Das könnte Ihnen auch gefallen
- PA208 Prüfanweisung UTDokument4 SeitenPA208 Prüfanweisung UTStefan KlinkeNoch keine Bewertungen
- Normenuebersicht AD2000-Regelwerk 30-05-2016Dokument4 SeitenNormenuebersicht AD2000-Regelwerk 30-05-2016Geszti SándorNoch keine Bewertungen
- DVS 0916 - Metall Schutzgasschweissen Von FeinkornbaustaehleDokument10 SeitenDVS 0916 - Metall Schutzgasschweissen Von FeinkornbaustaehleGökhan ÇiçekNoch keine Bewertungen
- Poster DIN en ISO 9606 DeutschDokument1 SeitePoster DIN en ISO 9606 DeutschKovács Zsolt0% (1)
- Din en 10025-5 2019-10 PDFDokument35 SeitenDin en 10025-5 2019-10 PDFsenthilkumarNoch keine Bewertungen
- DIN EN 10025-2: Deutsche NormDokument37 SeitenDIN EN 10025-2: Deutsche NormGAluffi100% (1)
- Poster DIN en ISO 9606 DeutschDokument1 SeitePoster DIN en ISO 9606 DeutschKovács Zsolt0% (1)
- Poster Gase Final LowDokument1 SeitePoster Gase Final LowtomasinkaNoch keine Bewertungen
- Schweiausführungen Druckgeräte Din en 1708-1Dokument73 SeitenSchweiausführungen Druckgeräte Din en 1708-1Jan GronauNoch keine Bewertungen
- EN 1090-2 - Tablica 24Dokument1 SeiteEN 1090-2 - Tablica 24pluton1954Noch keine Bewertungen
- Industrial EngineeringDokument49 SeitenIndustrial EngineeringGeorgi Mitkov SavovNoch keine Bewertungen
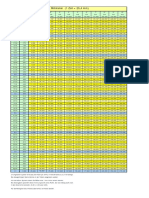
- Umrechnung Zoll in MMDokument1 SeiteUmrechnung Zoll in MMHalilKrizevacNoch keine Bewertungen
- Reparaturschweißen Von GusseisenDokument2 SeitenReparaturschweißen Von GusseisenharryblnNoch keine Bewertungen
- WPQR Automecanicamedias 507019Dokument174 SeitenWPQR Automecanicamedias 507019anon_459511045Noch keine Bewertungen
- PlasmaschweissenDokument4 SeitenPlasmaschweissenJemakl ManueNoch keine Bewertungen
- Schweisspruefung Din en 9606 1 PosterDokument1 SeiteSchweisspruefung Din en 9606 1 PosterssierroNoch keine Bewertungen
- DIN en ISO 9606-1-2013 Schweisserpruefung BeispieleDokument6 SeitenDIN en ISO 9606-1-2013 Schweisserpruefung BeispieleHassanSobohNoch keine Bewertungen
- Aufg RUE 1 1819 PDFDokument4 SeitenAufg RUE 1 1819 PDFOdenbachNoch keine Bewertungen
- Welding Symbols in GermanDokument71 SeitenWelding Symbols in Germanclarkie_bd100% (2)
- DVS 0925Dokument8 SeitenDVS 0925Amant DiscretNoch keine Bewertungen
- Din en 1011-6 2019-04Dokument47 SeitenDin en 1011-6 2019-04AmanSharma0% (1)
- Bdg-Normen Ne MetallDokument18 SeitenBdg-Normen Ne MetallimupathanNoch keine Bewertungen
- (DIN EN ISO 15614-7 - 2007-09) - Anforderung Und Qualifizierung Von Schweißverfahren Für Metallische Werkstoffe - Schweißverfahrensprüfung - Teil 7 - Auftragschweißen (ISO 15614-7 - 2007Dokument30 Seiten(DIN EN ISO 15614-7 - 2007-09) - Anforderung Und Qualifizierung Von Schweißverfahren Für Metallische Werkstoffe - Schweißverfahrensprüfung - Teil 7 - Auftragschweißen (ISO 15614-7 - 2007Werley Farias100% (1)
- SchweisserprüfungDokument7 SeitenSchweisserprüfungUros JaksicNoch keine Bewertungen
- TM 2007 02Dokument8 SeitenTM 2007 02susanwebNoch keine Bewertungen
- Din en 1011-3 2001-01Dokument23 SeitenDin en 1011-3 2001-01mmmmNoch keine Bewertungen
- Richtlinien Für Schweiß-Technische LehrgängeDokument11 SeitenRichtlinien Für Schweiß-Technische Lehrgängelth770310Noch keine Bewertungen
- Poster DIN EN 1090-1 DeutschDokument1 SeitePoster DIN EN 1090-1 DeutschBernhard von MuehlenenNoch keine Bewertungen
