Das könnte Ihnen auch gefallen
- 03 - FestigkeitslehreDokument13 Seiten03 - FestigkeitslehreGábor SörösNoch keine Bewertungen
- 06 - SchweißverbindungenDokument30 Seiten06 - SchweißverbindungenGábor SörösNoch keine Bewertungen
- UnformenDokument4 SeitenUnformenClaudia Zachow MachadoNoch keine Bewertungen
- Lösungen Zur Aufgabensammlung Technische Mechanik: Alfred Böge Wolfgang BögeDokument287 SeitenLösungen Zur Aufgabensammlung Technische Mechanik: Alfred Böge Wolfgang BögeRoYPremiumBoy100% (1)
- UmformenDokument81 SeitenUmformenChristopherGunawanNoch keine Bewertungen
- Umformtechnik PDFDokument11 SeitenUmformtechnik PDFDana Codruța VișanNoch keine Bewertungen
- KL1 WiSe22 VL06-06 FestigkeitDokument55 SeitenKL1 WiSe22 VL06-06 Festigkeitirine eristaviNoch keine Bewertungen
- Stahlbeton I - 3 - 2 - Stabtragwerke - Biegung - HS2018Dokument94 SeitenStahlbeton I - 3 - 2 - Stabtragwerke - Biegung - HS2018divyareddyNoch keine Bewertungen
- Entwicklung Eines Analogieprozesses Zur Optimierung Des Diskon-Tinuierlichen ZahnflankenrpofilschleifensDokument9 SeitenEntwicklung Eines Analogieprozesses Zur Optimierung Des Diskon-Tinuierlichen ZahnflankenrpofilschleifensMarioNoch keine Bewertungen
- Dissertation HolzerDokument143 SeitenDissertation HolzerAnna TrubetskayaNoch keine Bewertungen
- 010 - Kurs 1 Kapitel 4 - TorsionDokument179 Seiten010 - Kurs 1 Kapitel 4 - Torsionahmedhossam75% (4)
- 4 ReibschlussverbindungenDokument8 Seiten4 ReibschlussverbindungenCătălina StoicanNoch keine Bewertungen
- Stahlbeton I 2 Materialverhalten HS2018Dokument25 SeitenStahlbeton I 2 Materialverhalten HS2018samiNoch keine Bewertungen
- Umformtechnik Skript MaukDokument33 SeitenUmformtechnik Skript Maukedo7474100% (1)
- Welle Mit Kerbe 2Dokument44 SeitenWelle Mit Kerbe 2The EntertainerNoch keine Bewertungen
- Mathematics of The Portevin-Le Chatelier EffectDokument7 SeitenMathematics of The Portevin-Le Chatelier EffectJavier HerediaNoch keine Bewertungen
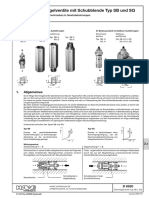
- 2-Wege-Stromregelventile Mit Schubblende Typ SB Und SQ: 1. AllgemeinesDokument10 Seiten2-Wege-Stromregelventile Mit Schubblende Typ SB Und SQ: 1. AllgemeinesMetotoy GalvanNoch keine Bewertungen
- 04 - Handout Statisch Unbestimmte Lagerungen MEL 307.451 2013 WSDokument14 Seiten04 - Handout Statisch Unbestimmte Lagerungen MEL 307.451 2013 WSLuka VartušekNoch keine Bewertungen
- Technische Mechanik 1 (Statik) : 7. SchnittgrößenDokument14 SeitenTechnische Mechanik 1 (Statik) : 7. SchnittgrößenmonssifNoch keine Bewertungen
- Pneumatische Förderung: Grundlagen, Auslegung und Betrieb von AnlagenVon EverandPneumatische Förderung: Grundlagen, Auslegung und Betrieb von AnlagenNoch keine Bewertungen
- BiegemomentenabschätzungDokument8 SeitenBiegemomentenabschätzungfdsa335Noch keine Bewertungen
