Das könnte Ihnen auch gefallen
- TP II Holz Holz VerbindungenDokument85 SeitenTP II Holz Holz VerbindungenAntonio StarekNoch keine Bewertungen
- Kurzinfo AusfallteilsicherungDokument5 SeitenKurzinfo AusfallteilsicherungThomas TararaNoch keine Bewertungen
- Frasen Drehen BohrenDokument38 SeitenFrasen Drehen Bohrendgehri75% (4)
- Die Rennradwerkstatt: Reparatur-Montage-Pflege-WartungVon EverandDie Rennradwerkstatt: Reparatur-Montage-Pflege-WartungNoch keine Bewertungen
- Fragenkatalog DrehenDokument7 SeitenFragenkatalog DrehenMohammad HamoNoch keine Bewertungen
- Gewinde MDokument16 SeitenGewinde MelsoniNoch keine Bewertungen
- Kohler Ratgeber GewindeartenDokument40 SeitenKohler Ratgeber GewindeartenIcer_CRO100% (1)
- Combitech: - System BasisDokument20 SeitenCombitech: - System BasisErwin SolteszNoch keine Bewertungen
- SchraubenzieherDokument4 SeitenSchraubenziehernaethanaelmNoch keine Bewertungen
- Lernfeld 11 Rollenschneider - LosungDokument59 SeitenLernfeld 11 Rollenschneider - LosungMert YavuzNoch keine Bewertungen
- TMP - 10409 Wochenberichte 372264871Dokument13 SeitenTMP - 10409 Wochenberichte 372264871KenGuruNoch keine Bewertungen
- Geometrija Reznog Alata Ukratko Na NjemačkomDokument9 SeitenGeometrija Reznog Alata Ukratko Na NjemačkomCrystal Erickson100% (1)
- Schleifen PräsentationDokument32 SeitenSchleifen PräsentationfolienkleberNoch keine Bewertungen
- SchraubenschlüsselDokument6 SeitenSchraubenschlüsselmc315895Noch keine Bewertungen
- SägekettenDokument8 SeitenSägekettenOl WebNoch keine Bewertungen
- STANZENDokument115 SeitenSTANZENPPNoch keine Bewertungen
- Arbeitsschutz Trennen Schleifen BuerstenDokument2 SeitenArbeitsschutz Trennen Schleifen BuerstenNatter Präzisionstechnik GmbhNoch keine Bewertungen
- Robbe OrnithDokument65 SeitenRobbe Ornithimre73aimNoch keine Bewertungen
- Maschinenkunde Stoev GewehrteDokument6 SeitenMaschinenkunde Stoev GewehrteangelsggNoch keine Bewertungen
- VGerman 01Dokument42 SeitenVGerman 01Robson CarlosNoch keine Bewertungen
- Gresor Autofiletant DIN 71412Dokument4 SeitenGresor Autofiletant DIN 71412Radu BurloiuNoch keine Bewertungen
- Lir 000022Dokument8 SeitenLir 000022Pete OddNoch keine Bewertungen
- SaegenDokument25 SeitenSaegenKarl-Heinz MeierNoch keine Bewertungen
- WaelzlagerDokument31 SeitenWaelzlageraloisar3116Noch keine Bewertungen
- Windstar BoatDokument36 SeitenWindstar BoatAngel Danev100% (2)
- Centaflex ADokument15 SeitenCentaflex AJW VABHNoch keine Bewertungen
- BoleyUd8 1.3Dokument14 SeitenBoleyUd8 1.3jesus100% (1)
- SchlüsselweiteDokument5 SeitenSchlüsselweitemc315895Noch keine Bewertungen
- BO 6fmanualDokument2 SeitenBO 6fmanualiWER iWERNoch keine Bewertungen
- KONSTRUKTIONSELEMENTEDokument20 SeitenKONSTRUKTIONSELEMENTEHectorDavidPreciadoValenzuelaNoch keine Bewertungen
- Pages 14-105 Winkel Bearings PDFDokument92 SeitenPages 14-105 Winkel Bearings PDFhepcomotionNoch keine Bewertungen
- 276656estampagem RotativaDokument4 Seiten276656estampagem RotativaClaudia Zachow MachadoNoch keine Bewertungen
- Wälzlager Und WälzlagerungenDokument22 SeitenWälzlager Und WälzlagerungenbyonymousNoch keine Bewertungen
- KatalogDokument32 SeitenKatalogskantekindustrieNoch keine Bewertungen
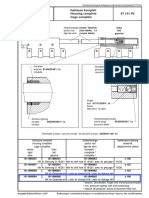
- Flanschausführung Unten Und Gewindeausführung, Mit Überlastsicherung, Einfach Und Doppelt Wirkend, Max. Betriebsdruck 500 BarDokument4 SeitenFlanschausführung Unten Und Gewindeausführung, Mit Überlastsicherung, Einfach Und Doppelt Wirkend, Max. Betriebsdruck 500 BarTommy SteinNoch keine Bewertungen