- DIN en 1090 LeitfadenDokument59 SeitenDIN en 1090 Leitfadenseb.mur94gmail.comNoch keine Bewertungen
- Din en 1090-2 2011-10Dokument211 SeitenDin en 1090-2 2011-10seb.mur94gmail.comNoch keine Bewertungen
- Iso 3834-3Dokument14 SeitenIso 3834-3AleGPNoch keine Bewertungen
- DIN 4099-2 2003 Welding of Reinforcing Steel - Quality Assuarance - de PDFDokument14 SeitenDIN 4099-2 2003 Welding of Reinforcing Steel - Quality Assuarance - de PDFNathan Daniels100% (1)
- DIN en 10025-1 Hot Rolled ProductsDokument32 SeitenDIN en 10025-1 Hot Rolled ProductsHenry MatosNoch keine Bewertungen
- DIN 13920-dlDokument7 SeitenDIN 13920-dlRafael MeciasNoch keine Bewertungen
- Iso 5817 VTDokument16 SeitenIso 5817 VTBernhard von MuehlenenNoch keine Bewertungen
- Bewertung STDokument2 SeitenBewertung STlth7703100% (1)
- UTP Handbuch PDFDokument479 SeitenUTP Handbuch PDFAnonymous vF4wgBTdSbNoch keine Bewertungen
- Din en Iso 15614-3-2008Dokument26 SeitenDin en Iso 15614-3-2008misthahNoch keine Bewertungen
- Din 477-5 2002-04Dokument8 SeitenDin 477-5 2002-04Dejan SavicNoch keine Bewertungen
- DIN en 1090-2 Steel StructuresDokument211 SeitenDIN en 1090-2 Steel StructuresIvan DNoch keine Bewertungen
- Schweisstechnik Erfa09 Din en 1090Dokument37 SeitenSchweisstechnik Erfa09 Din en 1090DrNoSchillerNoch keine Bewertungen
- DVS AluminiumschweissenDokument19 SeitenDVS AluminiumschweissenGabor VatoNoch keine Bewertungen
- Din en 14343 2006-11Dokument18 SeitenDin en 14343 2006-11Ahmed AlzubaidiNoch keine Bewertungen
- Iso 14554 - 2000 PDFDokument20 SeitenIso 14554 - 2000 PDFAyyappanSubramanianNoch keine Bewertungen
- Standarde 12-06-2015Dokument1 SeiteStandarde 12-06-2015StefanArtemonMocanuNoch keine Bewertungen
- Din en 15085-3-10 PDFDokument53 SeitenDin en 15085-3-10 PDFAndres Afanador MuñozNoch keine Bewertungen
- Orientation DIN EN ISO 9606-1Dokument14 SeitenOrientation DIN EN ISO 9606-1susanwebNoch keine Bewertungen
- Din en Iso 4063: AnwendungswarnvermerkDokument50 SeitenDin en Iso 4063: AnwendungswarnvermerkVigneshwaran VijayakumarNoch keine Bewertungen
- DIN 30630-2008 Technical DrawingsDokument14 SeitenDIN 30630-2008 Technical DrawingsSezgin BayrakNoch keine Bewertungen
- Werkstoffbezeichnungen Auf DUDokument1 SeiteWerkstoffbezeichnungen Auf DUMuzafer TulumovicNoch keine Bewertungen
- Wirtschaftlichkeit SchweisstechnikDokument101 SeitenWirtschaftlichkeit SchweisstechnikAB100% (2)
- Din en Iso 15614-2-2005Dokument38 SeitenDin en Iso 15614-2-2005Azima Zalfa AuliyakNoch keine Bewertungen
- Ad 2000-1Dokument56 SeitenAd 2000-1tonicmiraNoch keine Bewertungen
- Din en Iso 17635Dokument23 SeitenDin en Iso 17635marcos crisostoNoch keine Bewertungen
- Din 28005-2 2001-04Dokument9 SeitenDin 28005-2 2001-04georgedjNoch keine Bewertungen
- Din en 1559-1-2011 PDFDokument25 SeitenDin en 1559-1-2011 PDFanupsharma2522_98756Noch keine Bewertungen
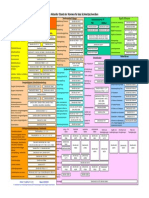
- Uebersicht Normen Schmelzschweissen PDFDokument1 SeiteUebersicht Normen Schmelzschweissen PDFyilmazerolNoch keine Bewertungen
- VP 6.4 1 PDFDokument1 SeiteVP 6.4 1 PDFGoran MikicNoch keine Bewertungen
- AD 2000-Merkblatt W 9 English Vom 06-2017Dokument12 SeitenAD 2000-Merkblatt W 9 English Vom 06-2017GÖKHAN İNCİRLİNoch keine Bewertungen