- 00-Pruefung B7 2009 07 23Dokument2 Seiten00-Pruefung B7 2009 07 23Hoàng Hồng DươngNoch keine Bewertungen
- Mechanics En-De DictionaryDokument30 SeitenMechanics En-De DictionaryAchyuth RaoNoch keine Bewertungen
- PE PrüfungDokument5 SeitenPE Prüfung48hzg6b8jpNoch keine Bewertungen
- Kraftmessung IsfDokument19 SeitenKraftmessung IsfAnthony D. EscobarNoch keine Bewertungen
- Sicherheitsbeiwert DIN 1055 PDFDokument18 SeitenSicherheitsbeiwert DIN 1055 PDFAnonymous xiMSmvmC6ENoch keine Bewertungen
- KLME B 03 Hilfestellung BelegDokument57 SeitenKLME B 03 Hilfestellung BelegEmilyNoch keine Bewertungen
- 307 FTPDokument6 Seiten307 FTPdasilva6391Noch keine Bewertungen
- Steger-Technische Mechanik 2Dokument370 SeitenSteger-Technische Mechanik 2Mali_Cvijet100% (2)
- Dictionar Technic Rom Eng GerDokument81 SeitenDictionar Technic Rom Eng Gerserban100% (1)
- 02 - Handout Achsen Und Wellen MEL 307.451 2013 WSDokument28 Seiten02 - Handout Achsen Und Wellen MEL 307.451 2013 WSLuka VartušekNoch keine Bewertungen
- KL2 - 20w PruefungDokument9 SeitenKL2 - 20w PruefungCrazy TvNoch keine Bewertungen
- Skript Kapitel 10 Bis 11-1Dokument31 SeitenSkript Kapitel 10 Bis 11-1nqpro200266Noch keine Bewertungen
- Schwache Form Der DGL PDFDokument22 SeitenSchwache Form Der DGL PDFaprendiendoCNoch keine Bewertungen
- Glossar Werkstoffkunde EnglischDokument54 SeitenGlossar Werkstoffkunde Englischdroessaert_stijnNoch keine Bewertungen
- Fachliche Stellungnahme Stockschrauben I113639DEDokument8 SeitenFachliche Stellungnahme Stockschrauben I113639DEhorstiillingNoch keine Bewertungen
- Risse in Bauwerken. Seminar-Vortragsmanuskript Risse in Bauwerken Stand September 2019Dokument48 SeitenRisse in Bauwerken. Seminar-Vortragsmanuskript Risse in Bauwerken Stand September 2019geminexNoch keine Bewertungen
- 09 - Bolzen-, Stiftverbindungen, SicherungselementeDokument8 Seiten09 - Bolzen-, Stiftverbindungen, SicherungselementeGábor SörösNoch keine Bewertungen
- Kapitel5Einzelzahnbewegungen5 2EinstellenvonEckzahnenkDokument36 SeitenKapitel5Einzelzahnbewegungen5 2EinstellenvonEckzahnenkkais kayedNoch keine Bewertungen
- 05 - Handout Schwingungen MEL 307.451 2012WSDokument20 Seiten05 - Handout Schwingungen MEL 307.451 2012WSLuka VartušekNoch keine Bewertungen
- Stahlbeton II 6 1 Vorspannung FS2017Dokument120 SeitenStahlbeton II 6 1 Vorspannung FS2017Драгана СкокоNoch keine Bewertungen
- FunftesKapitel TorsionsermudungDokument2 SeitenFunftesKapitel TorsionsermudungperchtNoch keine Bewertungen
- Statik PDFDokument47 SeitenStatik PDFDulc Ml CrossNoch keine Bewertungen
- Statik 9Dokument6 SeitenStatik 9Romi BrenerNoch keine Bewertungen
- 3.9 Fragen Zu Ausführung Von Geschweißten Bauteilen Unter DyDokument7 Seiten3.9 Fragen Zu Ausführung Von Geschweißten Bauteilen Unter Dyseppforcher87Noch keine Bewertungen