- Fertigungs-und-Fügetechnik, NormteileDokument23 SeitenFertigungs-und-Fügetechnik, NormteileMARIORAPELLI100% (1)
- Boley Drehstühle Und Werkzeuge Für UhrmacherDokument14 SeitenBoley Drehstühle Und Werkzeuge Für UhrmacherSimon László100% (1)
- Definition Druckumformen WalzenDokument5 SeitenDefinition Druckumformen WalzenSa RaNoch keine Bewertungen
- MB322 Geschraubte Verbindungen Im StahlbauDokument40 SeitenMB322 Geschraubte Verbindungen Im StahlbauimotalpNoch keine Bewertungen
- 4 Cylinder Wobbler Steam Engine Model PlansDokument17 Seiten4 Cylinder Wobbler Steam Engine Model Plansjohn424Noch keine Bewertungen
- Teileliste VIEB3Dokument4 SeitenTeileliste VIEB3Eric FrazerNoch keine Bewertungen
- Leinen MLZ4SB Manual PDFDokument25 SeitenLeinen MLZ4SB Manual PDFMitsubishi Carisma100% (2)
- KC 216 1989-12Dokument10 SeitenKC 216 1989-12Rolandas PetkusNoch keine Bewertungen
- Proxxon Industrial deDokument32 SeitenProxxon Industrial delazarbestNoch keine Bewertungen
- Schrauben 3Dokument26 SeitenSchrauben 3maltinavoNoch keine Bewertungen
- Golmatic WaffenDokument8 SeitenGolmatic WaffenNORDBNoch keine Bewertungen
- Des Wirts C Haft 5 - Und Ver K Ehr 5 Mi N 15 Te R Iu M 5: Forschu NgsberichteDokument47 SeitenDes Wirts C Haft 5 - Und Ver K Ehr 5 Mi N 15 Te R Iu M 5: Forschu NgsberichteFernando Spanholi TelesNoch keine Bewertungen
- Hebebuehne Version1 Teil1Dokument3 SeitenHebebuehne Version1 Teil1Print ImageNoch keine Bewertungen
- Unscrewing Devices-NEW Dec.08Dokument28 SeitenUnscrewing Devices-NEW Dec.08nsaravanakumarNoch keine Bewertungen
- Tom SidaDokument21 SeitenTom SidaStéphane ArnaudNoch keine Bewertungen
- X Max 125 v1 Ventile 2Dokument4 SeitenX Max 125 v1 Ventile 2kamandenjihia8Noch keine Bewertungen
- Gumba KatalogDokument28 SeitenGumba KatalogDavid_Dahan_6057Noch keine Bewertungen
- BigmecDokument24 SeitenBigmecStéphane ArnaudNoch keine Bewertungen
- Gumba KatalogDokument28 SeitenGumba KatalogMaha Moddather HassanNoch keine Bewertungen
- Selbstschneidende SchraubenDokument10 SeitenSelbstschneidende SchraubenHans WurstmannNoch keine Bewertungen
- Erklärungen APT2 Sommer'09 A17Dokument7 SeitenErklärungen APT2 Sommer'09 A17api-25967053Noch keine Bewertungen
- Aufgabenstellung PumpeDokument10 SeitenAufgabenstellung Pumpeapi-25967053Noch keine Bewertungen
- Erklärungen APT2 Sommer'09 A16Dokument5 SeitenErklärungen APT2 Sommer'09 A16api-25967053Noch keine Bewertungen
- Erklärungen APT2 Sommer'09 A14Dokument4 SeitenErklärungen APT2 Sommer'09 A14api-25967053Noch keine Bewertungen
- Erklärungen APT2 Sommer'09 A15Dokument5 SeitenErklärungen APT2 Sommer'09 A15api-25967053Noch keine Bewertungen
- Aufgaben Zugversuch (Stam) Mit LösungDokument5 SeitenAufgaben Zugversuch (Stam) Mit Lösungapi-25967053Noch keine Bewertungen
- BohrspindelDokument5 SeitenBohrspindelapi-25967053Noch keine Bewertungen
- Erklärungen APT2 Sommer'09 A13Dokument4 SeitenErklärungen APT2 Sommer'09 A13api-25967053Noch keine Bewertungen
- Erklärungen APT2 Sommer'09 A4Dokument3 SeitenErklärungen APT2 Sommer'09 A4api-25967053Noch keine Bewertungen
- Aufgaben Zugversuch (Stam) Mit LösungDokument5 SeitenAufgaben Zugversuch (Stam) Mit Lösungapi-25967053Noch keine Bewertungen
- 1 Aufgabenstellung SchadensanalyseDokument2 Seiten1 Aufgabenstellung Schadensanalyseapi-25967053Noch keine Bewertungen
- 2 MaschinenbruchDokument9 Seiten2 Maschinenbruchapi-25967053Noch keine Bewertungen
- 1 Aufgaben Verschleiß (Stam IM)Dokument3 Seiten1 Aufgaben Verschleiß (Stam IM)api-25967053Noch keine Bewertungen
- Bewertung ReferatDokument1 SeiteBewertung Referatapi-25967053Noch keine Bewertungen
