Das könnte Ihnen auch gefallen
- 6029.705.029 - Est 117Dokument1 Seite6029.705.029 - Est 117Cleiton Avi75% (4)
- Trapezprofil T40.1Dokument122 SeitenTrapezprofil T40.1GethroNoch keine Bewertungen
- (VDI 3840 - 2004-05) - Schwingungstechnische Berechnungen - Berechnungen Für MaschinensätzeDokument19 Seiten(VDI 3840 - 2004-05) - Schwingungstechnische Berechnungen - Berechnungen Für MaschinensätzeMojtaba Moradi100% (1)
- Din 18182-2 PDFDokument5 SeitenDin 18182-2 PDFNameNoch keine Bewertungen
- TFK Berechnung Von Tonfrequenzubertragern OCRDokument61 SeitenTFK Berechnung Von Tonfrequenzubertragern OCRdexterconexion1312Noch keine Bewertungen
- Berechnungsgrundlagen Stirnradverzahnungen 2010-10Dokument16 SeitenBerechnungsgrundlagen Stirnradverzahnungen 2010-10Wolfgang Speiser100% (1)
- STAHL-EISEN 1921 Ultraschallprufung Von SchmiedestuckenDokument4 SeitenSTAHL-EISEN 1921 Ultraschallprufung Von SchmiedestuckenszizaNoch keine Bewertungen
- Din 1451-3Dokument4 SeitenDin 1451-3CeliaNoch keine Bewertungen
- Systematica 1062Dokument69 SeitenSystematica 1062Douglas CarturanNoch keine Bewertungen
- Rauhheit Faltblatt deDokument2 SeitenRauhheit Faltblatt dechetanNoch keine Bewertungen
- 1 MesstechnikDokument13 Seiten1 MesstechnikFrank WolframNoch keine Bewertungen
- Skript OberflaechenmesstechnikDokument8 SeitenSkript OberflaechenmesstechnikAndrea KahmNoch keine Bewertungen
- Rugozitate RaDokument1 SeiteRugozitate RasebibvalvNoch keine Bewertungen
- Din 5466-1 2000-10Dokument1 SeiteDin 5466-1 2000-10Krishna PrasadNoch keine Bewertungen
- Einführung Erstsemester: Exkurs Technisches Zeichnen" Vorgestellt Von Dipl - Ing. M. GoworekDokument60 SeitenEinführung Erstsemester: Exkurs Technisches Zeichnen" Vorgestellt Von Dipl - Ing. M. GoworekHelmi LandolsiNoch keine Bewertungen
- Grundlagen Der Passungsauswahl - Maßtoleranzen Und PassungenDokument1 SeiteGrundlagen Der Passungsauswahl - Maßtoleranzen Und PassungentolgaNoch keine Bewertungen
- 2 Trennen - Mathe - KopieDokument5 Seiten2 Trennen - Mathe - KopieEduard HahnNoch keine Bewertungen
- TGL 22838-05 07-1980Dokument8 SeitenTGL 22838-05 07-1980klausNoch keine Bewertungen
- Berechnung Der Hertzschen Pressug Und Scheiben Sowie Der KnickungDokument19 SeitenBerechnung Der Hertzschen Pressug Und Scheiben Sowie Der KnickungJoergen FJNoch keine Bewertungen
- Din 2093 2013-12Dokument18 SeitenDin 2093 2013-12Mehdi MokhtariNoch keine Bewertungen
- Technische Info Zeus RaendeltechnikDokument10 SeitenTechnische Info Zeus RaendeltechnikpeterNoch keine Bewertungen
- Din 5466-1 2000-10Dokument1 SeiteDin 5466-1 2000-10Krishna PrasadNoch keine Bewertungen
- Gleitschirm Potential StrömungDokument35 SeitenGleitschirm Potential StrömungBuğra Uğur YazıcıNoch keine Bewertungen
- 6319 J20aaDokument1 Seite6319 J20aaLiju DanielNoch keine Bewertungen
- Laser Lichtschnitt DDokument4 SeitenLaser Lichtschnitt DrblendNoch keine Bewertungen
- RK Material MeasureDokument9 SeitenRK Material MeasureKarthikeyan NatarajanNoch keine Bewertungen
- 3.9 Fragen Zu Ausführung Von Geschweißten Bauteilen Unter DyDokument7 Seiten3.9 Fragen Zu Ausführung Von Geschweißten Bauteilen Unter Dyseppforcher87Noch keine Bewertungen
