130 SeitenThermodynamik Der Verbrennungskraftmaschine by Prof. Dr. Ing. Hans List, 1939Max BrNoch keine Bewertungen
- Wasserauto, Fahrzeugen, WasserstoffDokument2 SeitenWasserauto, Fahrzeugen, Wasserstoff4abarakaNoch keine Bewertungen
- SB14417074 - Wiring DiagramDokument22 SeitenSB14417074 - Wiring DiagrammcampospintoldaNoch keine Bewertungen
- Bosch Tipps LamdasondenDokument1 SeiteBosch Tipps LamdasondenheinzNoch keine Bewertungen
- OzonlochDokument14 SeitenOzonlochDirkNoch keine Bewertungen
- PiPlasmaDokument4 SeitenPiPlasmaMRC WeldingNoch keine Bewertungen
- SchweißtechnikDokument232 SeitenSchweißtechnikHagen_of_TronjeNoch keine Bewertungen
- Einführung in die Aurachirurgie: Medizin im 21. JahrhundertVon EverandEinführung in die Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Pflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenVon EverandPflegekniffe von A - Z: Pflegefehler erfolgreich vermeidenBewertung: 5 von 5 Sternen5/5 (1)
- Praxiseinstieg Deep Learning: Mit Python, Caffe, TensorFlow und Spark eigene Deep-Learning-Anwendungen erstellenVon EverandPraxiseinstieg Deep Learning: Mit Python, Caffe, TensorFlow und Spark eigene Deep-Learning-Anwendungen erstellenNoch keine Bewertungen
- Enzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikVon EverandEnzyklopädie der Cannabiszucht: Fachbuch der HanfgenetikBewertung: 5 von 5 Sternen5/5 (1)
- Handlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtVon EverandHandlungsorientierte Pflegedokumentation: Wissen, worauf es ankommtBewertung: 5 von 5 Sternen5/5 (1)
- Sprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenVon EverandSprachbausteine Deutsch B2-C1 Medizin Fachsprachprüfung (FSP): 10 Übungen zur FSP-Prüfungsvorbereitung mit LösungenBewertung: 3.5 von 5 Sternen3.5/5 (6)
- Laws of UX: 10 praktische Grundprinzipien für intuitives, menschenzentriertes UX-DesignVon EverandLaws of UX: 10 praktische Grundprinzipien für intuitives, menschenzentriertes UX-DesignNoch keine Bewertungen
- Die Geheimnisse der Visualisierung nutzen lernenVon EverandDie Geheimnisse der Visualisierung nutzen lernenBewertung: 5 von 5 Sternen5/5 (1)
- DIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Von EverandDIE FALLE. Was sie ist, wie sie funktioniert und wie wir ihren Illusionen entkommen: »Der Schleier der Illusion wird beiseite gefegt!«Noch keine Bewertungen
- Der Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenVon EverandDer Cannabis-Anbau: Alles über Botanik, Anbau, Vermehrung, Weiterverarbeitung und medizinische Anwendung sowie THC-MessverfahrenBewertung: 5 von 5 Sternen5/5 (2)
- Formulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKVon EverandFormulierungshilfen zur Pflegeplanung: Dokumentation der Pflege und Betreuung gemäß Pflegeprozess nach ATL, ABEDL, SIS, Expertenstandards, QPR-Indikatoren und BI des MDKNoch keine Bewertungen
- Lehrbuch der Aurachirurgie: Medizin im 21. JahrhundertVon EverandLehrbuch der Aurachirurgie: Medizin im 21. JahrhundertNoch keine Bewertungen
- Schnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenVon EverandSchnelles Denken, langsames Denken. Zusammenfassung & Analyse des Bestsellers von Daniel: Wie Denkfehler die Entscheidungsfindung beeinflussenBewertung: 5 von 5 Sternen5/5 (2)
- Personal Kanban: Visualisierung und Planung von Aufgaben, Projekten und Terminen mit dem Kanban-BoardVon EverandPersonal Kanban: Visualisierung und Planung von Aufgaben, Projekten und Terminen mit dem Kanban-BoardBewertung: 3.5 von 5 Sternen3.5/5 (46)
- Verdiene passives Einkommen mit Quora und hänge deinen Job an den NagelVon EverandVerdiene passives Einkommen mit Quora und hänge deinen Job an den NagelNoch keine Bewertungen
- Das Geheime Weltraumprogramm der U.S. Navy & Die Allianz mit den Nordischen. Kampftruppen für den Weltraum - die wahren Pläne der Regierung TrumpVon EverandDas Geheime Weltraumprogramm der U.S. Navy & Die Allianz mit den Nordischen. Kampftruppen für den Weltraum - die wahren Pläne der Regierung TrumpNoch keine Bewertungen
- Elektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerVon EverandElektro-Installationen im Haus: Leicht verständliche Anleitungen für völlig unerfahrene Einsteiger und Profi-HeimwerkerNoch keine Bewertungen
- Heilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungVon EverandHeilende Worte - Die Kraft der Gebete als Schlüssel zur HeilungNoch keine Bewertungen
- Sofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidVon EverandSofortheilung durch DMSO: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit DimethylsulfoxidNoch keine Bewertungen
- Sofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverVon EverandSofortheilung durch Borax: Erprobte Anwendungen und dringend notwendiges Praxiswissen für den sicheren Umgang mit Borax PulverBewertung: 5 von 5 Sternen5/5 (1)
- Der Pathologe weiß alles … aber zu spät: Heitere und ernsthafte Geschichten aus der MedizinVon EverandDer Pathologe weiß alles … aber zu spät: Heitere und ernsthafte Geschichten aus der MedizinBewertung: 3 von 5 Sternen3/5 (5)
- Die Kunst des Musizierens: Von den physiologischen und psychologischen Grundlagen zur PraxisVon EverandDie Kunst des Musizierens: Von den physiologischen und psychologischen Grundlagen zur PraxisBewertung: 4 von 5 Sternen4/5 (1)
- SkyTest® Piloten-Assessment 2024: Handbuch zu den Einstellungstests für Ab-Initio- und Ready-Entry-PilotenVon EverandSkyTest® Piloten-Assessment 2024: Handbuch zu den Einstellungstests für Ab-Initio- und Ready-Entry-PilotenNoch keine Bewertungen
- Compendium Wortschatz Deutsch-Deutsch, erweiterte Neuausgabe: 2. erweiterte NeuausgabeVon EverandCompendium Wortschatz Deutsch-Deutsch, erweiterte Neuausgabe: 2. erweiterte NeuausgabeBewertung: 3 von 5 Sternen3/5 (7)
- Formulierungshilfen für die Strukturierte Informationssammlung SIS und Maßnahmenplanung: Themenfeld krankheitsbezogene Anforderungen und BelastungenVon EverandFormulierungshilfen für die Strukturierte Informationssammlung SIS und Maßnahmenplanung: Themenfeld krankheitsbezogene Anforderungen und BelastungenNoch keine Bewertungen