- Schadensanalyse Fallbeispiel GabelbruchDokument10 SeitenSchadensanalyse Fallbeispiel Gabelbruchapi-25967053Noch keine Bewertungen
- 1 VerschleißDokument16 Seiten1 Verschleißapi-25967053Noch keine Bewertungen
- 1 Aufgaben Verschleiß (Stam IM) Mit LösungenDokument8 Seiten1 Aufgaben Verschleiß (Stam IM) Mit Lösungenapi-25967053Noch keine Bewertungen
- Dokumentation Einiger BruchartenDokument13 SeitenDokumentation Einiger Bruchartenapi-25967053Noch keine Bewertungen
- Maschinen - Und ProzessfähigkeitsuntersuchungDokument21 SeitenMaschinen - Und Prozessfähigkeitsuntersuchungapi-25967053Noch keine Bewertungen
- 1 Aufgabenstellung SPC Originale Werte Mit LösungDokument25 Seiten1 Aufgabenstellung SPC Originale Werte Mit Lösungapi-25967053Noch keine Bewertungen
- Übungen Zu Übersicht DIN ISO 9000 - 9004Dokument3 SeitenÜbungen Zu Übersicht DIN ISO 9000 - 9004api-25967053Noch keine Bewertungen
- Übungen Zu Fehlerquellenanalyse Ohne LösungDokument1 SeiteÜbungen Zu Fehlerquellenanalyse Ohne Lösungapi-25967053Noch keine Bewertungen
- Übersicht DIN ISO 9000 - 9004Dokument18 SeitenÜbersicht DIN ISO 9000 - 9004api-25967053Noch keine Bewertungen
- (DIN 976-2 - 2009-02) - Gewindebolzen - Teil 2 - Metrisches Festsitzgewinde MFSDokument7 Seiten(DIN 976-2 - 2009-02) - Gewindebolzen - Teil 2 - Metrisches Festsitzgewinde MFSNikola ArsovskiNoch keine Bewertungen
- Lathe Chuck Chuck Jaws Technology de enDokument21 SeitenLathe Chuck Chuck Jaws Technology de enJason RichardsonNoch keine Bewertungen
- 02 Löten V306Dokument16 Seiten02 Löten V306DajanNoch keine Bewertungen
- Kap.6.0.0 BremseDokument10 SeitenKap.6.0.0 BremseAdamNoch keine Bewertungen
- 1.7218 1.7213 SteelDokument4 Seiten1.7218 1.7213 Steelriahgovender1449Noch keine Bewertungen
- Kontrolle Von Technischen ZeichnungenDokument13 SeitenKontrolle Von Technischen Zeichnungenapi-718016245Noch keine Bewertungen
- BWS 33002Dokument5 SeitenBWS 33002Maiko AlmeidaNoch keine Bewertungen
- Programmierung CTXDokument274 SeitenProgrammierung CTXrob100% (6)
- fpl102fs PDFDokument47 Seitenfpl102fs PDFProduktionstechnikNoch keine Bewertungen
- StanzenDokument5 SeitenStanzenRimeNoch keine Bewertungen
- Din en 7040Dokument6 SeitenDin en 7040Senthil Kumar100% (1)
- Toilettenhäuschen BauanleitungDokument30 SeitenToilettenhäuschen BauanleitungMathew BakerNoch keine Bewertungen
- Meusburger Farbtabellen Standard - CAD Colour CodesDokument2 SeitenMeusburger Farbtabellen Standard - CAD Colour CodesashishNoch keine Bewertungen
- VDI 2230 Nachrechung KISSsoft 2002Dokument20 SeitenVDI 2230 Nachrechung KISSsoft 2002Ibrahim Rebhi AlzoubiNoch keine Bewertungen
- 04 Gehaeuse 4T151P2Dokument1 Seite04 Gehaeuse 4T151P2АлександрNoch keine Bewertungen
- MTS TopTurn U. TopMill V8.0Dokument46 SeitenMTS TopTurn U. TopMill V8.0Николай БозушкиNoch keine Bewertungen
- Kunststoffformenstähle: Vorvergüteter, Korrosionsbeständiger StahlDokument2 SeitenKunststoffformenstähle: Vorvergüteter, Korrosionsbeständiger StahlJames ShillinglawNoch keine Bewertungen
- 1.1213 deDokument3 Seiten1.1213 depeterNoch keine Bewertungen
- Fragekatalog Konstruktionslehre 1Dokument4 SeitenFragekatalog Konstruktionslehre 1selinNoch keine Bewertungen
- Tabellenbuch Für ZerspantechnikDokument21 SeitenTabellenbuch Für ZerspantechnikDkkđk Dkjs50% (2)
- Wärmebehandlung Von AluminiumlegierungenDokument28 SeitenWärmebehandlung Von AluminiumlegierungenHagen_of_Tronje100% (1)
- BA Tisch - Und StandbohrmaschineDokument1 SeiteBA Tisch - Und StandbohrmaschineAksiwjdixjxjNoch keine Bewertungen