- (DIN 4000 125 - 1999 08) Sachmerkmal Leisten Teil 125 - Elastomer FederelementeDokument15 Seiten(DIN 4000 125 - 1999 08) Sachmerkmal Leisten Teil 125 - Elastomer FederelementeWagner BritoNoch keine Bewertungen
- EC5 DemoDokument48 SeitenEC5 DemoFrank DetailerNoch keine Bewertungen
- WI FFFDokument22 SeitenWI FFFJosesio Jose Jose JosesioNoch keine Bewertungen
- Brandschutz Arbeitshilfe PDFDokument2 SeitenBrandschutz Arbeitshilfe PDFJayasurya PaluriNoch keine Bewertungen
- Formelsammlung InformatikI Dominik WernerDokument7 SeitenFormelsammlung InformatikI Dominik WernerOmid ShamsNoch keine Bewertungen
- Draht ProgrammDokument2 SeitenDraht Programmmagiva873Noch keine Bewertungen
- Fertigungsplanung Uebung Pressen Folien PDFDokument19 SeitenFertigungsplanung Uebung Pressen Folien PDFProduktionstechnikNoch keine Bewertungen
- Berechnung Von Vorgespannten Schraubenverbindungen Mit Der FEADokument13 SeitenBerechnung Von Vorgespannten Schraubenverbindungen Mit Der FEAhassan mohameddeqNoch keine Bewertungen
- DIN 743 Bei-1 E 2008-10Dokument19 SeitenDIN 743 Bei-1 E 2008-10godoi123Noch keine Bewertungen
- 06 - SchweißverbindungenDokument30 Seiten06 - SchweißverbindungenGábor SörösNoch keine Bewertungen
- 2018 Book Maschinenbau 1379 1393Dokument15 Seiten2018 Book Maschinenbau 1379 1393Carina MendozaNoch keine Bewertungen
- Riemen PKRDokument1 SeiteRiemen PKRBacoNoch keine Bewertungen
- Datasheet CC39S-SN39600Dokument2 SeitenDatasheet CC39S-SN39600Alan CamposNoch keine Bewertungen
- Checklist eDokument3 SeitenChecklist eMariem BouaskerNoch keine Bewertungen
- Schenkelfeder FormelzeichenbegriffeDokument2 SeitenSchenkelfeder FormelzeichenbegriffeperchtNoch keine Bewertungen
- Spatariu 5-6 BoltDokument3 SeitenSpatariu 5-6 BoltCristi SpatariuNoch keine Bewertungen
- IVDokument73 SeitenIVulastuna2001Noch keine Bewertungen
- RMG 4015 RisstiefenmessungDokument4 SeitenRMG 4015 Risstiefenmessungluis yupaNoch keine Bewertungen
- Din 509 PDFDokument6 SeitenDin 509 PDFPatriciaeRafael Almeida100% (1)
- (DIN 802-3 - 2008-11) - Nach DIN EN ISO 228-1 Tolerancije RP I G Navoja DIN EN 10Dokument11 Seiten(DIN 802-3 - 2008-11) - Nach DIN EN ISO 228-1 Tolerancije RP I G Navoja DIN EN 10zvezdan bilanovicNoch keine Bewertungen
- O8h210 01 - de deDokument4 SeitenO8h210 01 - de deMahr UnipreNoch keine Bewertungen
- FL BduDokument9 SeitenFL Bdubux.bunny5554Noch keine Bewertungen
- 68 Darstellungen in Zeichnungen: SchnittdarstellungenDokument1 Seite68 Darstellungen in Zeichnungen: SchnittdarstellungensergioNoch keine Bewertungen
- Meusburger Farbtabellen Standard - CAD Colour CodesDokument2 SeitenMeusburger Farbtabellen Standard - CAD Colour CodesashishNoch keine Bewertungen
- Stahlbeton I - 3 - 3 - Biegung Und Normalkraft - HS2018 - AutoDokument51 SeitenStahlbeton I - 3 - 3 - Biegung Und Normalkraft - HS2018 - AutotdrnkNoch keine Bewertungen
- MikroVerbundpfahl System StumpDokument34 SeitenMikroVerbundpfahl System Stumpboldizsarrezso19Noch keine Bewertungen
- OberflächenangabenDokument16 SeitenOberflächenangabenkevinkoehliNoch keine Bewertungen
- Sia400 12Dokument13 SeitenSia400 12JakeNoch keine Bewertungen