- 00 VTN Handbuch HaerteangabenDokument1 Seite00 VTN Handbuch HaerteangabenseymaNoch keine Bewertungen
- CE-Kennzeichnung von Maschinen: vom Praktiker für PraktikerVon EverandCE-Kennzeichnung von Maschinen: vom Praktiker für PraktikerNoch keine Bewertungen
- Jahrbuch der Baumpflege 2019: Yearbook of ArboricultureVon EverandJahrbuch der Baumpflege 2019: Yearbook of ArboricultureDirk Prof. Dr. DujesiefkenNoch keine Bewertungen
- SCH Weiss FibelDokument17 SeitenSCH Weiss Fibelflieger horstNoch keine Bewertungen
- Plug 87721Dokument1 SeitePlug 87721Roman KućanNoch keine Bewertungen
- D 2 Vorspanntechnik-1Dokument85 SeitenD 2 Vorspanntechnik-1Ed MateiNoch keine Bewertungen
- ZündkerzenDokument6 SeitenZündkerzenKillgusNoch keine Bewertungen
- DIN EN ISO 9606-1 2013 Schweisserpruefung BeispieleDokument6 SeitenDIN EN ISO 9606-1 2013 Schweisserpruefung BeispieleTibor KeményNoch keine Bewertungen
- Aufg RUE 1 1920 PDFDokument5 SeitenAufg RUE 1 1920 PDFOdenbachNoch keine Bewertungen
- Übungsblatt 3Dokument3 SeitenÜbungsblatt 3Yassine YahiaouiNoch keine Bewertungen
- Poster DIN EN ISO 9606 Deutsch PDFDokument1 SeitePoster DIN EN ISO 9606 Deutsch PDFMarcel BolovedeaNoch keine Bewertungen
- Iso 4063Dokument29 SeitenIso 4063melisbbNoch keine Bewertungen
- Welding PositionsDokument1 SeiteWelding PositionssenchiscanNoch keine Bewertungen
- SoW 5Dokument8 SeitenSoW 5Marcelo OliveiraNoch keine Bewertungen
- 01 Benning DuspolDokument2 Seiten01 Benning DuspolTheo RetischNoch keine Bewertungen
- Umrstung t8 Led Tube Din en 62776Dokument3 SeitenUmrstung t8 Led Tube Din en 62776agoNoch keine Bewertungen
- Iso 9606 1 Isi IlmenauDokument30 SeitenIso 9606 1 Isi IlmenauTC Capulcu Mustafa MNoch keine Bewertungen
- Überblick 2014Dokument1 SeiteÜberblick 2014djuka65Noch keine Bewertungen
- Farb LumenkarteDokument2 SeitenFarb Lumenkartedingeo11Noch keine Bewertungen
- Produktkatalog 2020Dokument68 SeitenProduktkatalog 2020mralun alexandrNoch keine Bewertungen
- Esab SchweissfehlerDokument1 SeiteEsab SchweissfehlerarturomaravillaNoch keine Bewertungen
- Explanation of Symbols Used For Symbols of The Lighting InstallationDokument13 SeitenExplanation of Symbols Used For Symbols of The Lighting InstallationДима КрыжановскийNoch keine Bewertungen
- Vorlesung Schweißmetallurgie Zusatzwerkstoffe Verfahren, Einteilung, NormungDokument24 SeitenVorlesung Schweißmetallurgie Zusatzwerkstoffe Verfahren, Einteilung, NormungGabor VatoNoch keine Bewertungen
- ZF Mounting InstructionDokument5 SeitenZF Mounting InstructionAdam BorowskiNoch keine Bewertungen
- PiPlasmaDokument4 SeitenPiPlasmaMRC WeldingNoch keine Bewertungen
- Plakat Schweisserpruefung-DINA1 MSS Ansicht PDFDokument1 SeitePlakat Schweisserpruefung-DINA1 MSS Ansicht PDFjavoidea696526Noch keine Bewertungen
- PanGas Schweisskursprogramm 2015 De553 114531Dokument12 SeitenPanGas Schweisskursprogramm 2015 De553 114531anormalinskiNoch keine Bewertungen
- Finder S12DEDokument14 SeitenFinder S12DEflorin gheorgheNoch keine Bewertungen
- B152 Schweisserprufug en ISO 9606-1-2013 deDokument1 SeiteB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- Druckschrift leuchten21274C1FFA399DD615A640F0Dokument124 SeitenDruckschrift leuchten21274C1FFA399DD615A640F0Hafidz AlbirruNoch keine Bewertungen