- 08-Bemessung Von Stahlbauteilen Nach Din 18800Dokument8 Seiten08-Bemessung Von Stahlbauteilen Nach Din 18800ceca89Noch keine Bewertungen
- Klausurwiederholung 22-23 LösungDokument47 SeitenKlausurwiederholung 22-23 LösungNguyễn Văn QuangNoch keine Bewertungen
- Prospekt Ruetteltische VibrationstischeDokument8 SeitenProspekt Ruetteltische Vibrationstischefergy1200Noch keine Bewertungen
- Konstruktion Theorie 1Dokument149 SeitenKonstruktion Theorie 1Nguyen TranNoch keine Bewertungen
- Erzeugung Feinster Koernungen Durch Gegenstrahlmahlung (Von U. Haese)Dokument6 SeitenErzeugung Feinster Koernungen Durch Gegenstrahlmahlung (Von U. Haese)Tsakalakis G. KonstantinosNoch keine Bewertungen
- Stahlbeton I - 3 - 3 - Biegung Und Normalkraft - HS2018 - AutoDokument51 SeitenStahlbeton I - 3 - 3 - Biegung Und Normalkraft - HS2018 - AutotdrnkNoch keine Bewertungen
- KLME B 01 Beleg 2022 23Dokument5 SeitenKLME B 01 Beleg 2022 23EmilyNoch keine Bewertungen
- 05 IM2018 8.8 S355 Anlage-1.580Dokument2 Seiten05 IM2018 8.8 S355 Anlage-1.580Óscar LópezNoch keine Bewertungen
- Gtcrec 21Dokument17 SeitenGtcrec 21Julie AL-HoutNoch keine Bewertungen
- Stahlbeton I - 3 - 2 - Stabtragwerke - Biegung - HS2018 - AutoDokument94 SeitenStahlbeton I - 3 - 2 - Stabtragwerke - Biegung - HS2018 - AutodivyareddyNoch keine Bewertungen
- Umwandlungsverhalten Und Eigenspannungen Beim Schweißen Neuartiger LTT-ZusatzwerkstoffeDokument223 SeitenUmwandlungsverhalten Und Eigenspannungen Beim Schweißen Neuartiger LTT-ZusatzwerkstoffeDeniz ShenNoch keine Bewertungen
- Memento SoudageDokument2 SeitenMemento Soudagebhsbhs19Noch keine Bewertungen
- Thermisches Richten Thomas VauderwangeDokument10 SeitenThermisches Richten Thomas VauderwangeThomas VauderwangeNoch keine Bewertungen
- 4 Elastische Eigenschaften Von FestkrpernDokument24 Seiten4 Elastische Eigenschaften Von FestkrperngiakoumdNoch keine Bewertungen
- RIBtec FUNDAEXPERT DE Report02 LanglisteDokument7 SeitenRIBtec FUNDAEXPERT DE Report02 LanglistemajkyyNoch keine Bewertungen
- BausanierungDokument40 SeitenBausanierungpepepakoNoch keine Bewertungen
- Echte Orthodoxe KircheDokument9 SeitenEchte Orthodoxe KircheΚΗΡΥΞ ΕΚΚΛΗΣΙΑΣ ΓΝΗΣΙΩΝ ΟΡΘΟΔΟΞΩΝNoch keine Bewertungen
- Ecos 2Dokument52 SeitenEcos 2mkNoch keine Bewertungen
- Demag HC810 ServiceOperatorsManual 35049 PDFDokument623 SeitenDemag HC810 ServiceOperatorsManual 35049 PDFPatrick Chambers67% (3)
- Wovon Unsere Lebenszufriedenheit AbhaengtDokument8 SeitenWovon Unsere Lebenszufriedenheit AbhaengtDervic MevlidNoch keine Bewertungen
- NorwegenDokument14 SeitenNorwegenAchim FröchtenichtNoch keine Bewertungen
- Mavidamagazin DeuDokument38 SeitenMavidamagazin DeuAustrian National Tourism BoardNoch keine Bewertungen