- Fischer - Mechanismen Des Hochtemperaturrisswachstums in Einem Ferritischen Stahl An Luft Und in WasserdampfDokument226 SeitenFischer - Mechanismen Des Hochtemperaturrisswachstums in Einem Ferritischen Stahl An Luft Und in Wasserdampfwbc2014Noch keine Bewertungen
- Nem340 DDokument1 SeiteNem340 DRSNoch keine Bewertungen
- Die CastingDokument11 SeitenDie CastingGanesan TNoch keine Bewertungen
- Kapitel 3Dokument8 SeitenKapitel 3hectorjazzNoch keine Bewertungen
- PRO FLY CAD-Farbtabellenstandards INDokument1 SeitePRO FLY CAD-Farbtabellenstandards INmwasicNoch keine Bewertungen
- [DIN CEN ISOTR 19905-2 ,DIN SPEC 67998-2014-05] -- Erdöl- und Erdgasindustrie - Offshore Anlagen; Beurteilung von mobilen Offshore Einheiten bezüglich ihres Einsatzgebietes - Teil 2- Hubinseln, Erläute.pdfDokument317 Seiten[DIN CEN ISOTR 19905-2 ,DIN SPEC 67998-2014-05] -- Erdöl- und Erdgasindustrie - Offshore Anlagen; Beurteilung von mobilen Offshore Einheiten bezüglich ihres Einsatzgebietes - Teil 2- Hubinseln, Erläute.pdfQuyenluckyboy LeNoch keine Bewertungen
- Technisches Datenblatt T153Dokument36 SeitenTechnisches Datenblatt T153Ako BogdaNoch keine Bewertungen
- Verallgemeinerte Funktionen: Grundlagen und AnwendungsbeispieleVon EverandVerallgemeinerte Funktionen: Grundlagen und AnwendungsbeispieleNoch keine Bewertungen
- B1 2-101 PDFDokument1 SeiteB1 2-101 PDFalifuat duyguNoch keine Bewertungen
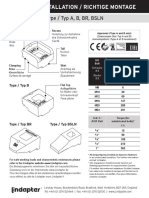
- Lindapter Type BR Installation GuideDokument2 SeitenLindapter Type BR Installation GuideJorge VieiraNoch keine Bewertungen
- Pricelist Pipa Fitting 21 Oktober 2021Dokument8 SeitenPricelist Pipa Fitting 21 Oktober 2021Kham ArsofalNoch keine Bewertungen
- FUHR anleitung-855R-855WER-M11-deDokument2 SeitenFUHR anleitung-855R-855WER-M11-deadrianeNoch keine Bewertungen
- G3Si1 - Lot 120080112 - 420MPa (20201007) PDFDokument1 SeiteG3Si1 - Lot 120080112 - 420MPa (20201007) PDFPeter TvardzíkNoch keine Bewertungen
- 2 Spreading and Retracting InstrumentsDokument48 Seiten2 Spreading and Retracting InstrumentsGhenadie BostanNoch keine Bewertungen
- DS 22120 0008 deDokument2 SeitenDS 22120 0008 debeneNoch keine Bewertungen
- Kilcher Limitgliss 12 de WebDokument2 SeitenKilcher Limitgliss 12 de WebNick BesterNoch keine Bewertungen
- 5871 178 101 CrawlerDokument57 Seiten5871 178 101 CrawlerSerhan AysanNoch keine Bewertungen
- KC 210-300 2001-03Dokument16 SeitenKC 210-300 2001-03Rolandas PetkusNoch keine Bewertungen
- Ruggerini MD150, MD151, MD190, MD191Dokument23 SeitenRuggerini MD150, MD151, MD190, MD191Paky PakicNoch keine Bewertungen
- Manual Destructora HSMDokument38 SeitenManual Destructora HSMMARIA GONZALEZNoch keine Bewertungen
- Bitzer CSH95 Spare ListDokument32 SeitenBitzer CSH95 Spare ListKaushik UpadhyayNoch keine Bewertungen
- T2 DL Instructions 110079 051607Dokument2 SeitenT2 DL Instructions 110079 051607Pedro PerezNoch keine Bewertungen


























































![[DIN CEN ISOTR 19905-2 ,DIN SPEC 67998-2014-05] -- Erdöl- und Erdgasindustrie - Offshore Anlagen; Beurteilung von mobilen Offshore Einheiten bezüglich ihres Einsatzgebietes - Teil 2- Hubinseln, Erläute.pdf](https://imgv2-2-f.scribdassets.com/img/document/274781511/149x198/d2ac0461da/1542155014?v=1)